雕刻刀具参数表
- 格式:docx
- 大小:88.45 KB
- 文档页数:6
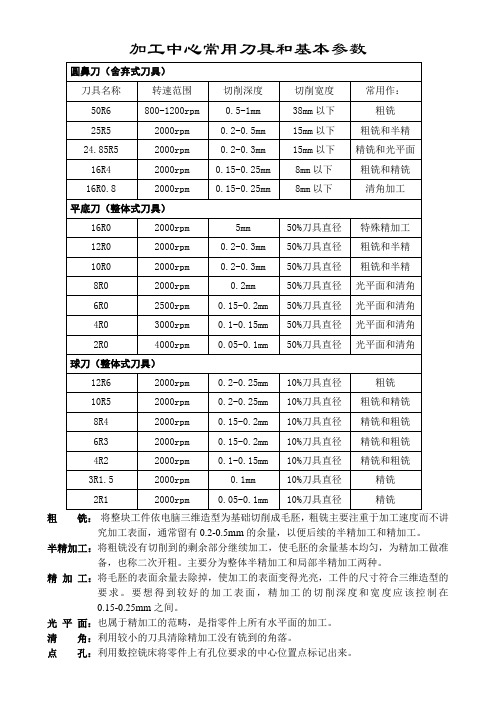
加工中心常用刀具和基本参数
粗铣:将整块工件依电脑三维造型为基础切削成毛胚,粗铣主要注重于加工速度而不讲究加工表面,通常留有0.2-0.5mm的余量,以便后续的半精加工和精加工。
半精加工:将粗铣没有切削到的剩余部分继续加工,使毛胚的余量基本均匀,为精加工做准备,也称二次开粗。
主要分为整体半精加工和局部半精加工两种。
精加工:将毛胚的表面余量去除掉,使加工的表面变得光亮,工件的尺寸符合三维造型的要求。
要想得到较好的加工表面,精加工的切削深度和宽度应该控制在
0.15-0.25mm之间。
光平面:也属于精加工的范畴,是指零件上所有水平面的加工。
清角:利用较小的刀具清除精加工没有铣到的角落。
点孔:利用数控铣床将零件上有孔位要求的中心位置点标记出来。


加工中心刀具切削参数
CNC加工应分为低速加工和高速加工两大类,普通机是指机床转数8000转以内的机床,高速机是指转数能超过12000转的机床,介于8000—12000之间的机床叫准高速机,此参数只针对普通机。
CNC加工工艺习惯上分三类,开粗,中光(半精),光刀(精铣),一般以为开粗宜用较大刀具(飞刀和端铣刀)并用较大的切削深度和步距(重切削),以求快速大量的去除材料。
光刀则以轻切削(小切深,,小步距)配合较高转数和进给运行,以求得完美的表面精度。
光平面用端铣刀(或圆角刀)和飞刀,光垂直壁用端铣刀,光曲面用球刀(或圆角刀)。
在加工过程中,应根据被加工零件的材料硬度,选用适当的刀具,如塑胶,木料等可选用国产的白钢刀。
铜,铝材以及硬度在洛氏38度以内的钢材(如45号钢,王牌料)应选用进口的钢刀及国产优质的钢刀。
硬度较大的材料(如淬硬模具钢)应优先选用合金刀,镀钛刀或钨钢刀。
本参数针对普通CNC机床,针对开粗和光刀分别对各种刀具加以说明(飞刀,白钢,端铣刀,钨钢平铣刀,白钢球刀,钨钢球刀)。
因加工素材繁多,本表仅以富有代表性的铝合金,45号钢,不锈钢加以说明。
表一(飞刀开粗以45号钢为例)
表二(进口白钢平刀开粗铝合金 45号钢)
表三(白钢球刀光刀铝合金 45号钢)
表四(钨钢球刀光面 45号钢不锈钢)
表五(钨钢平刀光刀 45号钢不锈钢)
表六(白钢平刀光刀
铝合金 45号钢)。


钨钢(硬质合金)具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。
钨钢铣刀常常被用于数控加工中心、CNC雕刻机,这种刀具硬度为维氏10K,仅次于钻石,但是即使再坚硬的刀具也是不可避免的会被磨损,从而导致使用寿命缩短,所以掌握钨钢铣刀切削参数对于加工厂来说很重要。
切削材料模具钢料(30≤硬度HRC≤40)刃径(d) 转速(S) 进刀(F) 切削量(H)1 16000 500 0.022 13000 1500-1800 0.044 12000 2500-2800 0.066 9000-10000 3000 0.088 8000 3000 0.110 6000 3000 0.112 5000 3500 0.12-0.15切削材料黄铜(硬度HRC≤30 铍铜硬度HRC35-42)刃径(d) 转速(S) 进刀(F) 切削量(H)1 16000 800-1000 0.03-0.052 14000 1800-2000 0.07-0.084 13000 2500 0.1-0.156 12000 2800-3000 0.38 8000 3000-3500 0.310 7000 3500 0.412 6500-7000 3500 0.4注解:1、以上参数是以高速加工中(主轴转速最高20000)的钨钢铣刀为准,它的表面硬度一般是HRC45-55(洛氏硬度)左右。
2 、平铣刀和圆铣刀(球刀)切削参数差不多,都可以参考上表。
3 、高速加工中一般用来加工一些比较小的零件和产品,所以它使用的刀具比较小,而且很少使用“飞刀”,也即合金铣刀。
4 、高速加工的理念就是:转速高,切削快,切削量少。
5、平时所说的钨钢一般指的就是硬质合金。
钨钢,又称为硬质合金,是指至少含有一种金属碳化物组成的烧结复合材料。
碳化钨,碳化钴,碳化铌、碳化钛,碳化钽是钨钢的常见组份。
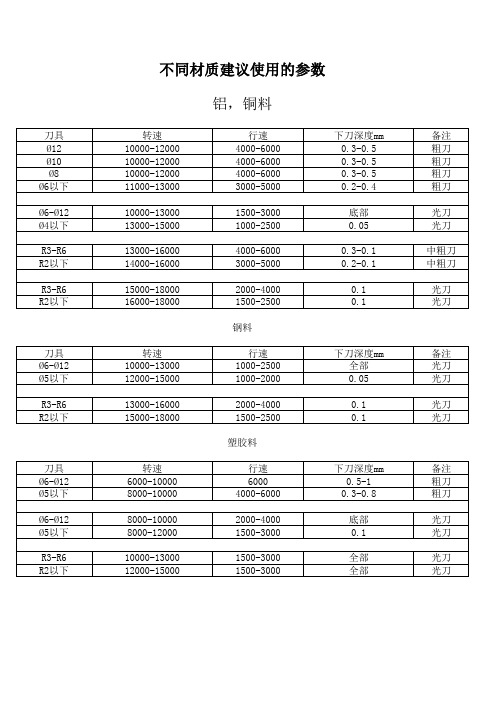
刀具转速行速下刀深度mm备注Ø1210000-120004000-60000.3-0.5粗刀Ø1010000-120004000-60000.3-0.5粗刀Ø810000-120004000-60000.3-0.5粗刀Ø6以下11000-130003000-50000.2-0.4粗刀
Ø6-Ø1210000-130001500-3000底部光刀Ø4以下13000-150001000-25000.05光刀
R3-R613000-160004000-60000.3-0.1中粗刀R2以下14000-160003000-50000.2-0.1中粗刀
R3-R615000-180002000-40000.1光刀R2以下16000-180001500-25000.1光刀
刀具转速行速下刀深度mm备注Ø6-Ø1210000-130001000-2500全部光刀Ø5以下12000-150001000-20000.05光刀
R3-R613000-160002000-40000.1光刀R2以下15000-180001500-25000.1光刀
刀具转速行速下刀深度mm备注Ø6-Ø126000-1000060000.5-1粗刀Ø5以下8000-100004000-60000.3-0.8粗刀
Ø6-Ø128000-100002000-4000底部光刀Ø5以下8000-120001500-30000.1光刀
R3-R610000-130001500-3000全部光刀R2以下12000-150001500-3000全部光刀
不同材质建议使用的参数铝,铜料
钢料塑胶料
雕刻机使用手册目录首页.............................................. - 3 - 安装前注意事项:..................................... - 4 - 第一章雕刻机的组成 ................................. - 5 -一、图片........................................ - 5 -二、雕刻机配件.................................. - 8 - 第二章雕刻机的安装及软件设置........................ - 9 -一、机器安装...................................... - 9 -二.软件的安装.................................... - 9 - 三.软件的参数设置............................... - 12 - 第三章雕刻机的操作流程 ............................ - 18 - 第四章刀具的选择 .................................. - 19 - 第五章机器的日常维护及保养......................... - 20 - 第六章故障与分析 .................................. - 21 - 附录1 控制卡具体参数设置 .......................... - 25 - 附录2 DSP手柄的使用说明........................... - 26 -首页首先感您选用本公司产品,在您机器安装前请仔细阅读本说明书,以免给您的安装和使用造成不必要的麻烦。
如您在使用本产品的过程中遇到问题,请致电本公司售后服务:05本说明书解释权归锐雕数控科技所有,本说明书中所涉及一些技术参数如发生改变,恕无法另行通知。
加工59铜(高频模、烫金模)的刀具使用参数表附表一、使用200-2mm锥刀进行高频模开粗加工时的工艺参数附表三、20°系列刀具加工紫铜材料的工艺参数表附表四、20°系列刀具加工铬钢材料的工艺参数表附表五、30°系列刀具加工59铜材料的工艺参数表附表六、30°系列刀具加工紫铜材料的工艺参数表刀具“双边切”吃刀度(mm)“双边切”进给速度(m/min)“单边切”吃刀深度(mm)“单边切”进给速度(m/min)附表八、20°系列刀具精修加工紫铜材料的工艺参数表附表九、20°系列刀具精修加工铬钢材料的工艺参数表附表十、30°系列刀具精修加工59铜材料的工艺参数表附表十一、30°系列刀具精修加工紫铜材料的工艺参数表附表十二、30°系列刀具精修加工铬钢材料的工艺参数表附表十三、10°系列刀具精修加工59铜材料的工艺参数表附表十四、30°系列刀具加工铬钢材料的工艺参数表附表十五、10°系列刀具开粗加工59铜材料的工艺参数表加工滴塑模刀具使用参数表表9-1 锥度为10度的刀具雕刻隔色壁时L1的宽度值表L2代表隔色壁下表面宽度,H代表隔色壁高度。
表9-2 锥度为15度的刀具雕刻隔色壁时L1的宽度值表- 精雕机加工以钢为材料的冲头、冲模和压花刀模等小型模具有较大的优势,但在加工开粗量相对较大的注塑模时精雕机有一定的难度,主要原因是精雕机使用的主轴电机的转速较高,这样造成刀具的磨损较大!但是,现在确实有些客户在使用精雕机加工钢模具,事实上按照精雕科技的工艺精雕机也是可以干得较为顺手的!下面给出总公司技术支持部在使用精雕机加工45#钢(不调质)的加工方案、加工效率和刀具使用的情况说明。
(注:可编辑下载,若有不当之处,请指正,谢谢!)。
mastercam刀具编程参数编程参数参照表此表仅用作参考,本公司基本上跟下面所设差不多,在不同的情况下要有不同的改此段为铜料加工参数开粗进给光平面进给光斜面进给开粗转数刀具大小材质刃数开粗下刀量大斜面光刀下1MM白刚两刃0.030.0230015030050001MM合金两刃0.050.0340015040055002MM白刚四刃0.080.0360020050040002MM合金两刃0.10.0380020050042002.5MM白刚四刃0.10.0370020060035002.5MM合金两刃0.10.0380020060040003MM白刚四刃0.130.0380020060035003MM合金两刃0.150.03120020065040004MM白刚四刃0.20.03100025060030004MM合金两刃0.30.03120025065035005MM白刚四刃0.250.03100025060030005MM合金两刃0.30.03120030065035006MM白刚四刃0.30.06100025060028006MM合金两刃0.50.06120030070030008MM白刚四刃0.50.06100025060022008MM合金两刃0.70.061200300800220010MM白刚四刃0.80.061500300600220010MM合金两刃10.061500400800220012MM白刚四刃10.061500300600220012MM合金两刃 1.20.061500400800220016MM白刚四刃 1.20.061500400800120016MM合金两刃 1.50.0615004501000120020MM白刚四刃 1.50.061500400800100020MM合金两刃 1.50.06150045010001200 25MM白刚四刃 1.50.061500400800800-100 25MM合金两刃 1.50.06150045010001000飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下开粗进给光平面进给光斜面进给开粗转数R6合金刀粒两刃0.450.15150015002500R8合金刀粒两刃0.50.2150015002100R10合金刀粒两刃0.60.215001500200012R0.4合金刀粒一刃0.70.1120050011002200 16R0.4合金刀粒两刃0.70.1150060012001800 20R0.4合金刀粒两刃0.70.1150060012001800 25R0.8合金刀粒两刃10.1150060013001800 30R5合金刀粒两刃0.60.3160070012001600 球刀刀具开粗进给光斜面进给开粗转数刀具大小直径材质刃数开粗下刀量斜面光刀下刀R0.51MM合金两刃0.020.023*********R11MM合金两刃0.040.056005004500R1.53MM合金两刃0.060.0770********R24MM合金两刃0.150.111009004000R2.55MM合金两刃0.20.112008004000R36MM合金两刃0.30.12150012003000R48MM合金两刃0.30.12150013003000R510MM合金两刃0.50.15170015002600R612MM合金两刃0.50.15180015002500R816MM合金两刃0.60.2180015002500R1020MM合金两刃0.60.2180015002500编程参数参照表此表仅用作参考,本公司基本上跟下面所设差不多,在不同的情况下要有不同的改此段为钢料加工参数开粗进给光平面进给光斜面进给开粗转数刀具大小材质刃数开粗下刀量大斜面光刀下2MM白刚四刃0.020.0340020045030002MM合金两刃0.040.0350025050032002.5MM白刚四刃0.020.0340020045030002.5MM合金两刃0.040.0350025050032003MM白刚四刃0.030.0340020045025003MM合金两刃0.050.0360025050026004MM白刚四刃0.050.0360020045022004MM合金两刃0.050.0360025050025005MM白刚四刃0.050.0360025050018005MM合金两刃0.050.0380030065022006MM白刚四刃0.060.0660025050015006MM合金两刃0.060.0680030060020008MM白刚四刃0.080.0680025060013008MM合金两刃0.10.061100300800180010MM白刚四刃0.10.06800300600120010MM合金两刃0.150.061100400800180012MM白刚四刃0.130.071200300800120012MM合金两刃0.150.071300400800150016MM白刚四刃0.150.11300400800700 16MM合金两刃0.20.113004501000800 20MM白刚四刃0.20.11200400800600 20MM合金两刃0.250.112004501000600 25MM白刚四刃0.20.11200400800500 25MM合金两刃0.250.1312004501000500飞刀刀具开粗进给光平面进给光斜面进给开粗转数刀具大小材质刃数开粗下刀量大斜面光刀下R6合金刀粒两刃0.40.15150015002500 R8合金刀粒两刃0.40.2150015002100 R10合金刀粒两刃0.50.2150015002000 12R0.4合金刀粒一刃0.20.1120050011002200 16R0.4合金刀粒两刃0.250.1150060012001800 20R0.4合金刀粒两刃0.30.1150060012001800 25R0.8合金刀粒两刃0.30.2150060013001800 30R5合金刀粒两刃0.50.3160070012001600 40R6合金刀粒两刃0.50.3150080012001600 63R5合金刀粒六刃0.60.3130010001200700-1000球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀开粗进给光斜面进给开粗转数R11MM合金两刃0.030.034004003500 R1.53MM合金两刃0.060.0770******** R24MM合金两刃0.150.111009003500 R2.55MM合金两刃0.20.112008003500 R36MM合金两刃0.30.12150012002500 R48MM合金两刃0.30.12150013002500 R510MM合金两刃0.50.15170013002200 R612MM合金两刃0.50.15180015002200 R816MM合金两刃0.60.2180015002000 R1020MM合金两刃0.60.2180015001800要有不同的改变光刀转数60006000450050004000450040004500350040004000 3200 4000 2500 3000 2500 3000 2500 3000 1200 1500 1000 1200 800 1000 光刀转数3000 2500 2500 3000 3000 3000 2800 2000 光刀转数6000 4500 4500 4500380035003000300030002800的情况下要有不同的改变光刀转数光侧面进给斜面转速3200350032003500280030002500300025002800220025002300300800 2300300800 2000250800 2000250800 1600250800 1800250800 1200230400 1200250400 10002003001000200300 800200250 800200250光刀转数3000250025003000300030002800200020001500光刀转数4500400040004000300030002800280026002300。
刀具工艺参数表
——黄铜的加工参数
下图为计算刀具路径时的“设定切削用量”对话框,根据当前所用刀具正确查取刀具工艺表格,对应图中的“吃刀深度”即最大单边切深度、“开槽深度”即一次开槽深度、“路径间距”即侧向进给,分别输入加工参数值。
最大单边切削深
一次开槽深度
侧向进给
表一:20○系列刀具开粗加工黄铜材料的工艺参数表
表二:20○系列刀具修边加工黄铜材料的工艺参数表
表三:20○系列刀具清角加工黄铜材料的工艺参数表
表四:10○系列刀具开粗加工黄铜材料的工艺参数表
表五:10○系列刀具修边加工黄铜材料的工艺参数表
表六:10○系列刀具清角加工黄铜材料的工艺参数表
表七:30○系列刀具修边加工黄铜材料的工艺参数表
表八:30○系列刀具清角加工黄铜材料的工艺参数表
表九:使用螺纹铣刀开粗加工黄铜时的工艺参数表
使用螺纹铣刀开粗是充分利用螺纹铣刀的侧向切削能力强的优势,从实际加工的现象来看是:吃刀深度大,侧向进给量小,进给速度大,整体的材料去除量大,加工效率大幅度提高,这种加工方式称为:“大吃深,少吃料,快进给”。
螺纹铣刀不但加工效率高,而且刀具比较耐用,加工的底面效果好,尺寸精度容易保证。
紫铜的加工参数
表一:20○系列刀具开粗加工紫铜材料的工艺参数表
表二:20○系列刀具修边加工紫铜材料的工艺参数表
表三:20○系列刀具清角加工紫铜材料的工艺参数表
表四:30○系列刀具修边加工紫铜材料的工艺参数表
表五:30○系列刀具清角加工紫铜材料的工艺参数表
表六:使用螺纹铣刀进行紫铜开粗加工时的工艺参数
铬钢的加工参数
表一:20○系列刀具开粗加工铬钢材料的工艺参数表
表二:20系列刀具修边加工铬钢材料的工艺参数表
表三:20○系列刀具清角加工铬钢材料的工艺参数表
表四:30○系列刀具修边加工铬钢材料的工艺参数表
表五:30○系列刀具清角加工铬钢材料的工艺参数表
表六:使用螺纹铣刀进行铬钢开粗加工时的工艺参数
切削线速度
切削线速度计算公式: V=πDN
其中N是主轴转速,D是刀具直径。
1、D值与线速度是线性关系,当D值越大,线速度越大,切削能力越强,当超出“切削线速度”上限时,刀具的磨
损加速,切削能力降低,所以刀具直径不能乱选。
2、按照计算公式分析一个例子:加工59号铜,使用刀具直径是3毫米的螺纹铣刀,主轴转速为24000转/分,计算出
切削线速度为226米/分,大于表中值;当使用直径2毫米的螺纹铣刀,计算出切削线速度为150米/分,与表中数据吻合,而且实践证明3毫米的刀具要比2毫米的刀具磨损快。
3、精雕机主轴转速高,造成大直径刀具的磨损较大,要通过使用小直径刀具来降低磨损。
每刃吃刀量一览表单位:mm/r
注:从上表可以看出,当进给速度低时,刀具的单刃切削量小;在主轴转速高时,刀具的切削量也小;在一定的单刃的切削量的前提下,提高主轴的转速就可以提高进给速度,从而提高加工效率。
这就是高速主轴电机提高加工效率的关键点。
同时也要注意的是,高转速也会加速刀具的磨损。
刀具尺寸是CNC雕刻的基础,所有以辅助计算为核心的数控加工系统,都是以精确的尺寸为基础,刀具是实现数控系统的精密加工的根本,它的尺寸必须准确。
刀具参数表中所列举的各种刀具工艺参数,要求学员必须掌握、正确查取。
加工不同材料时的锥刀角度范围表
锥度刀的磨刀角度
在万能磨刀机上修磨锥刀时,刀架底盘旋转的角度并不是锥刀角度的一半,刀架底盘的旋转角度除了与锥度有关外,还于锥刀的后角有关,具体的计算方法是,如果锥刀角度和后角分别是(A(A=2δ)和α),磨刀机刀架底盘的旋转角度S:S=tan-1[tan(A/2)×cos(α)]。
根据这个公式,我们可以计算出常用锥刀的磨刀角度如下表所示:
三棱刀的磨刀角度
三棱刀也是雕刻过程常用的一种锥刀。
在万能磨刀机上修磨三棱刀时,刀架底盘旋转的角度也不是锥刀角度的一半或三分之一,刀架底盘的旋转角度S与锥刀角度A(A=2δ)之间存在下面的计算公式:S=tan-1[tan(A/2)/2]。
根据这个公式,我们可以计算出常用的锥刀的磨刀角度如下:
锥度刀的修磨步骤
(1)上刀并卡紧收管。
首先取一把半径为3.175MM的刀,把它放在收管内,把收管固定住,旋转这个手柄,使收管与刀具夹紧;
(2)开半。
调整转台上的刻度为0,调整刀具与砂轮的距离,旋转手把,使刀架向左移动,使刀具接近砂轮;调整刀具开半的长度,调整调节螺钉,限制刀架向前摆动的距离,使刀具需要被开半径的长度固定住。
(3)调0。
旋转手把,将手把旁边刻度圈上的数值调为0。
慢慢进给砂轮,使砂轮能把刀具所需开半径部分全部磨掉。
(4)开启电源。
打开磨刀机电源开关,使砂轮旋转。
(5)测量开半后的厚度。
用千分尺测量刀具开半部分留下的厚度,其数值为1.59—1.62MM即可。
(6)查表并旋转转台到指定位置磨锥度,旋转手把旁边刻度圈,指针位置为后角度数加90慢慢进给砂轮,旋转手把,直到磨出刀尖。
(7)磨刀具底直径并测量。
锥刀的测量
锥刀的锥度目前没有太好的方法来测量,我们只能通过在磨制刀具时认真控制转台刻度来保证,此外,对于用于同一批工件加工时的刀具,我们可以先统一进行开半径处理,再统一磨制锥角的方法,保证粗加工和精加工衔接时侧边余量比较均匀。
对于底刃的测量,由于刀具的底直径并不等于刀尖的实际磨制出的宽度,对于不同底直径的刀具刃宽可由公式1推出,实际测量可以通过40倍读数显微镜观测。
公式1:D=d×[1+COS(a)]/2
D:测量值 d:刀具底直径 a:后角
刀具测量对照表(单位mm)
说明:
1.《刀具工艺参数表》是提供刀具在加工雕刻时的加工参数,配合不同产品的加工
方法使用。
2.各参数有一定的范围,初学者由于各方面的原因,如刀具修磨质量不高等,建议
取表格中偏小的参数值,保证能够加工出合格的产品。
3.此《刀具工艺参数表》应妥善保管,要求能够正确查取参数。