4.纠偏辊原理
- 格式:ppt
- 大小:3.31 MB
- 文档页数:26

双摇杆纠偏辊的纠偏量与液压缸行程的关系解析简要介绍双摇杆纠偏辊的结构原理,并采用以点坐标为基础的代数方法解析了反映纠偏能力的纠偏量与液压缸行程的关系。
标签:双摇杆纠偏辊;纠偏量;液压缸行程;点坐标;代数方法在冷轧带钢精整线上,当带材呈现镰刀弯、瓢形等不平直板形,或旋转的辊子类设备制造精度低、安装偏差大时,带钢都会出现跑偏现象。
即使上述情况处于理想状态,带材也会因辊子表面或轴承长期工作受到磨损而跑偏。
可以说,精整机组中的带材跑偏是客观存在的[1]。
尤其在退火酸洗机组中,机组线较长,某些区段的带材张力较小,且为节省厂房空间带材往往分层叠加转向,而这些因素也都会使得带材跑偏的机会大大增加。
如若不及时纠正跑偏的带材,不仅降低带材质量,磨损设备,甚至造成断带的重大事故。
因此,在机组中合适布置一些纠偏设备是非常必要的。
常见的纠偏设备包括:浮动开卷机、浮动卷取机、纠偏辊及侧导装置等,其中纠偏辊是中间段设备区非常重要的纠偏装置。
1 双摇杆纠偏辊的结构原理纠偏辊有多种结构形式,其中双摇杆纠偏辊是一种典型的单纠偏辊,因其结构简单、纠偏量大,而被广泛使用。
其本体主要由固定架、摆动架、辊子部件、连杆、液压缸等组成。
辊子部件固定在摆动架上,连杆连接固定架和摆动架,液压缸作为驱动元件,其三维实体造型见图1。
1:固定架;2:摆动架;3:辊子部件;4:连杆;5:液压缸图1 双摇杆纠偏辊本体其实无论何种原因引起的带材跑偏,表现形式都是带材依据螺旋作用原理在辊子表面以一定螺旋升角按螺旋线路运行[2]。
而双摇杆纠偏辊的纠偏过程正是通过摆动辊子产生反向螺旋升角,以其反向螺旋偏移作用进行纠偏。
据现场一些运行机组反馈的实际情况,要使该类纠偏辊纠偏效果较好,工艺布置时应考虑以下三个条件:(1)辊子部件的摆动平面与带材来料平面相平行;(2)两个连杆的虚交点在来料的入口侧;(3)带材的包角不应小于90°。
2 纠偏量与液压缸行程的关系解析带材的跑偏量表示运动带材中心线与机组中心线的不吻合程度,与之相对的纠偏量反映了纠偏辊的纠偏能力。
调心托辊的纠偏原理和应用带式输送机由于制造、安装以及接头不正等因素的影响, 跑偏问题不可避免。
目前, 胶带跑偏的纠偏方法很多, 对于机身来说最常用和最有效的方式是采用调心托辊, 本文对调心托辊的调心原理和常用调心托辊的结构特点进行简单介绍。
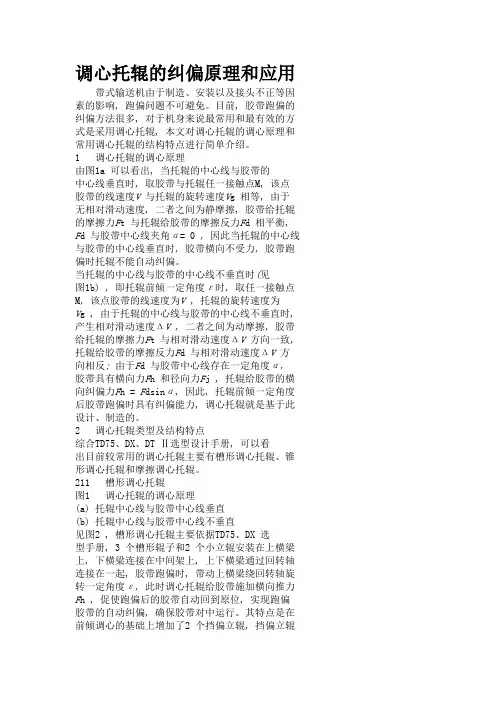
1 调心托辊的调心原理由图1a 可以看出, 当托辊的中心线与胶带的中心线垂直时, 取胶带与托辊任一接触点M, 该点胶带的线速度V 与托辊的旋转速度V g 相等, 由于无相对滑动速度, 二者之间为静摩擦, 胶带给托辊的摩擦力F t 与托辊给胶带的摩擦反力F d 相平衡, F d 与胶带中心线夹角α= 0 , 因此当托辊的中心线与胶带的中心线垂直时, 胶带横向不受力, 胶带跑偏时托辊不能自动纠偏。
当托辊的中心线与胶带的中心线不垂直时(见图1b) , 即托辊前倾一定角度ε时, 取任一接触点M, 该点胶带的线速度为V , 托辊的旋转速度为V g , 由于托辊的中心线与胶带的中心线不垂直时, 产生相对滑动速度ΔV , 二者之间为动摩擦, 胶带给托辊的摩擦力F t 与相对滑动速度ΔV 方向一致, 托辊给胶带的摩擦反力F d 与相对滑动速度ΔV 方向相反; 由于F d 与胶带中心线存在一定角度α, 胶带具有横向力F h 和径向力F j , 托辊给胶带的横向纠偏力F h = F dsinα, 因此, 托辊前倾一定角度后胶带跑偏时具有纠偏能力, 调心托辊就是基于此设计、制造的。
2 调心托辊类型及结构特点综合TD75、DX、DT Ⅱ选型设计手册, 可以看出目前较常用的调心托辊主要有槽形调心托辊、锥形调心托辊和摩擦调心托辊。
211 槽形调心托辊图1 调心托辊的调心原理(a) 托辊中心线与胶带中心线垂直(b) 托辊中心线与胶带中心线不垂直见图2 , 槽形调心托辊主要依据TD75、DX 选型手册, 3 个槽形辊子和2 个小立辊安装在上横梁上, 下横梁连接在中间架上, 上下横梁通过回转轴连接在一起, 胶带跑偏时, 带动上横梁绕回转轴旋转一定角度ε, 此时调心托辊给胶带施加横向推力F h , 促使跑偏后的胶带自动回到原位, 实现跑偏胶带的自动纠偏, 确保胶带对中运行。
皮带输送机调心托辊纠偏原理和应用皮带输送机由于制造、安装以及接头不正等因素的影响,跑偏问题不可避免。
目前,输送带跑偏的纠偏方法很多,对于输送机来说最常用和最有效的方式是采用调心托辊,本文对调心托辊的调心原理和常用调心托辊的结构特点进行简单介绍。
1、调心托辊的调心原理当托辊的中心线与输送带的中心线垂直时,取输送带与托辊任一接触点M,该点输送带的线速度V与托辊的旋转速度V g相等,由于无相对滑动速度,二者之间为静摩擦,胶带给托辊的摩擦力Ft与托辊给胶带的摩擦反力F d相平衡,F d与胶带中心线夹角α=0,因此当托辊的中心线与胶带的中心线垂直时,胶带横向不受力,胶带跑偏时托辊不能自动纠偏。
当托辊的中心线与输送带的中心线不垂直时,即托辊前倾一定角度ε时,取任一接触点M,该点输送带的线速度为V,托辊的旋转速度为V g,由于托辊的中心线与胶带的中心线不垂直时,产生相对滑动速度ΔV,二者之间为动摩擦,胶带给托辊的摩擦力Ft与相对滑动速度ΔV方向一致,托辊给胶带的摩擦反力F d与相对滑动速度ΔV方向相反;由于F d与胶带中心线存在一定角度α,胶带具有横向力F h和径向力F j,托辊给胶带的横向纠偏力F h=F dsinα,因此,托辊前倾一定角度后胶带跑偏时具有纠偏能力,调心托辊就是基于此设计、制造的。
2、调心托辊类型及结构特点综合TD75、DX、DTⅡ选型设计手册,可以看出目前较常用的调心托辊主要有槽形调心托辊、锥形调心托辊和摩擦调心托辊。
(1)槽形调心托辊槽形调心托辊主要依据TD75、DX选型手册,3个槽形辊子和2个小立辊安装在上横梁上,下横梁连接在中间架上,上下横梁通过回转轴连接在一起,胶带跑偏时,带动上横梁绕回转轴旋转一定角度ε,此时调心托辊给胶带施加横向推力Fh,促使跑偏后的胶带自动回到原位,实现跑偏胶带的自动纠偏,确保胶带对中运行。
其特点是在前倾调心的基础上增加了2个挡偏立辊,挡偏立辊可以在跑偏严重的情况下,直接阻止和限制胶带跑偏,促使胶带对中运行,使调心效果更好。
纠偏院里的分析与应用1带钢连续处理过程的跑偏分析工程设计和应用中,无论带钢形状的板形缺陷、塔形卷曲、处理线设备安装偏差及调整不当、处理工艺对带钢的影响等都会导致运动的带钢在生产线上发生偏移[2]。
各种形式的板形缺陷主要有:带钢断面形状、平坦度、带头焊接没对齐或偏斜。
当带钢在运动过程中,它的形状并不能得到纠正。
依照拱形的大小,会产生相应大小的跑偏。
设备精度包括转向辊、张力辊及活套车等安装精度、夹送辊压力不均、各种辊子辊面不均匀磨损等因素均会造成带钢横向跑偏。
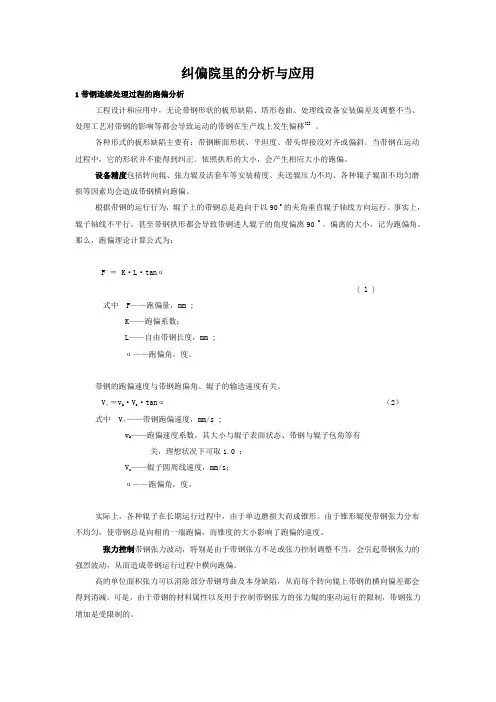
根据带钢的运行行为,辊子上的带钢总是趋向于以90 o 的夹角垂直辊子轴线方向运行。
事实上,辊子轴线不平行,甚至带钢拱形都会导致带钢进人辊子的角度偏离90 o 。
偏离的大小,记为跑偏角。
那么,跑偏理论计算公式为:F = K·L·tanα( l ) 式中F——跑偏量,mm ;K——跑偏系数;L——自由带钢长度,mm ;α——跑偏角,度。
带钢的跑偏速度与带钢跑偏角、辊子的输送速度有关。
Vα=v k·V c·tanα(2)式中Vα——带钢跑偏速度,mm/s ;v k——跑偏速度系数,其大小与辊子表面状态、带钢与辊子包角等有关,理想状况下可取1.0 ;V c——辊子圆周线速度,mm/s;α——跑偏角,度。
实际上,各种辊子在长期运行过程中,由于单边磨损大而成锥形。
由于锥形辊使带钢张力分布不均匀,使带钢总是向粗的一端跑偏,而锥度的大小影响了跑偏的速度。
张力控制带钢张力波动,特别是由于带钢张力不足或张力控制调整不当,会引起带钢张力的强烈波动,从而造成带钢运行过程中横向跑偏。
高的单位面积张力可以消除部分带钢弯曲及本身缺陷,从而每个转向辊上带钢的横向偏差都会得到消减。
可是,由于带钢的材料属性以及用于控制带钢张力的张力辊的驱动运行的限制,带钢张力增加是受限制的。
2带钢对中纠偏原理研究连续处理生产线上,带钢对中控制系统的基本构成主要包括:带钢位置测量传感器、控制器、执行装置、纠偏机架[3]。
纠偏辊对中系统的基本原理与应用摘要:CPC控制系统为连续闭环式电液调节系统,测量系统测出板带位置偏差,并将偏差值输入到电控系统,电控系统的输出与液压伺服系统相连,液压系统驱动纠偏辊相应移动,这样板带就准确地进行在预先调整好的中心(对边)位置上。
对中(对边)装置可使板带运动在对中(对边)精度范围内。
关键词:CPC 纠偏辊对中1.引言在带钢处理线上,带钢的跑偏可能由于不同的原因所产生。
跑偏可能导致产品的损坏或生产设备的损坏。
为了避免带钢跑偏,在冷轧薄板生产线上使用纠偏对中控制系统。
CPC(Strip Center ControlSystems)控制系统为连续闭环式电液调节系统,测量系统测出板带位置偏差,并将偏差值输入到电控系统,电控系统的输出与液压伺服系统相连,液压系统驱动纠偏辊相应移动,这样板带就准确地进行在预先调整好的中心(对边)位置上。
对中(对边)装置可使板带运动在对中(对边)精度范围内,CPC执行机构-纠偏辊是对中系统中的关键部分。
2.控制原理2.1基本结构原理纠偏辊对中系统由EVM1650探测头,液压站,电磁阀,位移传感器,控制器,纠偏辊组成。
2.2工作原理CPC自动对边系统是一个连续的闭环液压伺服调节系统;由探测头连续地测量行进板带边缘位置的变化,将板带的位置偏差信号输入到电控器,电控系统的输出与液压控制站的电伺服阀相连,伺服阀趋动液压油缸带动纠偏辊进行左右移动,使板带回到中心位置。
2.3比例积分调节纠偏机架SRH型纠偏机架的主要作用是保证带钢经过圆盘剪时对中很好,他的原理:通过两根倾斜的连杆来转动装有纠偏辊的机架,使带钢与滚轴之间形成一定的角度(积分调节部分)同时又能使带钢横向移动(比例调节部分),两者的恰当组合构成了比例积分调节,这种类型除了对出带位置进行精确的纠正之外,对进带也能有一定纠正效果。
SRH型纠偏机架示意图如下:SRH(1)型纠偏机架示意图2.4控制回路EVM1650探测头位置偏差HR160液压控制站位置偏差EVM1650探测头设定偏差£set 液压传动输出测量位置偏差£i3安装调试方法通过吊车将测量系统安装到已准备好的合适的支架上。
一. 设计原理分析作为一种输送固体物料的连续输送机械,带式输送机已在全国煤炭、电力、冶金等行业被广泛使用。
在带式输送机运行过程中,其输送带由于受到各种偏心力的作用,容易发生跑偏,因此必须采取有效的技术措施来防止和纠正输送带跑偏,目前最常用的方法是利用托辊来实现。
但现用的托辊普遍存在容易损坏输送带边沿且中央转轴易被卡住等缺点。
1、传正纠偏的特点传正纠偏是本厂在吸收国内外先进技术和多年现场实践的基础上自发研制开发的,它可防止输送带承载面及返回面在运行中出现的跑偏现象,与国内目前正在使用的几种托辊相比,它具有如下一些特点:(1)能在干湿两种条件下工作;(2)性能可靠、经久耐用,有很好的纠偏作用;(3)托辊转动时不会发生振动;(4)部件少,安装简单。
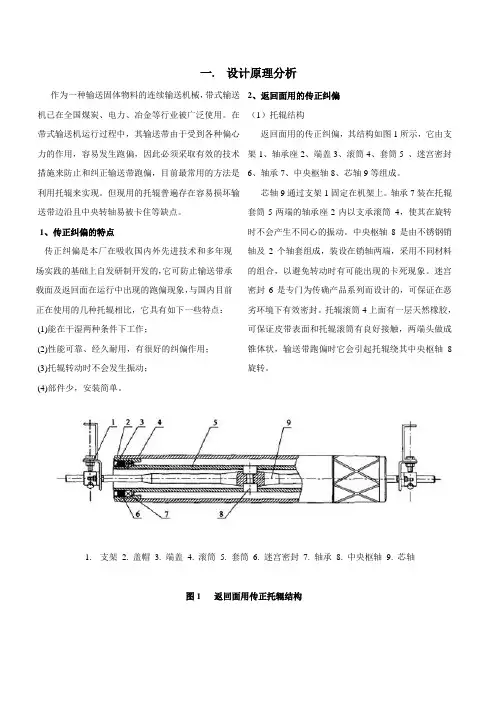
2、返回面用的传正纠偏(1)托辊结构返回面用的传正纠偏,其结构如图1所示,它由支架1、轴承座2、端盖3、滚筒4、套筒5 、迷宫密封6、轴承7、中央枢轴8、芯轴9等组成。
芯轴9通过支架1固定在机架上。
轴承7装在托辊套筒5两端的轴承座2内以支承滚筒4,使其在旋转时不会产生不同心的振动。
中央枢轴8是由不锈钢销轴及2个轴套组成,装设在销轴两端,采用不同材料的组合,以避免转动时有可能出现的卡死现象。
迷宫密封6是专门为传确产品系列而设计的,可保证在恶劣环境下有效密封。
托辊滚筒4上面有一层天然橡胶,可保证皮带表面和托辊滚筒有良好接触,两端头做成锥体状,输送带跑偏时它会引起托辊绕其中央枢轴8旋转。
1.支架2. 盖帽3. 端盖4. 滚筒5. 套筒6. 迷宫密封7. 轴承8. 中央枢轴9. 芯轴图1 返回面用传正托辊结构(2)、纠偏原理返回面用传正纠偏的在工作中因某种原因引起输送带跑偏时,假设输送带向左侧跑偏,如图所示,输送带接触到托辊左边锥体部分后,因锥体周边速度与托辊中央速度有一定的速差,托辊给输送带一个滑动摩擦力Fs,同时输送带给托辊一个反作用力Fs′,它与中央枢轴间存在力臂S,使滚筒受到一个旋转力矩M:图2 返回面用传正托辊的纠偏原理在旋转力矩M的作用下,滚筒绕中央枢轴向输送带前进方向旋转了β角,托辊旋转的程度取决于输送带偏离中心的程度。
纠偏辊原理
纠偏辊是印刷机械中的重要部件,其作用是将印刷物在传递过程中进行位置调整,确保印刷品的质量和精度。
纠偏辊的原理是基于力学和动力学的基本原理,通过对印刷物的位置和方向进行调整,使其在传递过程中保持稳定的状态,从而提高印刷品的质量和生产效率。
纠偏辊的工作原理主要包括以下几个方面:
1. 位置调整,纠偏辊通过机械结构和控制系统,对印刷物的位置进行调整。
在
传递过程中,印刷物可能会出现位置偏移或者漂移的情况,纠偏辊可以及时对其进行调整,使其保持在正确的位置上,从而避免出现印刷品错位或者重叠的情况。
2. 方向调整,除了位置调整,纠偏辊还可以对印刷物的方向进行调整。
在印刷
过程中,印刷物可能会出现方向偏移或者扭曲的情况,纠偏辊可以通过对其施加适当的力和扭矩,使其保持在正确的方向上,从而避免出现印刷品变形或者失真的情况。
3. 稳定传递,纠偏辊的最基本作用是保持印刷物在传递过程中的稳定状态。
通
过对印刷物的位置和方向进行调整,纠偏辊可以有效地减小传递过程中的震动和摆动,使印刷物能够平稳地通过印刷机械,从而保证印刷品的质量和精度。
纠偏辊的原理是基于力学和动力学的基本原理,通过对印刷物的位置和方向进
行调整,使其在传递过程中保持稳定的状态,从而提高印刷品的质量和生产效率。
在印刷机械中,纠偏辊起着至关重要的作用,它不仅可以保证印刷品的质量和精度,还可以提高生产效率,降低生产成本,是印刷机械中不可或缺的重要部件。
Value Engineering1问题的提出输送机运行时,几乎所有的胶带输送机都存在胶带跑偏的问题。
为了防止胶带跑偏,人们采取了各种各样的措施,而利用托辊来解决防止胶带输送机是一种既简单又经济的好办法。
而且,主要是托辊性能保持稳定。
在日常生产中,一般以托辊的稳定系数来衡量跑偏纠正能力。
2分析托辊的稳定系数δ托辊的稳定系数δ表示为:δ=p1式中P1———输送带在托辊上产生跑偏所需的横向力;P0———托辊允许的横向干扰力。
根据我们日常生产中常用托辊形式来分析托辊的稳定系数如(表1)所示。
3托辊槽角与横向复位力的关系以及横向复位力的计算在我们日常工作中,一方面为解决输送机带负荷运行时输送带总向一边跑偏,经常采用输送带跑偏滚筒的轴承座适当抬高、托辊支架适当加高,目的迫使输送带上的物料重量W 产生一个使输送带复原的分力Wx ,直到输送带回到正常位置。
另一方面,为了提高皮带输送机运输能力以及提高皮带本身的纠偏能力,经常采用托辊大槽角(槽角为45°),取得理想效果。
可通过下面输送带横向复位力的计算清楚得到解释说明。
因物料引起输送带跑偏横向复位力为:P=2b 1cos 2λsin λsin (λ+α)a 0d ρgcos δ式中P ———横向复位力;α———物料在输送带上的动安息角;b 1———侧托辊同输送带接触的长度;a 0———托辊组间距;δ———皮带运输倾角;ρ———物料松散密度;g ———重力加速度;λ———皮带槽角;d ———输送带跑偏量。
在空载段的两节托辊,输送带横向复位力为:P=2q B a 0cos λsin λdgcos δB式中B ———带宽;q B ———输送带单位质量。
对上面两式求偏微分,当p (λ)=0,P 有极大值,前者λ=41°,后者λ=45°,由此可见,防跑偏应采用大槽角,而以悬挂式铰链式托辊稳定性最大,纠偏能力最强。
理论计算和我们实际生产中相吻合,在我们生产实际中,对于输送机经常使用皮带槽角为45°,一方面提高了运输能力,另一方面提高皮带本身的纠偏能力,都取得取得理想效果。
三辊纠偏装置的工作原理
三辊纠偏装置是胶带机的重要组成部分,其主要功能是纠正胶带的跑偏现象,确保胶带能够正常运行。
其工作原理主要基于实时检测和电机驱动两个环节,通过一系列机械和电气的联动,实现纠偏功能。
一、实时检测环节
在纠偏装置中,检测元件为位移传感器,它实时检测胶带进入缠绕压辊的位置。
这个位置是判断胶带是否跑偏的重要依据。
当胶带出现跑偏时,位移传感器的读数会发生变化,这个变化被转换为电信号,传递给控制单元。
二、电机驱动环节
控制单元接收到电信号后,会将其与预设的位置信号进行对比。
如果发现有跑偏,控制单元就会输出一个控制电压。
这个电压经过驱动电路的放大后,驱动电机转动。
电机的转动通过传动机构,带动纠偏辊旋转。
纠偏辊的旋转会改变胶带的行进方向,从而纠正胶带的跑偏。
三、反馈调整环节
在纠偏过程中,控制单元会不断接收位移传感器的反馈,实时调整电机的转动角度,以适应胶带的实际运行状态。
这样就能够实现连续的、实时的纠偏效果,确保胶带始终保持在正确的行进路径上。
总结起来,三辊纠偏装置的工作原理就是通过实时检测胶带的运行状态,利用电机的驱动能力,调整纠偏辊的角度,实现对胶带跑偏
的纠正。
这种自动化的纠偏方式大大提高了胶带机的运行效率和稳定性,降低了因胶带跑偏引发的故障率。
纠偏器工作原理
纠偏器是一种用于将偏移的物体或系统恢复到平衡状态的装置。
它可以应用于多个领域,如机械工程、电子工程和控制系统等。
纠偏器的工作原理基于负反馈控制系统。
当物体或系统发生偏移时,纠偏器将通过检测信号来感知偏移的程度。
然后,它会生成一个反作用力或反馈信号,用于抵消偏移并使物体恢复到平衡状态。
具体来说,纠偏器通常由以下几个基本组件组成:
1. 传感器:用于检测并感知物体或系统的偏移。
传感器可以是机械式传感器(如光电传感器、压力传感器和位移传感器等)或电子式传感器(如加速度计和陀螺仪等)。
2. 控制器:接收传感器的信号,并根据偏移的程度生成相应的反馈信号。
控制器通常使用计算机或微控制器等电子设备来实现。
3. 执行器:接收控制器的反馈信号,并产生相应的力或力矩来抵消物体的偏移。
执行器可以是电动机、液压缸、伺服系统或电磁铁等。
当物体或系统发生偏移时,传感器会检测到这种变化,并将相关的信号发送给控制器。
控制器会根据传感器信号的反馈信息计算需要采取的纠偏措施,并生成相应的反馈信号。
反馈信号随后被送至执行器,执行器根据信号的指令进行动作,产生适当的力或力矩来抵消物体的偏移。
如此循环,直到物体恢复到平衡状态。
总的来说,纠偏器通过感知偏移、生成反馈信号和采取相应的控制措施,以达到将物体或系统恢复到平衡状态的目的。
这种负反馈控制系统的原理可以应用于各种纠偏装置和应用中。