塑料模具_抽芯机构
- 格式:doc
- 大小:1.73 MB
- 文档页数:60


塑料在我们的生活中应用越来越广泛,而在机械生产中也有很多地方会用到注塑模具。
在介绍注塑模具结构前,需要先对注塑模具结构进行概括说明。
注塑模具分为动模和定模两大部分。
下面我们就来具体介绍一下塑料模具结构,注塑模具的组成。
注塑模具的动模和定模两部分,定模安装在注塑机的固定座板上,动模部分安装在注塑机的移动座板上。
注塑时,动、定模两大部分闭合,塑料经喷嘴进入模具型腔。
开模时,动、定模两大部分分离,然后顶出机构动作,从而推出塑件。
根据模具上各个部件所起的作用,注塑模具可以分为以下几个部分。
1、成型部分成型部分是由构成塑件形状的模具型腔组成的,它由模具的动、定模有关部分组成通常是由凸模、凹模、型芯、嵌件和镶块等组成。
2、浇注系统熔融塑料从注塑机喷嘴进入模具型腔所流经的模具内通道称为浇注系统主流道,它由浇口及冷料井等组成。
3、导向机构为了确保动、定模之间的正确导向与定位,通常在动、定模部分采用导柱、导套或在动、定模部分设置互相吻合的内外锥面导向。
4、侧向抽芯机构塑件上的侧向如有凹、凸形状的孔或凸台,这就需要有侧向的凹、凸模或型芯来成型。
在塑件被推出之前,必须先拔出侧向凸模或抽出侧向型芯,然后能顺利脱出。
使侧向凸模或侧向型芯移动的机构成为侧向抽芯机构。
5、顶出机构顶出机构是指模具分型以后将塑件顶出的装置杆、复位杆、顶杆固定扳、顶板、主流道拉料杆等组成。
6、冷却和加热系统为了是熔融塑料在模具型腔内尽快固化成型,提高生产效率,一些塑料成型时必须对模具进行冷却,通常是在模具上开设冷却水道,当塑料充满型腔并经一定的保压时间后,水道通以循环冷水对模具进行冷却。
另外,一些塑料成型时对模具有一定的温度要求模具内部或四周安装加热组件。
大部分的热塑性塑料成型时需对模具进行冷却。
侧向分型与抽芯机构设计引言侧向分型与抽芯机构在注塑模具设计中起着重要的作用。
侧向分型是指在模具中设置缓冲阀和侧板,通过侧向运动来将塑料制品从模具中取出。
而抽芯机构则是用于取出模具中的中空或凸起的零件。
本文将重点讨论侧向分型与抽芯机构的设计原理和注意事项。
侧向分型的设计原理侧向分型是指在注塑模具中采用侧向运动的方式将塑料制品从模具中取出。
侧向分型的设计原理如下:1.设置缓冲阀:在模具的侧壁上设置缓冲阀,用于控制分型板的侧向运动。
缓冲阀可采用气动或液压方式控制,通过控制缓冲阀的开合,可以实现模具的分型操作。
2.侧板设计:在模具中设置侧板,用于支撑分型板和缓冲阀。
侧板的设计应符合模具的整体结构和功能要求,同时要考虑到侧板的材料选择和加工工艺。
3.分型板设计:分型板是侧向分型的关键部件,其设计应考虑到制品的尺寸和形状。
分型板的材料通常采用高硬度的工具钢,以确保分型过程的稳定性和可靠性。
侧向分型的注意事项在设计侧向分型时,需要注意以下几点:1.分型力的控制:在侧向分型过程中,分型力的大小直接影响到制品的质量。
因此,在设计时应合理控制分型板的运动速度和缓冲阀的开合力度,以保证制品不受损坏。
2.分型板的导向设计:分型板的导向设计直接影响到分型过程的准确性和稳定性。
在设计时应考虑到分型板的导向孔和导向销的配对设计,以确保分型过程的顺利进行。
3.分型板的润滑和冷却:分型板在长时间使用过程中容易受到磨损和热变形的影响。
因此,在设计时应考虑到分型板的润滑和冷却措施,以延长模具的使用寿命。
抽芯机构的设计原理抽芯机构是用于取出模具中的中空或凸起的零件。
抽芯机构的设计原理如下:1.抽芯导向设计:抽芯导向是指在模具中设置抽芯导向销和抽芯导向孔,以确保抽芯过程的准确性和稳定性。
抽芯导向的设计应考虑到抽芯导向销和抽芯导向孔的配对设计,以保证抽芯过程的顺利进行。
2.弹簧压力的控制:在抽芯过程中,弹簧的压力大小直接影响到抽芯的力度。
试模和量产的成败以及成本的高低,80%決定于设计阶段。
我们的目标应当是让设计部门担负起试模和量产成败的责任,设计工程师要清楚的知道自己设计的产品和模具是如何历经酸甜苦辣之途,才完成任务的,这样设计水平才能不断精进。
设计工程师也应在最短的时间內将最新的更正设计反映在设计图面和文档上,这样知识和经验才能累积、分享和传承。
加工、钳工和品管的责任是按图施工和品管,並且反馈设计合理化的意见。
这样经年累月下來,竞争力不断增强的模具/注塑厂將脱颖而出。
模具结构----六大系统之一:模具成型零件(排位与订料)概述:模具成型零件----由上下内模(包括行位/镶件)组成,它们形成一个封闭的型腔。
通俗来说,凡是有产品胶位的地方都称为模具成型零件。
排位与订料:1:产品在模仁(内模)的排位以最佳效果形成排放位置,要充分考虑进胶的平衡性,流道尽短地流入型腔,要充分考虑进胶位置和分型面因素,要与制品的外形大小,深度成比例。
2:产品到模仁边的距离与产品之间的距离:小件制品距离一般为15-25MM之间,成品之间一般为15-20MM,如有镶呵则一般为25MM 左右,成品间有主流道的最少要有15MM,大件制品距离边一般为30-50MM,有镶呵最小为35,镶呵出多件产品,刚其之间距离为10-15MM左右,成品长度在200MM以上,宽度在150MM 以上其产品距离应不小于30MM;3:模仁到模胚边距离:300MM以内,模胚为50-60MM之间;330-350MM以内,模胚为60-70MM之间;550MM 以上,模胚一般要在75MM以上。
4:模仁底部到模胚底部距离;公模300MM以内,模胚为40-50MM之间;330以上,模胚为50-70MM之间;母模300MM 以内,模胚为25-30MM之间;330MM以上模胚为25-35MM。
5:模仁用料,母模一般模具国产NAK80,较高要求,则用进口NAK80,有特殊或批量大模具选用热处理材料,有腐蚀性胶料如PVC,POM,NL或透明PMMA,PC等则选择不锈钢系列,如2316,S136,S136H等,公模仁一般选用德国P20,有腐蚀性胶料如PVC,POM,NL或透明PMMA,PC等亦要选择不锈钢系列,斜顶一般选用进口718,法兰一般选用王牌,散热要求高的镶件用铍铜。
第八节:抽芯机构设计一`概述当塑料制品侧壁带有通孔凹槽,凸台时,塑料制品不能直接从模具内脱出,必须将成型孔,凹槽及凸台的成型零件做成活动的,称为活动型芯。
完成活动型抽出和复位的机构叫做抽苡机构。
(一)抽芯机构的分类1.机动抽芯开模时,依靠注射检的开模动作,通过抽芯机来带活动型芯,把型芯抽出。
机动抽芯具有脱模力大,劳动强度小,生产率高和操作方便等优点,在生产中广泛采用。
按其传动机构可分为以下几种:斜导柱抽芯,斜滑块抽芯,齿轮齿条抽芯等。
2.手动抽芯开模时,依靠人力直接或通过传递零件的作用抽出活动型芯。
其缺点是生产,劳动强度大,而且由于受到限制,故难以得到大的抽芯力、其优点是模具结构简单,制造方便,制造模具周期短,适用于塑料制品试制和小批量生产。
因塑料制品特点的限制,在无法采用机动抽芯时,就必须采用手动抽芯。
手动抽芯按其传动机构又可分为以下几种:螺纹机构抽芯,齿轮齿条抽芯,活动镶块芯,其他抽芯等。
3.液压抽芯活动型芯的,依靠液压筒进行,其优点是根据脱模力的大小和抽芯距的长短可更换芯液压装置,因此能得到较大的脱模力和较长的抽芯距,由于使用高压液体为动力,传递平稳。
其缺点是增加了操作工序,同时还要有整套的抽芯液压装置,因此,它的使用范围受到限制,一般很小采用。
(二)抽芯距和脱模力的计算把型芯从塑料制品成型僧抽到不妨碍塑料制品脱出的僧,即型芯在抽拔方向的距离,称为抽芯距。
抽芯距应等于成型孔深度加上2-3MM.一.抽芯距的计算如图3-102所示。
计算公式如下:S=H tgθ (3-26)式中S------ 抽芯距(MM)H------ 斜导柱完成抽芯所需的行程(MM)θ----- 斜导柱的倾斜角,一般取15·~20·2.脱模力的计算塑料制品在冷却时包紧型芯,产生包紧力,若要将型芯抽出,必须克服由包紧力引起的磨擦阻力,这种力叫做脱模力,在开始抽芯的瞬间所需的脱模力为最大。
影响脱模力因素很多,大致归纳如下;(1)型芯成型部分表面积和断面几何形状:型芯成型部分面积大,包紧力大,其模力也大;型芯的断面积积形状时,包紧力小,其脱模也小;型芯的断面形状为矩形或曲线形时,包运费力大,其脱模力也大。
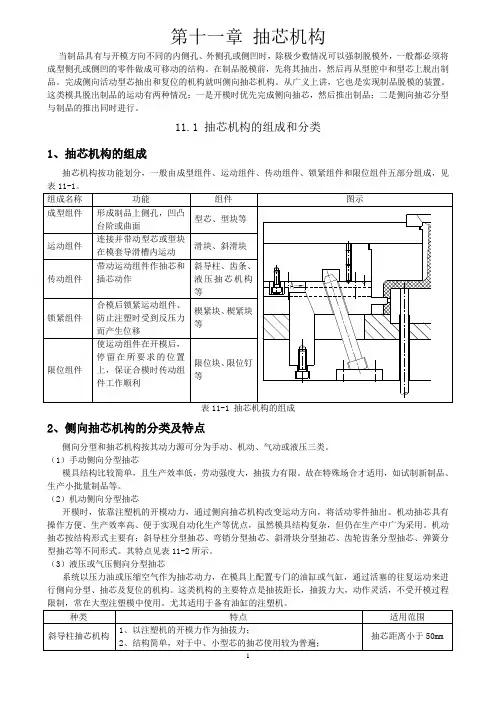
第十一章抽芯机构当制品具有与开模方向不同的内侧孔、外侧孔或侧凹时,除极少数情况可以强制脱模外,一般都必须将成型侧孔或侧凹的零件做成可移动的结构。
在制品脱模前,先将其抽出,然后再从型腔中和型芯上脱出制品。
完成侧向活动型芯抽出和复位的机构就叫侧向抽芯机构。
从广义上讲,它也是实现制品脱模的装置。
这类模具脱出制品的运动有两种情况:一是开模时优先完成侧向抽芯,然后推出制品;二是侧向抽芯分型与制品的推出同时进行。
11.1 抽芯机构的组成和分类1、抽芯机构的组成抽芯机构按功能划分,一般由成型组件、运动组件、传动组件、锁紧组件和限位组件五部分组成,见表11-1 抽芯机构的组成2、侧向抽芯机构的分类及特点侧向分型和抽芯机构按其动力源可分为手动、机动、气动或液压三类。
(1)手动侧向分型抽芯模具结构比较简单,且生产效率低,劳动强度大,抽拔力有限。
故在特殊场合才适用,如试制新制品、生产小批量制品等。
(2)机动侧向分型抽芯开模时,依靠注塑机的开模动力,通过侧向抽芯机构改变运动方向,将活动零件抽出。
机动抽芯具有操作方便、生产效率高、便于实现自动化生产等优点,虽然模具结构复杂,但仍在生产中广为采用。
机动抽芯按结构形式主要有:斜导柱分型抽芯、弯销分型抽芯、斜滑块分型抽芯、齿轮齿条分型抽芯、弹簧分型抽芯等不同形式。
其特点见表11-2所示。
(3)液压或气压侧向分型抽芯系统以压力油或压缩空气作为抽芯动力,在模具上配置专门的油缸或气缸,通过活塞的往复运动来进行侧向分型、抽芯及复位的机构。
这类机构的主要特点是抽拔距长,抽拔力大,动作灵活,不受开模过程11.2 抽芯机构的设计要点1、模具抽芯自锁自锁:自由度F≥1,由于摩擦力的存在以及驱动力方向问题,有时无论驱动力如何增大也无法使滑块运动的现象称为抽芯的自锁。
在注塑成型中,对于机动抽芯机构,当抽芯角度处于自锁的摩擦角之内,即使增大驱动力,都不能使之运动,因此,模具设计时必须考虑避免在抽芯方向上发生自锁。
第十章侧向分型与抽芯机构§10.1 侧向分型与抽芯机构的分类及组成§10.2 抽芯力与抽芯距的确定§10.3 斜导柱侧向分型与抽芯机构§10.4 弯销侧向分型与抽芯机构§10.5 斜导槽侧向分型与抽芯机构§10.6 斜滑块侧向分型与抽芯机构§10.7 齿轮齿条侧向分型与抽芯机构§10.8 弹性元件侧向分型与抽芯机构§10.9 手动侧向分型与抽芯机构§10.10 液压或气动侧向分型与抽芯机构观察下列塑件有什么特点?塑件上有侧向孔、侧向凸凹、侧向凸台——“倒扣”(undercut)侧孔Ø侧型芯:当塑件上具有与开模方向不同的内外侧孔或侧凹等结构阻碍塑件直接脱模时,必须将成型侧孔或侧凹的零件做成活动结构的零件。
Ø侧向抽芯机构:侧向成型杆、成型块应在开模时首先从制件中抽出,才能推出制品。
完成侧向成型杆及成型块抽芯、复位的机构统称侧向抽芯机构。
§10.1 侧向分型与抽芯机构的分类及组成1、侧向分型与抽芯机构的分类–按动力来源分类:Ø机动侧向分型与抽芯机构Ø液压或气动侧向分型与抽芯机构Ø手动侧向分型与抽芯机构1)机动侧向分型与抽芯机构–机动抽芯依靠注射机的开模力(或推出力),通过传动机构改变运动方向,将侧向的活动型芯抽出;合模时,又靠传动零件使侧向成型零件复位。
–特点:模具结构比较复杂,但抽芯不需人工操作,抽拔力较大,具有灵活、方便、生产效率高、容易实现全自动操作、无需另外添置设备等优点,在生产中被广泛采用。
l机动侧向抽芯机构按结构形式的分类:Ø斜导柱(斜销)侧向分型与抽芯机构Ø弯销侧向分型与抽芯机构Ø斜导槽侧向分型与抽芯机构Ø斜滑块侧向分型与抽芯机构Ø齿轮齿条侧向分型与抽芯机构Ø弹性元件侧向分型与抽芯机构2)液压或气动侧向分型与抽芯机构–侧向分型的活动型芯可以依靠液压传动或气压传动的机构抽出。
塑料模具侧向分型与抽芯机构1 侧向分型与抽芯机构基础知识及分类一侧向分型与抽芯机构分类根据侧向抽芯动力来源的不同,侧向分型与抽芯机构一般可分为手动、液压(或气动)和机动等三大类。
a手动侧向分型与抽芯机构手动侧向分型与抽芯机构是利用人工对模具进行侧向分型与抽芯,可分为模内侧向分型与抽芯和模外侧向分型与抽芯两大类。
这类机构操作不方便,工人劳动强度大,生产效率低,而且受人力限制难以获得较大的抽芯力,但模具结构简单,成本低,常用于产品的试制、小批量生产或无法采用其它侧向抽芯机构的场合。
由于丝杠螺母传动副能获得比较大的抽芯力,因而这种抽芯方式在手动侧向抽芯中应用较多。
b 液压(或气动)侧向分型与抽芯机构液压(或气动)侧向分型与抽芯机构是利用压力油(或压缩空气)作为动力,在模具上配制专门的抽芯液压缸(或气缸),依靠液压缸(或气缸)的活塞来回运动实现侧向分型与抽芯及复位。
这类机构动作比较平稳,抽拔力大,抽芯距较长,且抽芯的时间顺序可以根据需要自由设置。
现代注射机通常带有抽芯的液压管路及控制系统,所以采用液压作侧向分型与抽芯十分方便。
c机动侧向分型与抽芯机构机动侧向分型与抽芯机构在开模时利用注射机的开模力作为动力,通过机械传动零件(如斜导柱、弯销等)将力作用于侧向成型零件,使其侧向分型或将其侧向抽芯;合模时又通过传动零件使侧向成型零件复位。
这类机构虽然结构比较复杂,但其抽芯力大,生产效率高,容易实现自动化生产,因此在生产中的应用最为广泛。
根据传动零件的不同,机动侧向分型与抽芯机构又可分为斜导柱、弯销、斜导槽、斜滑块和齿轮齿条等不同类型,其中以斜导柱侧向分型与抽芯机构最为常用。
二抽芯力的确定由于塑料包紧在侧向型芯或粘附在侧向型腔上,因此在各类侧向分型与抽芯机构中,进行侧向分型与抽芯时必然会遇到抽拔阻力,侧向分型与抽芯的力(或称抽拔力)一定要大于抽拔阻力。
影响抽芯力大小的因素很多,也很复杂,归纳起来有以下几个方面:成型塑件侧向凹凸形状的表面积愈大,表面的几何形状越复杂,所需的抽芯力越大;侧型芯部分的塑件壁厚越大,则凝固收缩越大,所需抽芯力越大;同一抽芯机构上侧型芯越多,所需抽芯力越大;侧型芯成型部分的脱模斜度越小,所需抽芯力越大;压射比压大,对侧型芯的包紧力就会增大,增加抽芯力。
第十一章抽芯机构当制品具有与开模方向不同的内侧孔、外侧孔或侧凹时,除极少数情况可以强制脱模外,一般都必须将成型侧孔或侧凹的零件做成可移动的结构。
在制品脱模前,先将其抽出,然后再从型腔中和型芯上脱出制品。
完成侧向活动型芯抽出和复位的机构就叫侧向抽芯机构。
从广义上讲,它也是实现制品脱模的装置。
这类模具脱出制品的运动有两种情况:一是开模时优先完成侧向抽芯,然后推出制品;二是侧向抽芯分型与制品的推出同时进行。
11.1 抽芯机构的组成和分类1、抽芯机构的组成抽芯机构按功能划分,一般由成型组件、运动组件、传动组件、锁紧组件和限位组件五部分组成,见表11-1 抽芯机构的组成2、侧向抽芯机构的分类及特点侧向分型和抽芯机构按其动力源可分为手动、机动、气动或液压三类。
(1)手动侧向分型抽芯模具结构比较简单,且生产效率低,劳动强度大,抽拔力有限。
故在特殊场合才适用,如试制新制品、生产小批量制品等。
(2)机动侧向分型抽芯开模时,依靠注塑机的开模动力,通过侧向抽芯机构改变运动方向,将活动零件抽出。
机动抽芯具有操作方便、生产效率高、便于实现自动化生产等优点,虽然模具结构复杂,但仍在生产中广为采用。
机动抽芯按结构形式主要有:斜导柱分型抽芯、弯销分型抽芯、斜滑块分型抽芯、齿轮齿条分型抽芯、弹簧分型抽芯等不同形式。
其特点见表11-2所示。
(3)液压或气压侧向分型抽芯系统以压力油或压缩空气作为抽芯动力,在模具上配置专门的油缸或气缸,通过活塞的往复运动来进行侧向分型、抽芯及复位的机构。
这类机构的主要特点是抽拔距长,抽拔力大,动作灵活,不受开模过程11.2 抽芯机构的设计要点1、模具抽芯自锁自锁:自由度F≥1,由于摩擦力的存在以及驱动力方向问题,有时无论驱动力如何增大也无法使滑块运动的现象称为抽芯的自锁。
在注塑成型中,对于机动抽芯机构,当抽芯角度处于自锁的摩擦角之内,即使增大驱动力,都不能使之运动,因此,模具设计时必须考虑避免在抽芯方向上发生自锁。
自锁的条件:⑴移动副自锁对于移动副,当驱动力作用在移动副的摩擦角之内时,将发生自锁。
例: 一人在爬墙。
如图11-1所示的移动副,驱动力P使滑块产生运动的有效分力为水平分力Pt,即Pt=Psinβ=Pntgα,垂直分力Pn使滑块所受的最大摩擦阻力为 Fmax=Pntgβ。
当α≤β时,则有Pt≤Fmax,即不管驱动力P如何增大,驱动力的有效分力总是小于驱动力P本身所可能引起的最大摩擦力,因而滑块总不会发生运动,即发生了自锁现象。
图11-1 移动副自锁⑵转动副自锁对于转动副,当驱动力为单一作用力,并作用在摩擦圆之内时,将发生自锁。
例: 偏心夹具。
如图11-2a 所示,作用在轴上的外载荷为Q ,摩擦力F 对轴形成的摩擦力矩M 为:M FR QR Q μρ===摩擦圆ρ=μR如图11-2b 所示,当作用在轴上的外载荷为S ,则当力S 的作用线在摩擦圆之内时,即A<ρ, 因驱动力矩M1=SA ,始终小于它本身所能引起的最大摩擦力矩M=ρQ 。
所以力S 任意增大,也不能驱使轴颈转动,亦即发生了自锁现象。
轴支承座a) b)图11-2 转动副自锁2、抽拔力的计算抽拔力是指制品处于脱模状态,需要从与开模方向有一交角的方位抽出型芯所需克服的阻力。
这个力的大小随制品结构、几何尺寸、塑料原料的物理性能及模具结构而异。
当原材料确定时,抽拔力与模具结构和制品形状密切相关,因此计算抽拔力的方法与计算脱模力的方法近似。
但有些情况,需对脱模力计算公式做适当地修正和改进,方可用于抽拔力的计算。
抽拔力的计算公式:Fc=Ap(μcosa-sina)式中:Fc ——抽拔力,N ;A ——制品包络型芯的面积,2m ;P ——制品对侧型芯的收缩力(包紧力),其值与制品的集合形状及制品的品种、成型工艺有关,一般取p=1X 310Pa ;μ——制品在热状态时对钢的摩擦系数,取μ=0.2;α——侧型芯的脱模斜度,一般取α=30°。
3、抽芯距离的计算从成型位置侧抽至不妨碍制品顶出的位置时,侧型芯所移动的距离叫抽芯距。
通常抽芯等于侧成型孔的深度或成型凸台的长度S 加上安全系数K ,抽芯距的计算如下:S 抽=S 移+K式中 S 抽——抽芯距(mm );S 移——滑块型芯脱离成型处,不妨碍顶出的移动距离(mm);K ——抽芯安全系数(mm),按S 移的大小及抽芯机构的类型选定(见表11-3)。
K 有单位吗?是否应删除,还是表11-3及相关地方加注单位?(K 可以有单位)注:同一抽芯滑块上有许多型芯时,安全值K 应按型芯最大抽芯距查取。
一般抽芯距的计算有两种方法:公式计算法及作图法,由于科技的发展,CAD 等应用软件的普及,目前作图法得到普遍的应用。
⑴动模抽芯距离的计算①矩形制品抽芯距计算,如图11-3所示。
分型面定模侧动模侧图11-3 矩形制品抽芯距S 抽=S 移+K式中 S 抽——抽芯距(mm );S 移——滑块型芯完全脱离成型处的移动距离(mm);K ——抽芯安全系数(mm)。
②圆形制品抽芯距计算,如图11-4所示。
分型面定模侧动模侧图11-4 圆形制品抽芯距S K =+抽式中 S 抽——抽芯距(mm );R ——圆形制品最大轮廓半径(mm);r ——圆形制品芯轴半径(mm);K ——抽芯安全系数(mm)。
③多瓣滑块抽芯距计算,如图11-5所示。
图11-5 圆形多瓣滑块抽芯距(a 改α,b 改β,c 改γ,这样就可以与公式内容相对应了) 0sin sin(180)R S K αβ=+-抽= sin sin R K αβ+ 式中 S 抽——抽芯距(mm );R ——圆形制品最大轮廓半径(mm);r ——圆形制品芯轴半径(mm);K ——抽芯安全系数(mm)。
α=180°-β-γ,其中γ= 0sin(180)arcsin R γβ-= sin arcsin R γβ;β= 0003601180()180(1)2n n -=-,n 为圆形制品所等分的瓣数。
⑵定模抽芯距的计算定模抽芯只要使抽芯从成型位置侧抽脱离侧向成型胶位时,由于抽芯完毕,分型面开模后会把滑块带到定模,一般情况下是不妨碍制品顶出的,因此,有时抽芯距会相对较小,如图11-6所示。
分型面图11-6 定模抽芯距 11.3 手动抽芯机构手动分型多用于型芯、螺纹型芯、成型缺口的抽出,可分为模内手动分型抽芯和模外手动分型抽芯两种。
11.3.1、模内手动抽芯机构在开模前,人工直接抽拔或利用传动装置抽出型芯,然后开模,顶出制品。
手动分型多用丝杆、斜槽抽芯装置。
(1)丝杆手动抽芯机构利用丝杆和螺母的配合,使型芯退出,丝杆可以一边旋转一边抽出,也可以只作转动,由滑块实现抽芯动作,如图11-7所示。
如图11-7a所示,圆形侧型芯3由螺栓头部直接成型,开模时,随螺栓手动抽离制品;合模时,通过侧型芯上的螺杆台肩进行锁紧的。
如图11-7b所示,由于方形侧型芯3在抽出过程中不允许旋转,所以将侧型芯3插入螺杆6的孔中,靠挡销5或卡簧挡住,开模前旋转螺杆6使侧型芯3不随螺杆旋转,只作平行后移,逐渐抽离制品。
如图11-7c所示的是矩形型芯,也不允许在抽芯过程中旋转,它是将螺杆6装夹在侧型芯3和压块8之间,可作自由旋转动作,开模后,旋转螺杆6只带动型芯平行后移抽出。
如图11-7d是当侧型芯受力较大时,用楔紧块9锁紧侧型芯3,防止注塑压力过大,导致后退。
将螺杆6固定在侧型芯3与压块8之间,楔紧块9必须率先脱离压块8的斜面时,方可开始手动抽芯动作。
a) b)c) d)图11-7 模内手动抽芯机构1、型芯2、定模3、侧型芯4、动模5、挡销6、螺杆7、螺母8、压块9、楔紧块(2)手动斜槽分型抽芯机构斜槽抽芯机构具有偏心转盘,适用于制品的抽拔力不大,抽拔距小,而且多个侧型芯等分于圆的周圈时,多采用斜槽分型与抽芯机构。
如图11-8所示,制品周边有若干通孔,它的结构形式是转盘5上铣有腰形斜槽孔,插入斜槽孔的滑块7与侧滑块10由圆柱销6连接固定,转盘5可绕定模9上的芯轴旋转。
开模前沿顺时针方向转动手柄9,使转盘5在绕芯轴旋转时腰形斜槽孔带动滑块、型芯一起做平行后移的抽芯动作之后,从主分型面分型,将制品脱离型腔并顶出。
为了提高模具的使用寿命,在转盘和定模芯轴间设置淬硬的轴套8,以便于维修或更换。
这种结构特点是通过转盘的转动,带动所有侧型芯做辐射状的抽芯,其结构简单,模具造价低,运动平稳可靠。
但由于人工操作,只适宜抽拔力较小的场合。
图11-8模内手动辐射抽芯机构1、顶杆2、型芯3、动模4、垫板5、转盘6、圆柱销7、滑块8、轴套9、定模10、侧型芯 11、手柄11.3.2、模外手动抽芯机构模外手动抽芯机构是在模具开模后,活动型芯随制品一起顶出模外,然后用人工或简单的机械将活动型芯从制品上取下;合模时,再将活动型芯装入模内的抽芯形式。
当制品受到结构形状的限制或生产批量很小时,可以采用模外手动分型抽芯机构。
同时,为了提高注塑效率,同时应备有几套备用的活动型芯,以便于循环交替使用。
如图11-9a所示,开模后,顶杆4将制品及活动型芯2一起顶出主型芯5,用人工方式将活动型芯取下;合模时,顶杆4先复位便于活动型芯固定。
活动型芯通过与分型面相平的台肩和侧面的斜面定位的。
如图11-9b所示,活动型芯2则是靠主型芯5的内侧斜面定位。
如图11-9c所示,制品内侧带有螺纹,由螺纹嵌件6直接成型,开模后,顶杆4将制品和活动型芯2及螺纹嵌件6顶出主型芯5后,先卸掉螺纹嵌件6,然后从制品中取出活动型芯2。
a) b) c)图11-9 模外手动抽芯机构1、定模2、活动型芯3、动模4、顶杆5、主型芯6、螺纹嵌件11.4弹簧抽芯机构弹簧抽芯机构抽芯的抽芯动作是以弹簧的弹力作为抽拔力的一种抽芯机构(不通顺,请修改,顺句),在小型模具中也有应用价值。
它们的特点是造模成本低,运转周期短。
但在采用弹簧抽芯机构时,应注意因弹簧的疲劳而失效,因而多用在抽拔力不大的场合。
实例1、弹簧内抽芯如图11-10为弹簧内抽芯机构,开模时,楔紧块7在消除楔紧力后,内滑块2在弹簧1的作用下抽芯。
合模时,依靠楔紧块7的斜面带动内滑块2复位。
应该注意的是,内滑块到主型芯的端面厚度H不能过小,应能承受注塑压力的冲击力,否则抽芯距的运动空间会引起主型芯6的塑性变形,从而引起制品表面缺陷。
图11-10 弹簧内抽芯1、弹簧2、内滑块3、垫板4、动模板5、定模板6、主型芯7、楔紧块实例2、弹簧外抽芯,挡销限位如图11-11为弹簧外抽芯机构,开模时,楔紧块4在消除对侧滑块7的楔紧力后,侧滑块7在弹簧6的作用下抽芯。
合模时,依靠楔紧块4的斜面带动外滑块复位。
图11-11 弹簧外抽芯,挡销限位1、垫板2、动模板3、挡销4、楔紧块5、定模板6、弹簧7、侧滑块8、型芯实例3、弹簧外抽芯,端面限位如图11-12所示为弹簧外抽芯,端面限位机构,开模过程中,当固定在定模板2上的楔紧块5对装在动模板3上的型芯4消除限位时,在弹簧1作用下使型芯4移动完成抽芯。