涡扇发动机叶片高效切削基础研究
- 格式:pdf
- 大小:323.09 KB
- 文档页数:2

航空发动机涡轮叶片冷却技术
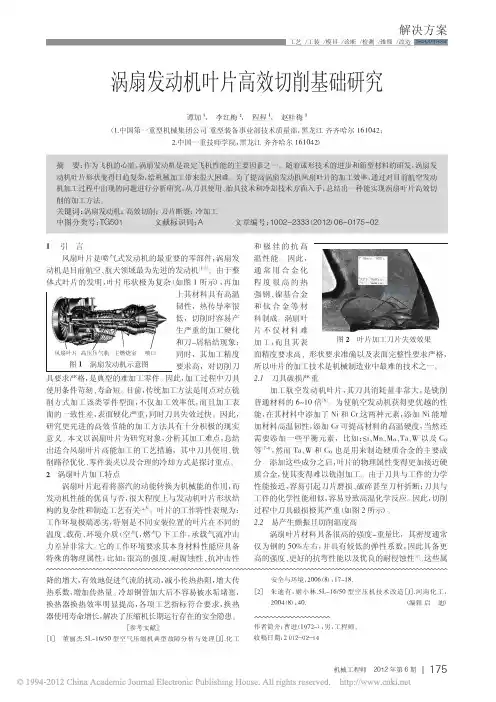
一、 引言
航空发动机自诞生以来,对它的基本发展要求就是推力更大、推重比更高、耗油率更低、质量更轻、耐久性更好和费用更低等。因此,航空发动机涡轮的发展趋势主要在以下两个方面:其一是不断提高涡轮前温度;其二就是不断增加涡轮气动负荷,采用跨音速涡轮设计方案,减少涡轮级数和叶片排数。
在现有技术条件下,并在保证尺寸小、质量轻的情况下,提高涡轮前温度,是获得大推力和高推重比的主要措施之一。从理论上讲,涡轮进口温度每提高100℃,航空发动机的推重比能够提高10%左右。当前,先进航空发动机涡轮前温度已经达到1900K左右,这远远超过了涡轮叶片所用的高温合金材料的熔点温度。为了保证涡轮叶片在高温燃气环境下安全可靠地工作,就必须对叶片采取冷却和热防护措施。
对于高温所带来的一系列问题,解决的办法主要有两个:一是提高材料的耐热性,发展高性能耐热合金,制造单晶叶片;二是采用先进的冷却技术,以少量的冷却空气获得更高的降温效果。其中材料的改善占40%,冷却技术占60%。
对于军用航空发动机,第3代的涡轮进口温度为1680~1750K,涡轮叶片耐温能力主要通过第1代单晶合金或定向合金和气膜冷却技术保证;第4代的涡轮进口温度达到1850~1980K,涡轮叶片耐温能力主要通过第2代单晶合金和对流-冲击-气膜复合冷却技术来保证;未来一代的涡轮进口温度将高达2200K,预计涡轮叶片耐温能力通过第3代单晶合金或陶瓷基复合材料等耐高温材料和包括层板发散冷却在内的更加高效的冷却技术来保证。
二、 航空发动机涡轮叶片冷却技术概述
涡轮冷却技术研究始于上个世纪40年代,大约在1960年,气冷涡轮首次应用于商业航空发动机上。经过多年的发展,目前基本上形成了由内部冷却和外部冷却构成的涡轮叶片冷却方案。
1. 内部冷却
其基本原理是冷气从叶片下部进入叶片内部,通过带肋壁的内流冷却通道,对叶片的内表面实施有效的冷却,一部分冷气通过冲击孔,以冲击冷却的形式对叶片前缘内表面进行冷却,剩下的一部分气体经过叶片尾部的扰流柱,被扰动强化换热以后从尾缘排出。内部冷却包括采用叶片内部多程弯折带肋通道的强化对流冷却、叶片内表面的射流冲击冷却、以及叶片尾缘借助冷却空气绕流扰流柱的导热和对流复合冷却等方式。内部冷却不会对涡轮燃气通道流场产生影响。

航空发动机涡扇叶片设计与优化
航空工业在当前社会当中已经占据了重要的地位,作为现代交通工具的代表之一,飞机不仅让人们的出行更加便捷,也扩大了人和事物间相互交流的范围与深度。而航空发动机作为飞机的“心脏”,是保证飞机运行的重要组成部分之一,因此对于航空工业从业人员来说,航空发动机的研究与发展具有重要的意义和价值。
航空发动机的结构非常复杂,其中主要部分包括压气机、燃烧室、涡轮机和喷管等。涡轮机是航空发动机的核心部件,其作用是将燃烧室输出的高温高压气流转化为旋转动能,从而带动涡扇叶片转动并推动飞机前进。因此,涡扇叶片的设计和优化是航空发动机性能提升的关键之一。
涡扇叶片的设计和优化涉及到多个学科领域,如流体力学、热力学、材料学和机械设计等。在涡扇叶片设计方面,主要考虑的是叶片的形状和尺寸,以确保其能够充分利用气流能量,并具有良好的气动性能和耐久性。同时,叶片的材料选择和结构设计也非常重要,因为它们直接影响着叶片的强度、刚度和疲劳寿命。
在涡扇叶片的优化方面,主要考虑的是如何通过改变叶片的参数来最大程度地提高发动机的性能,例如提高推力或燃油效率等。在这方面,涡扇叶片的参数包括叶片的扭矩、弯曲、翼型和攻角等,而其优化的目标则是以最小的成本和不影响发动机其它性能的前提下,实现发动机性能的最大化。
涡扇叶片设计和优化不仅需要高超的专业知识和技能,还需要先进的计算工具和实验设备来支撑和验证设计方案。近年来,随着数值模拟技术的发展和实验手段的不断升级,涡扇叶片的设计和优化逐渐实现了数字化和智能化,缩短了开发周期和降低了成本,为航空工业的发展带来了无限潜力。
综上所述,涡扇叶片的设计和优化是航空发动机性能提升的重要环节,需要专业人员在多个学科领域深入掌握相关知识,以创新和精益求精的精神致力于为航空工业发展做出更大贡献。相信在不久的将来,涡扇叶片的设计和优化将迎来更加深入和广泛的发展,促进航空工业的蓬勃发展,让人们的出行更加便捷和安全。
高新技术 Q Q:Q2(工) China New Technologies and Products
某型发动机风扇盘超大榫槽高效拉削工艺研究
隋景丛 孟震威
(中航工业沈阳黎明航空发动机(集团)有限责任公司,辽宁沈阳110043)
摘要:本文主要阐述了某型发动机增压级单元关键零件风扇盘的大型榫槽拉削方案及投影检查方法,提出了大型榫槽的最优拉
削方式和拉削参数,并确定了“缩小基准轮廓公差法”、“轮廓公差分区域检测法”两种创新的榫槽高精度轮廓公差检测理念。
关键词:风扇盘;大榫槽拉削;大榫槽检测
中图分类号:TJ760.3+31
1概述
随着航空技术的不断发展,风扇盘的结
构也日趋复杂,特别是大尺寸的榫槽机械加
工也越来越受到关注。榫槽和榫头是连接轮
盘与叶片的关键结构,榫槽的加工质量对于
轮盘有着至关重要的意义。本文对某型发动
机风扇盘超大榫槽高效拉削技术进行了深
入的探讨和分析研究,该项研究成果,使大
型榫槽数控高效拉削技术、大型榫槽数控投
影检查技术获得提升。
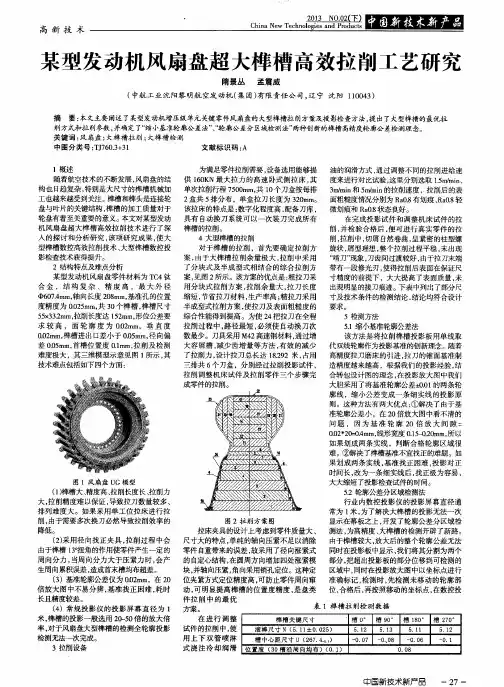
2结构特点及难点分析
某型发动机风扇盘零件材料为TC4钛
合金,结构复杂、精度高,最大外径
qb607Amm,轴向长度208mm,基准孔的位置
度精度为O.025mm,共30个榫槽,榫槽尺寸
55x33.2ram,拉削长度达152mm,形位公差要
求较高,面轮廓度为0.02mm,垂直度
0.02ram,榫槽进出口差小于0.05mm,径向偏
差0.05mm,首槽位置度0.1mm,拉削及检测
难度极大,其三维模型示意见图1所示,其
技术难点包括如下四个方面:
图1风扇盘UG模型
(1)榫槽大、精度高、拉削长度长、拉削力
大,拉削精度难以保证,导致拉刀数量较多、
排列难度大。如果采用单工位拉床进行拉
削,由于需要多次换刀必然导致拉削效率的 降低。
(2)采用径向找正夹具,拉削过程中会
由于榫槽1 3。扭角的作用使零件产生一定的
周向分力,当周向分力大于压紧力时,会产

航空发动机涡轮叶片精密成形技术分析
【摘要】
航空发动机涡轮叶片是航空发动机中至关重要的部件,对发动机的性能和效率起着关键作用。涡轮叶片精密成形技术是一项关键技术,经历了多年的发展历程,逐步完善并应用于实际生产中。本文从涡轮叶片的重要性入手,阐述了涡轮叶片精密成形技术的发展历程及关键步骤,探讨了该技术在航空领域的应用,并展望了未来的发展趋势。通过本文的研究,有助于更深入地了解航空发动机涡轮叶片精密成形技术的重要性和发展现状,为相关领域的研究和应用提供参考和借鉴。
【关键词】
航空发动机、涡轮叶片、精密成形技术、研究背景、研究意义、发展历程、关键步骤、应用、发展趋势、未来展望、总结
1. 引言
1.1 研究背景
航空发动机涡轮叶片是航空发动机中的重要部件,直接影响着发动机的性能和效率。随着航空业的发展和需求的提高,对于发动机的要求也越来越高,涡轮叶片的精密成形技术显得尤为重要。
在过去的几十年里,涡轮叶片的制造技术已经取得了长足的进步,包括材料的优化和加工工艺的改进。随着飞行速度的提高和环保要求的增加,传统的涡轮叶片制造技术已经难以满足对高性能和高精度的要求。
研究涡轮叶片精密成形技术成为当前航空发动机领域的热点之一。通过精密成形技术,可以实现涡轮叶片的高精度、高效率的制造,提高发动机的性能和可靠性。涡轮叶片精密成形技术还可以减少材料浪费和能耗,降低制造成本,符合航空工业的可持续发展要求。
深入研究航空发动机涡轮叶片精密成形技术的背景意义重大,能够为航空领域的技术进步和发展提供重要支持和保障。
1.2 研究意义
航空发动机涡轮叶片精密成形技术的研究意义在于提高航空发动机的性能和效率,进一步推动航空工业的发展。随着航空业的快速发展,对涡轮叶片精密成形技术的要求也越来越高。研究该技术能够提高航空发动机的性能和可靠性,减少能源消耗和碳排放,从而符合节能减排的国际趋势。涡轮叶片是航空发动机的关键部件之一,其质量和制造工艺直接影响整个发动机的工作效率和安全性。深入研究和掌握涡轮叶片精密成形技术,将有助于提高航空发动机的性能指标,降低耗能成本,提高航空器的整体竞争力。研究航空发动机涡轮叶片精密成形技术具有重要的实践意义和应用价值,对航空工业的发展具有重要的推动作用。