各种刀具切削参数表
- 格式:xls
- 大小:518.00 KB
- 文档页数:12
切削参数表(刨刀)切削参数表 (刨刀)
1. 刀具类型:
- 刨刀
2. 切削参数:
3. 切削参数建议:
- 切削速度:根据材料的硬度和切削表面的要求来确定合适的
切削速度。
一般来说,硬度越高的材料切削速度越低,切削表面要
求越高则切削速度越低。
- 进给速度:根据刀具的结构和工件的材料来确定合适的进给
速度。
一般来说,刀具结构越牢固,工件材料越硬则进给速度越低。
- 切削深度:根据工件材料和切削表面的要求来确定合适的切
削深度。
一般来说,材料越硬,切削表面要求越高则切削深度应适
当减小。
- 切削角度:根据刀具和工件的特点来选择合适的切削角度。
一般来说,角度较小的切削面可以减小切削力和切削温度。
- 切削方向:根据工件的形状和切削表面的要求来确定合适的
切削方向。
一般来说,切削方向应尽量与工件表面平行,以获得更
好的切削效果。
4. 注意事项:
- 在切削过程中,应保持刀具和工件的稳定性,避免刀具晃动
或工件移动,以免影响切削效果和安全性。
- 在切削前,应检查刀具的状况,确保刀具刃口的锋利度和完
整性。
- 在切削过程中,及时清除切屑和切削液,保持切削区域的清洁,并定期对刀具进行润滑和维护。
以上是切削参数表 (刨刀)的相关内容,希望对您有帮助。
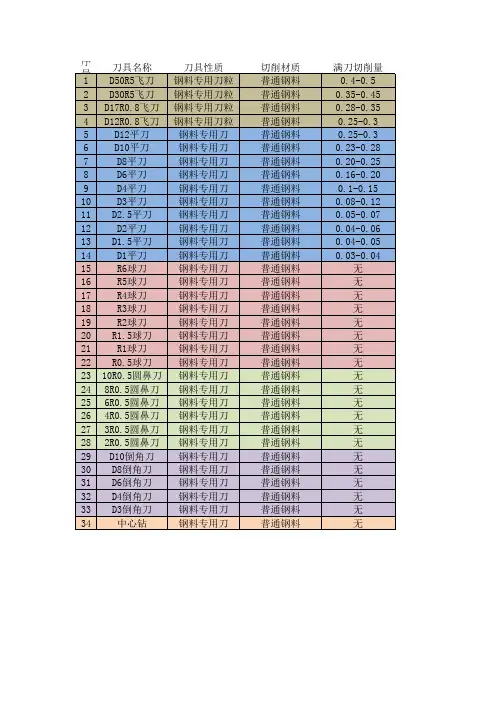
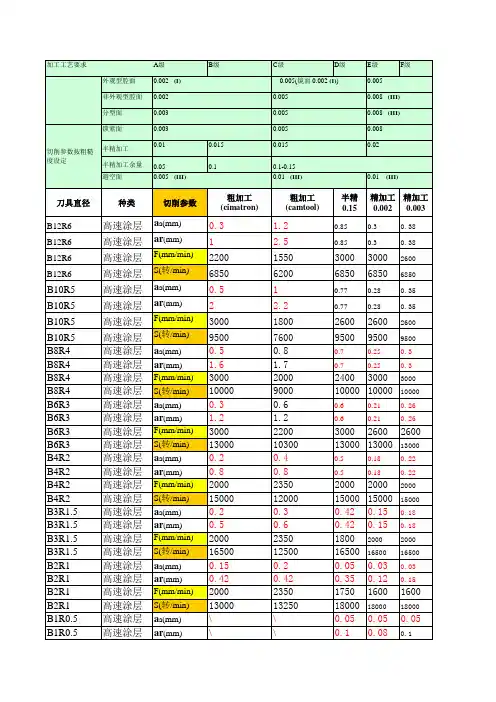
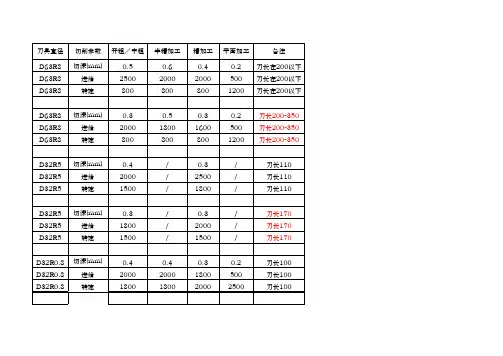
加工中心切削参数表CNC加工切削刀具参数⑴一般大小的钢料开粗时尽量选用Φ30R5,较大型的钢料尽量选用Φ63R6;⑶铜公2D外形光刀,高度50mm以下选用M12刀具;高度在50-70mm 之间,选用M16刀具;高度在70-85mm之间,选用M20;高度在85-120mm 之间,选用M25;超过120mm以上用Φ25R0.8、Φ32R0.8飞刀把加工;⑷较平坦的曲面或较高的外形曲面尽量选用Φ20R4、Φ25R5、Φ40R6作为光刀刀具;5. 钢料开粗时,Z下刀量0.5-0.7mm。
铜料开粗时Z下刀量1.0-1.5mm(内部开粗1.0mm,基准边开粗1.5mm)6. 平行式精铣时,ma×imum stepover按“精加工平行式最佳等高参数表”来设定。
精铣前余留量尽量留小点,钢料0.10—0.2mm。
铜料0.2--0.5mm。
不要使用R刀精锣面积大的平面8. 快速下刀至3mm高度使用F速下刀(相对加工深度)正常下刀F 速一律300mm/m,有螺旋下刀和外部进刀的Z下刀F速一律是900 mm/ m,有踩刀地方的Z下刀F速一律150mm/m,内部快速移动F 速一律是6500mm/m(必须走G01)。
9. 使用Φ63R6、Φ40R6、Φ30R5飞刀开粗时,余量留单边0.8mm,不能出现踩刀现象,不能使用Φ63R6加工范围较小的内型框。
挖槽开完粗后,要使用同一把刀具,将较大的平面再加工,保证底部留0.2mm余量,方便下一把刀具可以直接精加工工件底部。
10. 精铣前必须先用较小直径的刀将角位的余量粗清角,无法清角的地方,必须做曲面挡住,避免精铣时角位余量过多导致刀具损坏2、在二次开组选用参考刀具易造成过切或撞刀" R; _, b2 g q0 ^& f解决方法﹕在选用参考刀具时我们应当设置参考的刀具S" w+ N: m$ h) g! 比实际上一把刀具的直径大2~~3MM 牛鼻刀9 @( k* |/ z# q0 L/ S的话也要比之前的R角设置大点。
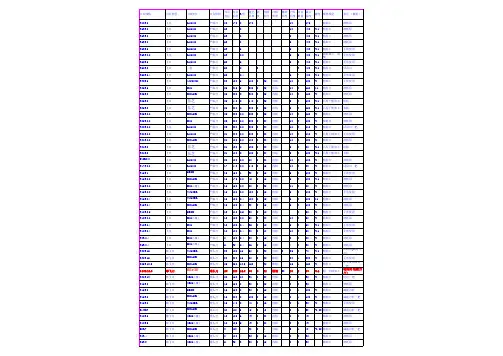
各材料常用刀具转速进给参数对照表一、钢材钢材是机械加工中最常用的材料之一,其种类繁多,性能各异。
一般来说,低碳钢的硬度较低,加工时刀具转速可以相对较高,进给速度也可以适当加快。
例如,使用硬质合金刀具加工低碳钢时,转速可设置在 800 1200 转/分钟,进给速度为 015 025 毫米/转。
中碳钢的硬度和强度比低碳钢有所提高,因此刀具转速和进给速度需要相应降低。
转速通常在 600 900 转/分钟,进给速度约为 01 02 毫米/转。
高碳钢的硬度较高,加工难度较大,刀具转速一般控制在 400 600 转/分钟,进给速度为 008 015 毫米/转。
二、铝材铝材具有良好的延展性和导热性,加工相对容易。
在加工铝材时,刀具转速可以较高,以提高加工效率。
使用高速钢刀具,转速可达到1500 2000 转/分钟,进给速度为 02 03 毫米/转。
而采用硬质合金刀具时,转速甚至可以超过 2000 转/分钟,进给速度可达 03 05 毫米/转。
需要注意的是,在加工薄壁铝材零件时,为了防止变形,应适当降低转速和进给速度。
三、铜材铜材的延展性较好,切削时容易产生积屑瘤,影响加工表面质量。
对于黄铜,刀具转速一般在 600 1000 转/分钟,进给速度为 01 02 毫米/转。
青铜的硬度相对较高,转速可控制在 400 800 转/分钟,进给速度为 008 015 毫米/转。
四、铸铁铸铁的硬度较高,脆性较大。
在加工灰铸铁时,刀具转速通常在300 500 转/分钟,进给速度为 005 01 毫米/转。
球墨铸铁的韧性较好,加工时转速可以适当提高到 400 600 转/分钟,进给速度为 008 015 毫米/转。
五、工程塑料工程塑料的种类丰富,常见的有尼龙、聚碳酸酯等。
由于塑料的熔点较低,切削时容易产生粘连,因此刀具转速不宜过高。
一般来说,转速在 500 800 转/分钟,进给速度为 01 02 毫米/转。
六、不锈钢不锈钢具有较高的强度和耐腐蚀性,但加工难度较大。

45钢刀具切削参数
45钢刀具切削参数是指在加工45钢(即C45钢)时,所使用的刀具切削参数。
刀具切削参数是指在切削过程中所涉及到的刀具与工件之间的物理量。
通常包括切削速度、进给量、切削深度和切削角等。
这些参数的选取对于加工效率、表面质量和刀具寿命等方面均有重要影响。
对于45钢的切削加工,以下是一些常见的刀具切削参数:
1. 切削速度:通常为30-50米/分钟,具体取决于刀具材料和涂层等因素。
2. 进给量:一般为0.1-0.2毫米/刀齿,若刀具形状不同则进给量也会相应变化。
3. 切削深度:一般为1-2毫米,但实际取决于加工要求、刀具材料和加工精度等因素。
4. 切削角:通常为0度或5度左右,但也可能根据加工要求而进行调整。
在选择刀具切削参数时,需要考虑刀具材料、涂层、刀具形状、加工要求等因素,以使切削过程顺利进行,且达到最佳的加工效果。
同时,也需要注意切削参数的合理性,避免切削参数过高或过低,导致刀具寿命的缩短或加工效率的降低。
各材料常用刀具转速进给参数对照表在机械加工领域,刀具的转速和进给参数的选择对于加工质量、效率和刀具寿命都有着至关重要的影响。
不同的材料具有不同的物理和机械性能,因此需要相应的不同刀具转速和进给参数来实现最佳的加工效果。
下面我们将为您详细介绍一些常见材料的刀具转速进给参数对照。
一、钢材钢材是机械加工中最常见的材料之一,包括低碳钢、中碳钢和高碳钢等。
对于低碳钢,如 A3 钢,在使用硬质合金刀具进行粗加工时,转速一般可设置在 800 1200 转/分钟,进给速度为 02 03 毫米/转;而在进行精加工时,转速可提高到 1200 1800 转/分钟,进给速度则降低至 01 015 毫米/转。
中碳钢,例如 45 号钢,粗加工时转速通常在 600 1000 转/分钟,进给速度 015 025 毫米/转;精加工时,转速调整为 1000 1500 转/分钟,进给速度 008 012 毫米/转。
高碳钢由于硬度较高,加工时转速相对较低。
粗加工时转速约为400 800 转/分钟,进给速度 01 02 毫米/转;精加工时转速提升到 800 1200 转/分钟,进给速度为 005 01 毫米/转。
二、铝材铝材具有良好的导电性和导热性,相对较软,加工难度较低。
在使用高速钢刀具加工铝材时,粗加工转速可达到 1500 2000 转/分钟,进给速度 03 05 毫米/转;精加工时,转速进一步提高到 2000 3000 转/分钟,进给速度则减小至 01 02 毫米/转。
如果采用硬质合金刀具,粗加工转速能达到 2000 3000 转/分钟,进给速度 04 06 毫米/转;精加工时转速可高达 3000 5000 转/分钟,进给速度 01 02 毫米/转。
三、铜材铜材包括黄铜和紫铜等。
对于黄铜,在粗加工时,使用硬质合金刀具,转速可设定在 800 1500 转/分钟,进给速度 02 03 毫米/转;精加工时,转速提高到 1500 2500 转/分钟,进给速度降至 008 015 毫米/转。
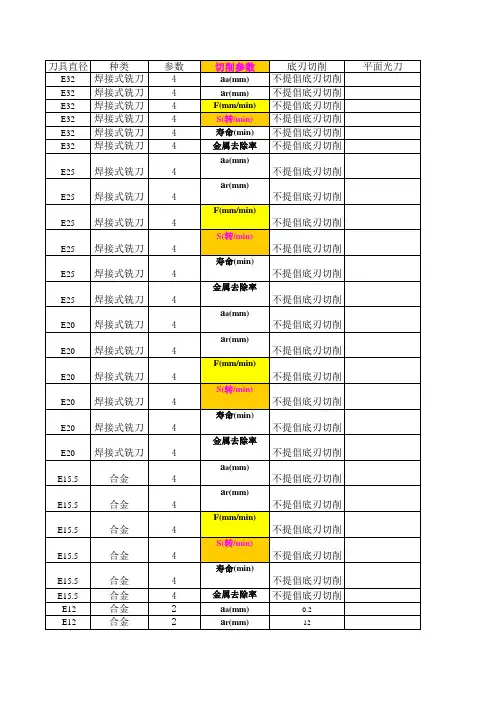
刀具精度-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削0--0.051 0--0.0510--0.051 0--0.051 0--0.051 -0.032--0.059 -0.032--0.059 -0.032--0.059 -0.032--0.059 -0.032--0.059 -0.032--0.059 -0.01--0.05 -0.01--0.05 -0.01--0.05 -0.01--0.05 -0.01--0.05 -0.01--0.05-0.032--0.059高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.01--0.05 -0.01--0.05 -0.01--0.05-0.01--0.05 -0.01--0.05-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.01--0.03 -0.01--0.03 -0.01--0.03 -0.01--0.03 -0.01--0.03 -0.01--0.03-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 -0.02--0.038 -0.02--0.038 -0.02--0.038 -0.02--0.038 -0.02--0.038 -0.02--0.038 -0.01--0.03 -0.01--0.03 -0.01--0.03 -0.01--0.03 -0.01--0.03 -0.01--0.03-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 -0.02--0.038 -0.02--0.038 -0.02--0.038 -0.02--0.038 -0.02--0.038-0.02--0.0380--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.02--0.038-0.02--0.038-0.02--0.038-0.02--0.038-0.02--0.038-0.02--0.038-0.02-0.02-0.02-0.02-0.02-0.020--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.014--0.028-0.014--0.028-0.014--0.028-0.014--0.028-0.014--0.028-0.014--0.028\\\\\\-0.014--0.280.1-0.014--0.28 1.5-0.014--0.281000-0.014--0.2810000-0.014--0.2840-0.014--0.28以上为高速直线(或R 转角加工)加工不踩刀-0.014--0.280.1-0.014--0.28 1.5-0.014--0.281000-0.014--0.2810000-0.014--0.2840以上为高速直线(或R 转角加工)加工不踩刀-0.014--0.280.08-0.014--0.281-0.014--0.28800-0.014--0.2812000-0.014--0.2830-0.014--0.28以上为高速直线(或R 转角加工)加工不踩刀-0.014--0.28-0.014--0.28-0.014--0.28-0.014--0.28-0.014--0.28-0.014--0.28。
切削参数表(切割片)
切削参数表(切割片)
1. 引言
切削参数表是对于切割片进行切削操作时所需的关键参数进行记录和总结的表格。
通过合理设置切削参数,可以提高切割片的切削效率和切削质量。
本文将介绍切削参数表的格式和内容要点。
2. 切削参数表格式
注:表格中各列为必填项,用以记录切割片的相关切削参数。
3. 切削参数内容要点
3.1 切割片类型
在切削参数表中,需要明确记录切割片的类型,以便后续分析和对比不同类型切割片的性能。
3.2 切削速度
切削速度是指切割片在切削操作中移动的速度。
合理的切削速度可以提高切削效率,但过高的切削速度可能导致切削片失去稳定性和切削质量下降。
3.3 切削深度
切削深度是指切割片在切削操作中切入材料的深度。
切削深度的设置应根据材料的硬度和切削片的强度进行合理选择,以避免过大的切削深度导致切削片断裂或过小的切削深度影响切削效果。
3.4 刀具材料
刀具材料是指用于切削操作的刀具的材料。
不同刀具材料具有不同的切削性能和耐磨性,选择合适的刀具材料可以提高切削质量和刀具寿命。
3.5 润滑方式
润滑方式是指在切削操作中使用的润滑剂或冷却剂的方式。
适当的润滑方式可以降低切削片和刀具的摩擦,减少磨损和热量,提高切削效率和切削质量。
4. 结论
切削参数表是一项重要的工具,通过记录和总结切削参数,可以为切割片的切削操作提供参考和指导。
在填写切削参数表时,应注意各项参数的合理选择,以达到最佳的切削效果和切削质量。
切削参数表(螺纹刀)
刀具类型:螺纹刀
注意事项:
- 切削速度:根据加工材料选择合适的切削速度,通常在合金
钢为30-60 m/min,不锈钢为20-40 m/min,铸铁为50-100 m/min。
- 主轴转速:根据刀具直径选择合适的主轴转速,主轴转速=切削速度×1000÷(π×刀具直径)。
- 切削深度:根据加工要求和刀具的强度选择合适的切削深度。
- 进给速率:根据加工要求和切削深度选择合适的进给速率。
- 刀具半径:根据要加工的螺纹尺寸选择刀具半径。
- 加工材料:根据加工要求选择合适的材料。
- 切削方向:根据螺纹走向选择合适的切削方向。
- 切槽方向:根据切槽要求选择合适的切槽方向。
- 表面质量要求:根据加工要求选择合适的表面质量要求。
请根据实际情况填写以上参数,并确保操作安全。