EMG纠偏系统(设备)培训课件
- 格式:ppt
- 大小:5.77 MB
- 文档页数:40
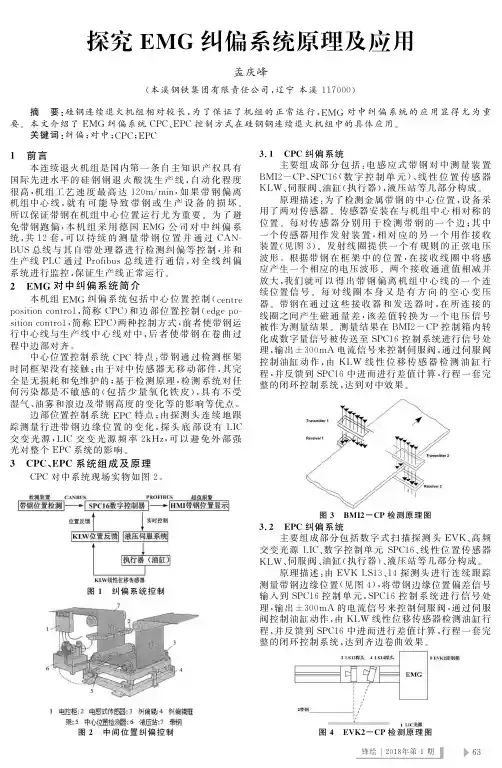
探究E M G纠偏系统原理及应用孟庆峰(本溪钢铁集团有限责任公司,辽宁本溪117000)摘㊀要:硅钢连续退火机组相对较长,为了保证了机组的正常运行,E MG对中纠偏系统的应用显得尤为重要.本文介绍了E MG纠偏系统C P C㊁E P C控制方式在硅钢钢连续退火机组中的具体应用.关键词:纠偏;对中;C P C;E P C1㊀前言本连续退火机组是国内第一条自主知识产权具有国际先进水平的硅钢钢退火酸洗生产线,自动化程度很高,机组工艺速度最高达120m/m i n,如果带钢偏离机组中心线,就有可能导致带钢或生产设备的损坏.所以保证带钢在机组中心位置运行尤为重要.为了避免带钢跑偏,本机组采用德国E MG公司对中纠偏系统,共12套,可以持续的测量带钢位置并通过C A NGB U S总线与其自带处理器进行检测纠偏等控制,并和生产线P L C通过P r o f i b u s总线进行通信,对全线纠偏系统进行监控,保证生产线正常运行.2㊀E M G对中纠偏系统简介本机组E MG纠偏系统包括中心位置控制(c e n t r e p o s i t i o n c o n t r o1,简称C P C)和边部位置控制(e d g e p oGs i t i o n c o n t r o1,简称E P C)两种控制方式,前者使带钢运行中心线与生产线中心线对中,后者使带钢在卷曲过程中边部对齐.中心位置控制系统C P C特点:带钢通过检测框架时同框架没有接触;由于对中传感器无移动部件,其完全是无损耗和免维护的;基于检测原理,检测系统对任何污染都是不敏感的(包括少量氧化铁皮),具有不受湿气㊁油雾和浪边及带钢高度的变化等的影响等优点.边部位置控制系统E P C特点;由探测头连续地跟踪测量行进带钢边缘位置的变化,探头底部设有L I C 交变光源,L I C交变光源频率2k H z,可以避免外部强光对整个E P C系统的影响.3㊀C P C㊁E P C系统组成及原理C P C对中系统现场实物如图2.图1㊀纠偏系统控制图2㊀中间位置纠偏控制3.1㊀C P C纠偏系统主要组成部分包括:电感应式带钢对中测量装置B M I2-C P㊁S P C16(数字控制单元)㊁线性位置传感器K L W㊁伺服阀㊁油缸(执行器),液压站等几部分构成.原理描述:为了检测金属带钢的中心位置,设备采用了两对传感器.传感器安装在与机组中心相对称的位置.每对传感器分别用于检测带钢的一个边;其中一个传感器用作发射装置,相对应的另一个用作接收装置(见图3).发射线圈提供一个有规则的正弦电压波形.根据带钢在框架中的位置,在接收线圈中将感应产生一个相应的电压波形.两个接收通道值相减并放大,我们就可以得出带钢偏离机组中心线的一个连续位置信号.每对线圈本身又是有方向的空心变压器.带钢在通过这些接收器和发送器时,在所连接的线圈之间产生磁通量差,该差值转换为一个电压信号被作为测量结果.测量结果在B M I2-C P控制箱内转化成数字量信号被传送至S P C16控制系统进行信号处理,输出ʃ300m A电流信号来控制伺服阀,通过伺服阀控制油缸动作,由K L W线性位移传感器检测油缸行程,并反馈到S P C16中进而进行差值计算,行程一套完整的闭环控制系统,达到对中效果.图3㊀B M I2-C P检测原理图3.2㊀E P C纠偏系统主要组成部分包括数字式扫描探测头E V K㊁高频交变光源L I C㊁数字控制单元S P C16㊁线性位置传感器K L W㊁伺服阀㊁油缸(执行器)㊁液压站等几部分构成.原理描述:由E V KL S13㊁14探测头进行连续跟踪测量带钢边缘位置(见图4),将带钢边缘位置偏差信号输入到S P C16控制单元,S P C16控制系统进行信号处理,输出ʃ300m A的电流信号来控制伺服阀,通过伺服阀控制油缸动作,由K L W线性位移传感器检测油缸行程,并反馈到S P C16中进而进行差值计算,行程一套完整的闭环控制系统,达到齐边卷曲效果.图4㊀E V K2-C P检测原理图锋绘2018年第1期63㊀锋绘2018年第1期64㊀㊀作者简介:刘力铭(1985-),男,甘肃会宁人,中国地质大学采矿工程大专学历,助理工程师职称,现任神华乌海能源有限责任公司老石旦煤矿综采队技术员,长期从事煤矿安全技术管理和研究工作.图5㊀接收器的安装4㊀运行中的问题及解决措施在机组连续冷㊁热跑带过程中发现入口活套C P C 对中系统极不稳定.在调试过程中反复对各种可能进行确定㊁排除,结合各类型纠偏系统工作原理及执行机构工作状态,分析其产生的原因.4.1㊀纠偏系统存在的问题活套小车对中系统采用I 型的纠偏辊,活套中对中转向辊部为P I 型纠偏辊.I 型纠偏辊纠偏形式是绕其自身的中心线旋转的,旋转半径很小,为了纠正带钢位置往往会突然转过移动的角度,而且其旋转角度比较难控制,常常会过纠偏,不得不反向进行纠偏,这样往复的摆动,进而形成振荡.活套小车纠偏系统工作过为频繁,带钢厚度较薄且活套内张力较大时,很容易因纠偏使带钢不能与辊面充分接触,而在纠偏方向相反的辊面产生 翘曲 对带钢边部产生一定的变形,形成单边浪,影响产品质量.P I 型纠偏辊由于所处位置原因,也与活套小车纠偏系统一样存在振荡现象.4.2㊀解决方法针对活套小车C P C 对中系统存在振荡并无法稳定下来的问题,在S P C 16控制单元参数中设置位置限幅功能,激活P 019(r e l e a s ef e e d b a c k )=1,P 020(f e e d Gb ac k f a c t o r 取值范围在0-2.0之间),P 021(f e ed b a c kl i m i t 限制反馈最大位置,应小于油缸最大行程),同时适当增大P 017(G a i nA u t o)数值.将其修改参数进一步优化,振荡现象得以改善.但活套中部C P C 对中系统在机组提速后,因活套内速度与工艺段速度同步,经常出现钢带在纠偏辊边缘现象,此时纠偏系统执行机构已经处于纠偏的最大位置,针对这种现象,反复对位置限幅㊁增益以及其它参数进行优化,效果不明显,最终将活套套量限制60%左右,跑偏现象得到改善.4.3㊀由于5#C P C 位置处于炉区水冷辊下方经常受到漏水侵蚀,导致电感传感线圈损坏,发出带钢偏移报警,导致生产线停车,更换线圈,装设防水架,可以看出免维护设备也要定期的检查.4.4㊀出口两台E P C 的灯管经常出现闪烁现像导致卷取机上的钢卷产生溢出边,产生废品,更换灯管后正常.为了杜绝此现象的发生,缩短了灯管的更换周期.5㊀结束语通过不断的对参数进行优化和更合理化的整改方案,使得E MG 对中纠偏系统在硅钢连续退火机组能够更稳定的工作,保证了设备的稳定运行和控制精度,提高了带钢的卷形质量,减少了故障停机时间,使生产线能够连续㊁稳定生产.参考文献[1]姜鑫.E M G 板带纠偏系统在热轧平整机组中的应用分析[J ].科学与信息化,2017,(25).[2]韩晓东.E P C 带钢纠偏系统在冷轧的应用与及维护[J ].信息系统工程,2017,(4):36G36.罗克休泡沫材料在苏海图煤矿的实践与应用刘力铭(神华乌海能源有限责任公司,内蒙古乌海016000)摘㊀要:本论文针对苏海图煤矿201运输大巷受到周边火区威胁的实际情况,采用了兖州浩珂伟博矿业工程有限公司生产的罗克休泡沫材料进行堵漏风治理,并详细地阐述了罗克休泡沫材料的特点以及进行堵漏风的步骤和注意事项,确保矿井的安全生产,取得了良好的经济和社会效益.关键词:罗克休;充填;堵漏风1㊀概述苏海图煤矿1959年建成投产隶属于神华乌海能源有限责任公司,坐落于内蒙古自治区乌海乌达煤田北部,该矿所开采的煤田是石炭二叠纪煤田.设计生产能力120万t /a ,核定生产能力170万t /a.作为苏海图煤矿主要运输大巷的201运输大巷,承担着全矿井煤炭运输的重任.近年来,201运输大巷受到周边火区的威胁,巷道内时常出现C O 超限的现象,严重威胁了煤炭的运输安全.该矿领导和工程技术人员高度重视该问题,为了解决该技术难题确保矿井的安全生产,该矿多次派工程技术人员远赴河南鹤壁煤业公司四矿施工现场和山东兖州浩珂伟博公司考察罗克休泡沫材料的实际应用效果,并最终决定运用该灭火材料对201大巷进行堵漏风治理工作.。
CPC操作手册目录1.CPC介绍2.常用按键介绍3.常用M值和P值介绍4.操作5.说明1.CPC系统简介:EMG设备主要用于生产线上带钢对中,测宽。
由纠偏辊,检测框架和运算机构组成,检测框架采集数据,反馈给运算机构,运算机构控制纠偏辊的液压阀台完成纠偏动作。
检测框架为下图:作用为检测带钢的偏移量下图为纠偏辊,安装在带固定销的固定底座上。
靠右图中的液压缸驱动其在固定底座上移动,通过右图中的传感器把移动距离传递给CPU。
纠偏辊纠偏辊的位置检测及执行机下图为CPC(或EPC)设备的CPU,其中常用的如下介绍:X4为与电脑连接接线处;S4,S3为设置地址按钮,S4为十位,S3为个位H3,H4,H5,H6为Profibus DP信息显示,如与PLC通讯正常则H6为绿灯,其余显示为通讯不正常。
具体查考下图:2.常用按键如下:此图为CPC(或EPC)操作面板显示屏中显示画面共两种参数:M为反馈值,P为设定值。
(我们只能修改设定值,即P值)(共14个M选项,39个P选项)。
右边青色区域为现场操作按钮,各按钮功能如下远程本地控制切换自动模式选择手动模式选择手动模式下移动纠偏辊左右移动对中模式选择左边蓝色区域参数设置按钮:显示屏共可显示两行,按“”可“M”和“P”切换;选到某一项后按“”和“”可选14个M或者39个P选项。
(按“”后可快速选择)。
组合键(按“”)是选到能更改参数(只有P值能修改)。
可查看本CPC或EPC中所装程序版本3.常用到的M和P值如下:M值:M001 (output final stage) 伺服阀输出速度(显示P017的值)M002和M003为杆式传感器最大值和最小值所代表的边部值(现场设置为9.00伏)M004 (act. position value cyl.)液压缸实际位置M005 为带钢实际位置。
P值:P001 (rel. profibus)是否执行远程指令(bit=1接收并执行远程指令,bit=0接收不执行远程指令,)P003 (scal transd)为缩放测量范围。
EMG纠偏系统纠偏CPC系统手册第1页--共45页目录项目背景 (4)1. 纠偏CPC系统 (4)1.1系统描述 (4)1.2功能原理 (5)2. 工艺参数-电气设备 (6)3. 带BMI2.11.X 检测电路的感应式测量架(CAN-BUS 通讯) (7)3.1通过CAN OPEN 界面过程数据传输 (9)3.2接收器的测定刻度校正: (11)3.3发送器和接收器矫正任务的检查: (11)4. 使用BMI2.11.X CANBUS-电路调节倾斜度 (11)4.1、检查传感器的监测 (12)4.2通过钢板测试样品进行检查 (13)4.3检查-线圈的矫正(发送器←→接收器) (13)4.4信号“M ESSEINRICHTUNG OK”(测量设备OK) (14)4.5信号“B ANDLAGE OK”(带钢位置OK) (15)5.操作及参数设置 (16)5.1调试检验 (16)5.2通过ECU01进行控制系统的参数设置 (16)5.3操作模式控制 (18)5.4主系统与EMG单体设备系统连接通过PROFIBUS实现/可选 (20)5.4.1SPC16控制系统MCU24.2 (20)5.4PROFIBUS用户地址设置 (22)5.5EMG传感器连接CAN OPEN (23)5.6CAN-BUS的终端连接 (24)5.7在CAN-BUS上的用户地址定义 (24)5.8手动速度选择 (24)5.9线性位移传感器KLW的(位置)调节 (25)5.9.1线性位移传感器零点位置调节 (26)5.9.2线性位移传感测量方向调节 (26)5.9.3线性位移传感器量程标定 (26)5.10对中模式 (27)第2页--共45页5.11自动模式-有位置反馈 (28)5.12通过电位计实现板带对中控制 (28)6. 对于标准程序的故障处理: (29)7. 附件 (32)7.1MCU24.PRM参数文件(基本的出厂设置) (32)7.2拨码开关DIL-SWITCHES 的位置 (33)7.3参数表-通过ECU01键盘可以调出参数清单 (34)7.4测量值表 (36)7.5PROFIBUS-DP接口表 (39)8. 典型故与处理 (42)8.1CPC2跑偏故障分析 (42)8.2CPC1准备好信号没有封点办法 (42)8.3炉子纠编报错 (45)第3页--共45页项目背景在带钢处理线上,带钢的跑偏可能由于不同的原因所产生,跑偏可能导致产品的损坏或生产设备的损坏。
IMH2测量精确 耐温高达1100 o C 免维护高温型电感式带钢对中测量根据电磁场感应的原理,在被测量带钢的两侧边部上下水平放置两套对中传感器并与带钢中心对称布置;带钢上方的对中传感器内有两个发射传感器,带钢下方的对中传感器内有两个接收传感器,发射传感器所发射的磁场方向垂直与带钢边部到接收传感器。
信号处理装置提供一个频率和频幅可调节的正弦波交流电压给电感发射传感器,电感发射线圈所产生的交变磁场感应到接收传感器;接收传感器被感应到的磁通量的大小取决于带钢的位置。
频幅的大小变化所产生的交流电压经过计算转换为模拟输出信号,最终得到带钢的边部位置。
对于带钢对中纠偏来说,来自两个相同的干扰分别作用于两个接收传感器,这种干扰可以抵消。
70年代早期电感原理传感器首次在酸洗线酸槽中应用1980-1993年 用带有IR-CUT 滤网的摄像头检测带钢与炉内背景光之间的明暗对比测量带钢边缘位置1992-1994年 开发研制炉内高温型电感式传感器1993年 第一套高温型电感式传感器在炉内应用1998年对高温型电感式传感器 进行改进,取消陶瓷保护套管2004-2005年 重新设计新一代传感器至今300多套高温型电感式带钢对中系统在炉内运行成功的应用历史为保证产品质量,EMG 工厂有特殊设计的加热炉,用于炉内电感式传感器的出厂测试。
E M G 高温型电感式带钢对中测量的应用炉内纠偏辊架ESZ 电动伺服推杆水冷/空冷电控柜IMH2高温型电感式传感器• contactless• cost-effective• maintenance-freeTwo double flanges are welded to the furnace walls so that they are gas-tight. They are used tosupport and seal the cross beams.Two temperature resistant rectangular metal cross beams with special, heat-resistant sensor coils which are installed from one side of the fur-nace by the customer.To protect the sensor system, particularly in case of strip breakage, mechanical deflectors are recom-mended.On request we will be glad to give our customers information about how to design and where to mount the mechanical defl ectors.Shock protection• 对改造或新建炉子设计容易• 高温条件工作稳定、高精度保证• 测量不受炉内蒸汽和金属粉尘的影响• 减少带钢的炉内断带• 安装简便、操作容易• 安全防护设计• 无易损更换件• 使用寿命长客户利益高温型传感器IMM2IMH2IMU2适用最高炉内温度650 °C950 °C1100 °C适用带钢宽度范围500...2850 mm (取决于传感器安装位置)系统保证精度± 5 mm 传感器距金属保护梁最小距离200 mm 端子盒适应环境温度0...+80 °C 端子盒保护等级IP54信号处理箱BMI 04.19供电电压110 / 120 / 220 / 230 / 240 V; 50 - 60 Hz 功率60 V A 适应环境温度0...50 °C信号输出CAN-bus总线EB S T P r o M a r k T e c h n o l o g i e s , I n c .U .S .A .E M H -E l e c t r o m e c ân i c a e H i d r áu l i c a L t d a .B r a z i lB S T I n t e r n a t i o n a l G m b HG e r m a n yE M G ,F a c t o r y E L T M AG e r m a n yB S T S a y o n a A u t o m a t i o n s P r i v a t e L t d .I n d i a E M G A u t o m a t i o n G m b HG e r m a n yE M G A u t o m a t i o n (B e i j i n g ) L t d .C h i n a。
EMG纠编调试张凯顺义冷轧所用的纠编均是EMG公司的,型号有BMI2—CP / BMIH—CP.其中BMIH—CP是高精度的纠偏系统,有6#,8#纠偏,其他的纠偏均为BMI2—CP。
这8套纠偏的CPU均为MUC24。
EMG的纠偏系统分为以下几部分:EMG控制柜,检测框(放大器一般在检测框,但也有一些没有和检测框成为一体,如8#),纠偏装置.一、EMG控制柜的面板如图所示:其中屏幕可以显示2条命令,其中PXXX为可设定或可修改的命令,而MXXX为反馈命令,传感器所测量的一些数据,上位机下达的命令以及目前纠偏状态。
PXXX有30条命令,MXXX有12条.在蓝色区域“F”与“M”为功能键,单独无法使用,只有和其他键组合才用;“ESC”为退出键,“EMTER"为输入键;为不仅是方向键,而且可以调节数值大小,可以选择上下两条命令,可以选择P或都M命令。
在绿色区域“EXTERN”是本地控制和远程控制切换按钮;是自动控制按钮;是手动控制按钮;是对中按钮;、是纠偏左右移动按钮。
“READY”灯可以指示EMG工作是否正常。
二、常用指令介绍及组合键1常用指令P001 REL. PROFIBUS DP网通信命令。
Bit 0为禁止,Bit 1为通信.P003 SCAL TRANSD. 纠偏移动值的标定值P004 ZERO POS。
TRANSD 零点位置设置(—200mm~200mm)P005 STROKE CYLINDER 纠偏实际移动范围P015 OFFSET CENTRE 中心偏移位置(-200m~200mm)P016 GAIN CENTRE 对中增益P017 GAIN AUTO 自动控制增益P018 DIR AUTO 自动控制纠偏移动方向设置P023 DIR SV 手动移动纠偏方向设置M002 EDGE POS。
1 1#接收线圈电压M003 EDGE POS.2 2#接收线圈电压M004 CYL。
POS。
电子液压纠偏设备在金属工业中的应用目录目录 (1)1.0 板带纠偏的功能 (3)2.0 板带纠偏控制图 (4)3.0 板带运行 (5)4.0 伺服系统调节速度 (7)5.0 开卷机 (8)5.1 测量系统安装在开卷机附近处 (9)5.2 测量系统安装在距离开卷机较远处 (10)5.3 双重化纠偏系统、双重化测量系统 (12)5.4 双锥头开卷机的液压驱动控制 (14)6.0 纠偏辊 (17)6.1 P型纠偏辊(比例动作纠偏辊) (18)6.2 I型纠偏辊(积分动作纠偏辊) (23)6.3 PI型纠偏辊(比例积分动作纠偏辊) (26)7.0 卷取机 (34)7.1 无臂卷取机 (37)7.2 错边卷取 (38)8.0 光电式板带位置测量装置 (39)8.1 PLM系列平行光式测量装置 (40)8.2 聚焦式光电测量装置 (42)8.3 参比式光电测量装置 (44)8.4 数字扫描式光电测量装置 (45)9.0 电感式板带位置测量装置 (47)10.0 电液伺服阀 (51)板带测宽仪简介 (55)在金属板带生产、加工处理过程中,金属板卷要被打开,进行加工处理,然后,大多数情况下又被重新缠绕成卷,以便运输。
板带的纵向运动主要依赖于传动机械和板带纠偏设备,来确保板带平稳的穿过加工线而不产生侧移,不对板带及加工生产线造成损伤,损坏。
不规则的板带经过会造成--缠绕不良的金属进入系统,或由于处理设备的反作用力而使板带受损,板形改变。
受影响的板带可能会有纵向弯曲,横断面成锥型,或表面不平如长边,中心变长,偏移或板带回转粘连。
在加工处理过程中造成导向辊和驱动棍的不平整缠绕,未对准挤压辊的单侧操作,锥面,擦伤滚筒,不规则的加热,冷却处理和其它许多的相关影响。
板形本身,及生产线设备的加工、安装精度会造成跑偏。
在系统中这些错误动作的传播是因为和直线上的下一个辊子之间产生了夹角,因而使板带向一侧偏移。
切入点沿着辊筒的直径旋转,从#2点离开辊筒,板带因而会产生如虚线位置的移动,在处理过程的运转中,这个过程将一直存在,直到板带运行方向和辊筒中心轴夹角为90度。
CPC操作手册目录1.CPC介绍2.常用按键介绍3.常用M值和P值介绍4.操作5.说明1.CPC系统简介:EMG设备主要用于生产线上带钢对中,测宽。
由纠偏辊,检测框架和运算机构组成,检测框架采集数据,反馈给运算机构,运算机构控制纠偏辊的液压阀台完成纠偏动作。
检测框架为下图:作用为检测带钢的偏移量下图为纠偏辊,安装在带固定销的固定底座上。
靠右图中的液压缸驱动其在固定底座上移动,通过右图中的传感器把移动距离传递给CPU。
纠偏辊纠偏辊的位置检测及执行机下图为CPC(或EPC)设备的CPU,其中常用的如下介绍:X4为与电脑连接接线处;S4,S3为设置地址按钮,S4为十位,S3为个位H3,H4,H5,H6为Profibus DP信息显示,如与PLC通讯正常则H6为绿灯,其余显示为通讯不正常。
2.常用按键如下:此图为CPC(或EPC)操作面板显示屏中显示画面共两种参数:M为反馈值,P为设定值。
(我们只能修改设定值,即P值)(共14个M选项,39个P选项)。
右边青色区域为现场操作按钮,各按钮功能如下远程本地控制切换自动模式选择手动模式选择手动模式下移动纠偏辊左右移动对中模式选择左边蓝色区域参数设置按钮:显示屏共可显示两行,按“”可“M”和“P”切换;选到某一项后按“”和“”可选14个M或者39个P选项。
(按“”后可快速选择)。
组合键(按“”)是选到能更改参数(只有P值能修改)。
可查看本CPC或EPC中所装程序版本3.常用到的M和P值如下:M值:M001 (output final stage) 伺服阀输出速度(显示P017的值)M002和M003为杆式传感器最大值和最小值所代表的边部值(现场设置为9.00伏)M004 (act. position value cyl.)液压缸实际位置M005 为带钢实际位置。
P值:P001 (rel. profibus)是否执行远程指令(bit=1接收并执行远程指令,bit=0接收不执行远程指令,)P003 (scal transd)为缩放测量范围。