抽芯机构设计
- 格式:pdf
- 大小:2.48 MB
- 文档页数:66
第八节:抽芯机构设计一`概述当塑料制品侧壁带有通孔凹槽,凸台时,塑料制品不能直接从模具内脱出,必须将成型孔,凹槽及凸台的成型零件做成活动的,称为活动型芯。
完成活动型抽出和复位的机构叫做抽苡机构。
(一)抽芯机构的分类1.机动抽芯开模时,依靠注射检的开模动作,通过抽芯机来带活动型芯,把型芯抽出。
机动抽芯具有脱模力大,劳动强度小,生产率高和操作方便等优点,在生产中广泛采用。
按其传动机构可分为以下几种:斜导柱抽芯,斜滑块抽芯,齿轮齿条抽芯等。
2.手动抽芯开模时,依靠人力直接或通过传递零件的作用抽出活动型芯。
其缺点是生产,劳动强度大,而且由于受到限制,故难以得到大的抽芯力、其优点是模具结构简单,制造方便,制造模具周期短,适用于塑料制品试制和小批量生产。
因塑料制品特点的限制,在无法采用机动抽芯时,就必须采用手动抽芯。
手动抽芯按其传动机构又可分为以下几种:螺纹机构抽芯,齿轮齿条抽芯,活动镶块芯,其他抽芯等。
3.液压抽芯活动型芯的,依靠液压筒进行,其优点是根据脱模力的大小和抽芯距的长短可更换芯液压装置,因此能得到较大的脱模力和较长的抽芯距,由于使用高压液体为动力,传递平稳。
其缺点是增加了操作工序,同时还要有整套的抽芯液压装置,因此,它的使用范围受到限制,一般很小采用。
(二)抽芯距和脱模力的计算把型芯从塑料制品成型僧抽到不妨碍塑料制品脱出的僧,即型芯在抽拔方向的距离,称为抽芯距。
抽芯距应等于成型孔深度加上2-3MM.一.抽芯距的计算如图3-102所示。
计算公式如下:S=Htgθ(3-26)式中S------ 抽芯距(MM)H------ 斜导柱完成抽芯所需的行程(MM)θ----- 斜导柱的倾斜角,一般取15·~20·2.脱模力的计算塑料制品在冷却时包紧型芯,产生包紧力,若要将型芯抽出,必须克服由包紧力引起的磨擦阻力,这种力叫做脱模力,在开始抽芯的瞬间所需的脱模力为最大。
影响脱模力因素很多,大致归纳如下;(1) 型芯成型部分表面积和断面几何形状:型芯成型部分面积大,包紧力大,其模力也大;型芯的断面积积形状时,包紧力小,其脱模也小;型芯的断面形状为矩形或曲线形时,包运费力大,其脱模力也大。
![1.4.6 抽芯行位机构设计[共7页]](https://uimg.taocdn.com/09e5c2d7a6c30c2258019ed5.webp)
39第在,则应考虑镶拼结构,否则,只能采用其他结构形式。
胶件表面允许夹线存在,则可以采用镶拼结构,以利于加工,如图1-85(a )所示。
胶件正表面不允许夹线存在,为了利于加工或其他目的,将夹线位置移向侧壁,从而采用镶拼结构,如图1-85(b )所示。
当圆弧处不允许夹线时,更改镶件结构,将夹线位置移向内壁,如图1-85(c ) 所示。
图1-85 允许夹线和不允许夹线的结构形式⑦ 综合考虑模具冷却。
成型零件采用镶拼结构后,若造成局部冷却困难,应考虑采用其他冷却方法或整体结构。
1.4.6 抽芯行位机构设计1.常用行位机构类型行位机构类型较多,分类方法多种多样。
根据各类行位结构的使用特点,常用行位机构可以概括为以下几类。
① 前模行位机构。
② 后模行位机构。
③ 内行位机构。
④ 哈夫模机构。
⑤ 斜顶、摆杆机构。
⑥ 液压(气压)行位机构。
2.行位设计要求(1)行位机构的各组件应有合理的加工工艺性,尤其是成型部位合理的加工工艺性一般有如下要求。
① 尽量避免出现行位夹线。
若不可避免,夹线应位于胶件不明显的位置,且夹线长度尽量短小,同时应尽量采用组合结构,使行位夹线部位与型腔可一起加工,如图1-86所示。
② 为了便于加工,成型部位与滑动部分尽量做成组合形式,如图1-87所示。
40与︱图1-86 行位有夹线的结构图1-87 成型部位与滑动部分的组合形式(2)行位机构的组件及其装配部位应保证足够的强度、刚度 行位机构一般依据经验设计,也可进行简化计算。
为保证足够的强度、刚度,一般情况采用如下原则。
① 结构尺寸最大。
在空间位置可满足的情况下,行位组件采用最大结构尺寸。
② 优化设计结构。
例如以下几种情况。
• 对较长行位针末端定位,避免行位针弯曲,如图1-88所示。
• 改变铲鸡的结构,增强装配部位模具的强度,如图1-89所示。
(3)行位机构的运动应合理 为了使行位机构可以正常工作,应保证在开、合模的过程中,行位机构不与其他结构部件发生干涉,且运动顺序合理可靠。
第十一章抽芯机构当制品具有与开模方向不同的内侧孔、外侧孔或侧凹时,除极少数情况可以强制脱模外,一般都必须将成型侧孔或侧凹的零件做成可移动的结构。
在制品脱模前,先将其抽出,然后再从型腔中和型芯上脱出制品。
完成侧向活动型芯抽出和复位的机构就叫侧向抽芯机构。
从广义上讲,它也是实现制品脱模的装置。
这类模具脱出制品的运动有两种情况:一是开模时优先完成侧向抽芯,然后推出制品;二是侧向抽芯分型与制品的推出同时进行。
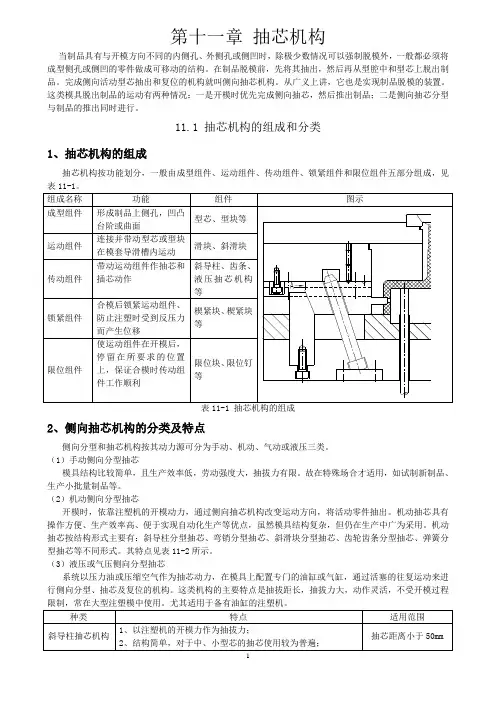
11.1 抽芯机构的组成和分类1、抽芯机构的组成抽芯机构按功能划分,一般由成型组件、运动组件、传动组件、锁紧组件和限位组件五部分组成,见表11-1 抽芯机构的组成2、侧向抽芯机构的分类及特点侧向分型和抽芯机构按其动力源可分为手动、机动、气动或液压三类。
(1)手动侧向分型抽芯模具结构比较简单,且生产效率低,劳动强度大,抽拔力有限。
故在特殊场合才适用,如试制新制品、生产小批量制品等。
(2)机动侧向分型抽芯开模时,依靠注塑机的开模动力,通过侧向抽芯机构改变运动方向,将活动零件抽出。
机动抽芯具有操作方便、生产效率高、便于实现自动化生产等优点,虽然模具结构复杂,但仍在生产中广为采用。
机动抽芯按结构形式主要有:斜导柱分型抽芯、弯销分型抽芯、斜滑块分型抽芯、齿轮齿条分型抽芯、弹簧分型抽芯等不同形式。
其特点见表11-2所示。
(3)液压或气压侧向分型抽芯系统以压力油或压缩空气作为抽芯动力,在模具上配置专门的油缸或气缸,通过活塞的往复运动来进行侧向分型、抽芯及复位的机构。
这类机构的主要特点是抽拔距长,抽拔力大,动作灵活,不受开模过程11.2 抽芯机构的设计要点1、模具抽芯自锁自锁:自由度F≥1,由于摩擦力的存在以及驱动力方向问题,有时无论驱动力如何增大也无法使滑块运动的现象称为抽芯的自锁。
在注塑成型中,对于机动抽芯机构,当抽芯角度处于自锁的摩擦角之内,即使增大驱动力,都不能使之运动,因此,模具设计时必须考虑避免在抽芯方向上发生自锁。


侧抽芯机构设计----3778d158-6ea9-11ec-b6ca-7cb59b590d7d5.3.1斜导柱安装在定模、侧滑块安装在动模斜导柱安装在定模、滑块安装在动模的结构,是斜导柱侧向分型抽芯机构的模具中应用最广泛的形式。
它既可用于结构比较简单的注射模,也可用于结构比较复杂的双分型面注射模。
模具设计人员在接到设计具有侧抽芯塑件的模具任务时,首先应考虑使用这种形式,图5-1所示属于单分型面模具的这类形式,而图5-15所示是属于双分型面模具的这类形式。
图5-15固定模双分型面倾斜导柱与移动模滑块注射模1-型芯2-推管3-动模镶件4-动模板5-斜导柱6-侧型芯滑块7-楔紧块8-中间板9-定模座板10-垫板11-拉杆导柱12-导套(注意件3和件4滑块定位销推管侧芯)在图5-15中,斜导柱5固定于中间板8上,为了防止在a―a分型面分型后,侧向抽芯时斜导柱往后移动,在其固定端后部设置一块垫板10加以固定。
开模时,动模部分向左移动,且a―a分型面首先,打字;当A-A分型面之间的距离能够排出点浇口浇注系统的冷凝液时,拉杆导柱11的左端螺钉接触导套12;继续打开模具,键入B-B分型面,倾斜导柱5驱动侧型芯滑块6在移动模板4的导槽中横向拉动型芯;倾斜导柱与滑块分离后,继续打开模具。
最后,推动机构开始工作,推管2将塑料零件推出型芯1和动态模具镶块3。
这种形式在设计时必须注意,侧型芯滑块与推杆在合模复位过程中不能发生“干涉”现象。
所谓干涉现象是指滑块的复位先于推杆的复位致使活动侧型芯与推杆相碰撞,造成活动侧型芯或推杆损坏的事故。
侧向型芯与推杆发生干涉的可能性出现在两者在垂直于开模方向平面上的投影发生重合的条件下,如图5-16所示。
如果模具结构允许,推杆应尽可能避免在侧芯的突出范围内。
如果由于模具结构的限制,推杆必须设置在侧芯的投影下,则在推开一定距离后,首先要考虑推杆是否仍低于侧芯的底面。
当无法满足此条件时,必须分析干扰的临界条件,并采取措施,首先重置推出机构,然后允许芯滑块重置,这样可以避免干扰。
企业导报2015年第12期作者简介:张倩(1989-),女,湖北天门人,助教,硕士,江汉大学文理学院教师,机电与建筑工程学部,研究方向:材料成型及控制工程;胡双锋(1981-),男,湖北应城人,讲师,博士,武汉工程大学材料科学与工程学院教师,研究方向:塑料成工艺,模具设计与制造。
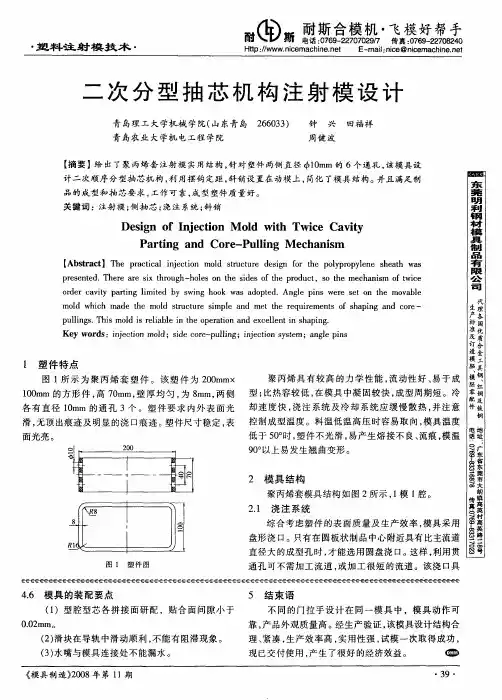
内侧抽芯机构的设计与结构优化张倩胡双锋(1.江汉大学文理学院,湖北武汉430056;2.武汉工程大学,湖北武汉430073)摘要:对于带有内侧凹或内侧凸的塑件,本文设计了四种侧抽芯机构,基于滑块与提供动力结构的接触状况不同,分为线接触、面接触、点接粗3种形式,本文通过对这三种形式的受力分析与对比,讨论了各机构运动的优缺点以及对生产成本和制品质量的影响,以指导实际生产。
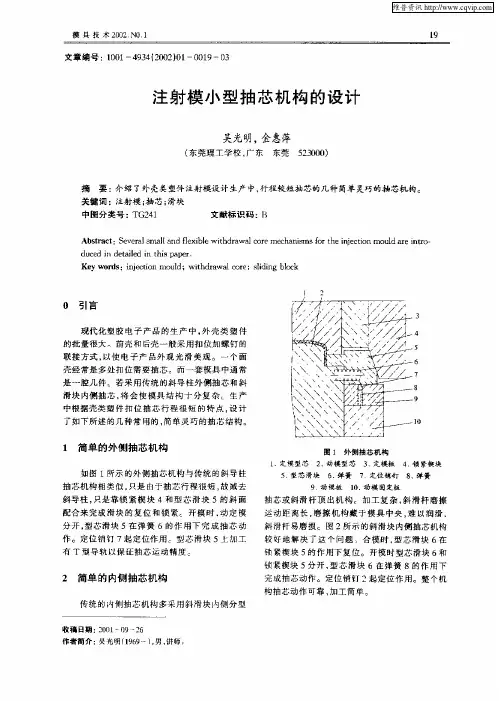
关键词:罩壳;注射模;侧抽芯一、引言当注射成型的塑件与开合模方向不同的内侧或外侧具有孔、侧凹或凸台时,如图1所示某罩壳(材料为PC ),成型时,无论塑件留在定模还是动模一侧,侧凹部分的金属都会阻挡塑件脱模,此时,模具结构中须采用侧向分型与抽芯机构才能成型。
图1塑件内侧凹示意图常用的侧抽芯机构有斜导柱、弯销、斜导槽、斜滑块和齿轮齿条等,不同机构的运动过程、抽拔倾角、侧抽芯与提供动力结构的接触状况和受力情况差异很大,模具的开模距离、模具体积、制造难度、生产成本也各不相同,对制品的质量影响也很大。
大量文献对内侧抽芯机构中斜导柱进行了受力分析和倾角优化,但很少有对不同类型的内侧抽芯机构进行归纳总结并对比分析的,因此,本文在充分阅读分析大量文献的基础上,设计归纳了4种内侧抽芯机构,并依照侧抽芯与提供动力结构的接触状况和受力情况分为三类,讨论了各种机构的生产成本以及对制品的影响,供设计生产者参考。
二、内侧抽芯机构的设计图2内侧抽芯机构设计方案一1.内侧凹2.滑块3.定模板4.定模仁5.斜导柱6.镶块7.弹簧8.动模仁9.动模板(一)内侧抽芯设计方案1———斜导柱抽芯机构。
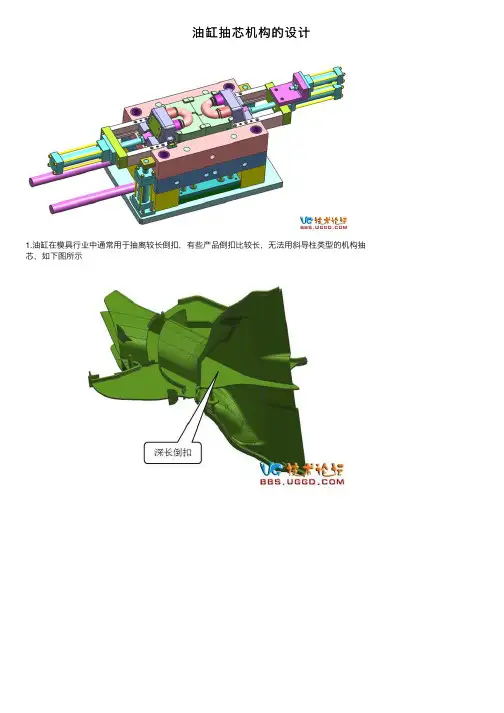
Science &Technology Vision科技视界0前言在塑料模具产品中,有些产品的侧壁存在孔和凸台,产品成型后这些部位阻碍产品的出模,产品没有办法顶出,这种现象在模具设计中属称倒扣。
在模具设计中倒扣有很多中类型有内倒扣、外倒扣,而外倒扣还分为与PL 面平行型的水平倒扣和与PL 面成一定角型的斜型倒扣,其中斜型倒扣在模具设计中是最难解决的一种倒扣,本文以夹式台灯的上夹盖为例,论述斜型倒扣的斜侧滑块机构设计。
1模具及塑料产品分析图11.1塑料产品分析如图1所示的产品材料为ABS,塑料件属于外观件,如图所提示的斜孔与产品的水平方向的角度为45度,斜孔的倒扣深度为3mm,必须采用斜侧抽芯机构才可以顺利脱模。
1.2模具分析从塑料产品的结构分析可以看出该塑件模具的结构特点为:塑料产品的倒扣成型应设计在定模侧;制件属于外观件;倒扣深度不深并具成型面积不大。
2斜侧抽芯机构设计与原理分析图2夹式台灯夹盖的模具结构图1.浇口套;2.定模固定板;3.A 板;4.拔杆;5.斜侧滑块;6.斜侧滑块镶件7.拉料杆;8.定模仁;9.动模仁;10.B 板;11.顶针;12.弹簧;13.限位螺丝;14.面针板;15.底针板;16.动模固定板;17.大拉杆;18.导套根据夹式台灯上下盖的产品要求设计出来的模具结构图如图2所示,从该结构图可以看出,斜侧抽芯机构主要是由拔杆、斜侧滑块、斜侧滑块镶件等三大部件组成整个结构,拔杆与斜侧滑块部件主要是由T 型槽进行配合。
在模具注塑成型后,由于2定模固定板与3型腔板(A 板)之间有12弹簧的弹力作用下,模具分型面PL1先开,由于4拔杆固定在2定模固定板上,所以随着分型面PL1的分开斜锁紧块向开模方向作垂直(与地平面垂直)运动,运动距离在限位螺丝13的限位下,分开6.5mm 的距离后PL1处暂不分开状态。
在PL1分开6.5mm 后,由于拔杆与斜侧滑块是以T 型槽进行配合,所以斜侧滑块与斜侧滑块镶件在拔杆的运动力下,作与分型线夹角45度的运动,使得斜侧滑块镶件与产品分开,如图3所示的效果。
职业教育材料成型与控制技术专业教学资源库《铝合金铸件铸造技术》课程教案压铸模具侧抽机构设计—弯销抽芯机构制作人:贾娟娟陕西工业职业技术学院压铸模具侧抽机构设计——弯销抽芯机构弯销抽芯机构类似斜销抽芯机构,如图1所示。
只是弯销替代了斜销而已,因此弯销抽芯机构工作原理与斜销抽芯机构基本相同,但又有自身的特点:图1 弯销抽芯机构1—弹簧;2—限位块;3—螺钉;4—楔紧块;5—弯销;6—滑块;7—型芯(1)弯销一般为矩形截面,因此能承受较大的弯曲应力;(2)弯销各段可以加工成不同斜度,甚至直段,因此可根据需要随时改变抽芯速度和抽芯力大小或实现延时抽芯。
弯销与弯销孔的配合间隙一般为0.5~1mm,以防止弯销在弯销孔内卡死。
(3)特殊情况下,可在弯销末端设置支承块,以增加其强度。
1、弯销的形式弯销的结构形式如图2所示,其截面大多数为正方形和矩形。
图2 弯销的结构形式(a)所示的受力情况比斜销好,但制造较为困难;(b)所示适用于抽芯距较小的场合,同时起导柱的作用,模具结构紧凑,制造方便;(c)所示适用于无延时抽芯要求,抽拔离分型面垂直距离较近的型芯;(d)所示适用于抽拔离分型面垂直距离较远的有延时抽芯要求的型芯。
2、滑块的锁紧压铸过程中,由于活动型芯受到金属液的压力会发生位移,因此,必须对滑块锁紧,弯销滑块的锁紧装置如图3所示。
图3 弯销滑块的锁紧(a)所示为当滑块承受的压力不大时,可以直接用弯销锁紧;(b)所示为当滑块承受的压力较大时,则需要另加楔紧块锁紧;(c)所示为当滑块承受的压力很大时,则需要另加楔紧块。
为了保证抽芯机构的正常工作,当α>α1时,则必须保证S延>S。
3、弯销尺寸的确定(1)弯销斜角的确定弯销斜角α越大,抽芯距S抽则越大,弯销所受弯曲力也越大。
因此:当抽芯距短而抽芯力大时,斜角α取较小值;当抽芯距长而抽芯力小时,斜角α取较大值。
常用α取值为10°、15°、18°、20°、22°、25°、30°。