Welding Procedure Specification and Welder Qualification
WPS-01/PQR-01/WPQ-01
REPORT
Editor:Pan YuanYuan
Auditor:Wang Qing Guo
Date: 2016.03.28
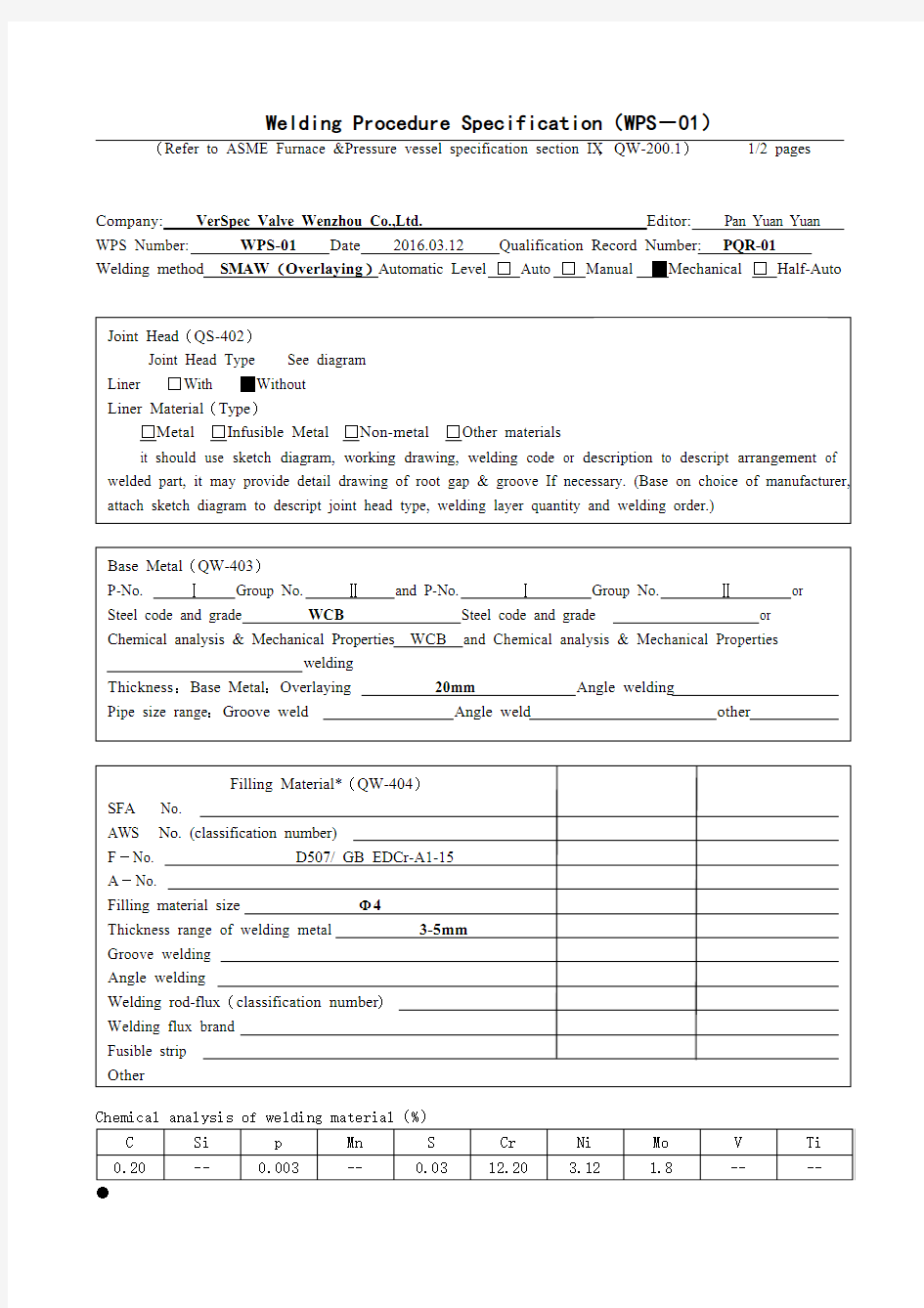
Welding Procedure Specification(WPS-01) (Refer to ASME Furnace &Pressure vessel specification section IX,QW-200.1)1/2 pages
Company:VerSpec Valve Wenzhou Co.,Ltd. Editor:Pan Yuan Yuan WPS Number: WPS-01Date2016.03.12 Qualification Record Number:PQR-01 Welding method SMAW(Overlaying)Automatic Level □Auto □Manual █Mechanical □Half-Auto
Chemical analysis of welding material(%)
C Si p Mn S Cr Ni Mo V Ti
0.20 -- 0.003 -- 0.03 12.20 3.12 1.8 -- --
●
Welding Procedure Specification(WPS-01)
(Refer to ASME Furnace &Pressure vessel specification section IX ,QW-200.1) 1/2 pages
WPS No. WPS-01 Revise No.: C/0
Editor : Pan yuan yuan Auditor : Wang Qing Guo
Layer Welding method Fill Metal Electricity Voltage range Welding Speed range Hardness Material Size Polarity
Ampere
1-2 SMAW
D507
Φ4
Against 120-160A
20-25V
8-12cm/min
≤40HRC
Procedure Qualification Record(PQR-01)
(Refer to ASME Furnace &Pressure vessel specification section IX,QW-200.2)
Company name VerSpec Valve Wenzhou Co.,Ltd.
PQR Number PQR-01 Date 2016.03.25
WPS number WPS-01 Welding method SMAW Auto level █Manual □Auto □Half-auto
Procedure Qualification Record(PQR-01)
(Refer to ASME Furnace &Pressure vessel specification section IX,QW-200.2)Penetration Test
Welding part number
Defect
Number
Defect
Type
Defect
Position
Defect Size
Defect
Treatment
Inspection Doc. Number
20160318-1 \ \ \ \ No defect 2016LH-PTXD-001 Metallographic Test
Corrosion:1: 3 Nitric Hydrate Observe:10 times Magnifier Result:There are no defects on welding line
Inspection Doc. Number
2016LH-XD-001
Hardness Test
Sample No. 1 2 3 4 Ave. Inspection Doc. Number 20160318-1 42.0 41.5 40.1 41.5 41.0 2016LH-XD-001
Chemical Analysis(%)
Sample No. Sample
Position
C Cr P S - - Inspection Doc. Number
20160318-1 Over layer 0.135 12.14 0.030 0.015 - - 2016LH-XD-001
Inspection:PT base on QW-195.2 Qualified(OK),
MT base on QW-183 Qualified(OK),
HT base on QW-453 Qualified(OK),
CA base QW-462.5(a) acc.to GB/T984-2001 Qualified(OK),
Other
Welder Name Wang Ke Hong Working Card No. H01 Steel Seal No.:/
Inspection Company Hangzhou Hua An NDT technology Co,Ltd.
We hereby certify this report all is correct, and all inspection prepared, welded and tested base on ASME specification section IX. Result: WPS-01 is qualified
Company: VerSpec Valve Wenzhou Co.,Ltd. Date:2016.03.22 Signature:Wang Qingguo
Welder Skill Qualification(WPQ-01) (Refer to JB/T4709-2002 and ASME Furnace &Pressure vessel specification section IX,QW-301)
Welder Name Wang Ke Hong Working card No. H01Steel Seal No.:/
Welding Method:SMAW Automatic level :█Manual □Half-auto □Mechanical □Auto Welder do sample welding acc. to WPS No. WPS-01
Base Metal Sample No.:20110318-1 Thickness 20mm
Filling Metal Material:D507
Each welding method variable for manual or half-auto Actual Data Assessment scope Liner(Metal、Welding line metal、Two-side welding、Flux etc) Overlaying Overlaying ASME-No . WCB and ASME P- No .
Base Metal thickness -OFW 20mm ≥20mm Filling Material F-No . D507 D507 Filling Metal Series[Solid/Hollow/Flux-cored-GTA/PAW ]
Fusible strip (GTAW or PAW)
Overlaying thickness while chemical analysis
Welding position(1G,5Getc) 1G 1G Welding directional (Upper groove welding/Down groove welding)
Back air protection or fuel gas(GTAW、PAW or GMAW)or (OFW)
Transit type(GTAW)
Welding electricity type & polarity (SMAW) DC against DC against Automatic/Mechanical welding variable Actual data Assessment data Direct control / Remote control
V oltage automatic control (GTAW)
Tip automatic following
Welding position(1G,5Getc)
Fusible strip
Liner(Metal、Welding line metal、Two-sides welding、Flux etc.)
Inspection Result
Test Item Penetration Test Chemical analysis Metallographic Test Hardness Test Base On (QW-195.2) (QW-462.5a) (QW-183) (QW---453) Test No. 20160318-1
Result Qualified Qualified Qualified Qualified Inspection Company: Hangzhou Hua An NDT Technology Co.,Ltd.
Chemical Analysis Company Hangzhou Hua An NDT Technology Co.,Ltd.
PT test Company: Hangzhou Hua An NDT Technology Co.,Ltd.
We hereby certify this report all is correct, and all inspection prepared, welded and tested base on ASME specification section IX. Result: WPS-01 is qualified, welding skill qualified to do thickness ≥20mm
Company: VerSpec Valve Wenzhou Co.,Ltd. Date:2016-03-22 Signature:Wang Qingguo
2015年焊工技能评定考试方案 1.目的: 1.1为促进员工焊接技能的提升从而提高产品的焊接质量特制定 本方案。 2.范围: 2.1本方案适用与2015年车间气保焊岗位技能评定的所有人员。 3.职责: 3.1生产部负责准备考试用设备和材料及人员考试时间场地的安排。 3.2工艺部门及品保部门负责考试标准的制定,监考评分及打分。 3.3气保焊岗位员工按技能评定考试要求进行实操考试。 4.考试内容: 4.1考试内容为手操实践考试,考试项目为三项:板板对接45度 斜立焊(单面焊双面成型);(具体细节参照考试项目表) 5.评分细则: 5.1三项考试项目均采用100分制,分数占比分配板板对接焊 占比25%;管管对接占比25%;内法兰焊接占比50%。 5.2总体得分计算方式:总分(100分)=板的得分*25%+管的 得分*25%+内法兰的得分*50% 6.工具材料设备配备: 6.1板板对接焊: 6.1.1生产部配备:焊接支架/试板/气保焊机/焊接场地/磨
光机/扁铲/防堵剂。 6.1.2考试人员自备:手持面罩,焊接劳保用品/尖嘴钳/ 喷壶。 6.2管管对接焊: 6.2.1生产部配备:焊接支架/试管/气保焊机/焊接场地/ 磨光机/扁铲/防堵剂/头戴面罩。 6.2.2考试人员自备:焊接劳保用品/尖嘴钳/喷壶。 7.考试要求: 7.1:考试人员如有特殊情况不能按照安排时间进行考试应提前向生产部领导请假,生产部另行安排考试时间,如无故缺考将视为自动放弃评级资格。 7.2:考试时每人只配发一套考试材料,如焊接前考试材料/设备存在缺陷可向监考人员申请更换,监考人员评定后方可给予更换。一旦进入焊接,焊接中产生的缺陷将由个人承担。
职业技能鉴定国家题库试卷 电焊工中级操作技能考核试卷 考件编号:____________姓名:____________准考证号:____________单位:____________ 说明 本试卷命题是以可行性、技术性、通用性为原则编制的。 本试卷是依据劳动部、机械工业部联合颁发的《中华人民共和国电焊工职 1 4 6 技术要求: 1、要求单面焊双面成形
2、纯边高度与间隙自定 3、试件坡口两端不得安装引孤板 4、焊件一经施焊不得任意更换和改变焊接位置 5、点固时允许做反变形 考核规则: 1 2 3 4 1 2
试题2、按工艺规程主持检修直流电焊机 在电焊机上设隐蔽故障1处。考生向考评员询问故障现象时,考评员可以将故障现象告诉考生,考生必须单独排除故障。 考核要求:
(1)调查研究。 a)对故障进行调查,弄清出现故障时的现象。 b)查阅有关记录。 c)检查电动机的外部有无异常,必要时进行解体检查。 (2)故障分析 c)正确使用工具和仪表。 d)遵守电动机故障检修的有关。 否定项:故障检修未达20分,要次鉴定操作考核视为不通过。试题3、用兆欧表测量电焊机的绝缘电阻 考核注意事项:
1、满分10分,考核时间20分钟。 2、考核过程中,应注意安全。 否定项:不能损坏仪表,损坏仪表扣10分。 试题4、在各项技能考核中,要遵守安全文明生产的有关规定考核要求:
总分:____________考评员签字:A:____________B:____________C:____________ 考件编号:____________姓名:____________准考证号:____________单位:____________ 说明 本试卷命题是以可行性、技术性、通用性为原则编制的。 本试卷是依据劳动部、机械工业部联合颁发的《中华人民共和国电焊工职 1 4 6 技术要求: 1、要求单面焊双面成形
车间工人操作技能水平评定办法 1.目的 通过举行每年2次的技能比武大赛,评定工人技能等级,增强全员质量意识,激发工人不断提升自身操作技能,持续改善产品质量,增强公司产品的市场竞争力。 2. 人员安排 2.1参试: 技能考试分焊接、装配、电工3项。车间各班组作业人员,根据自身岗位可以选择不同的考试项目。原则上所有焊工必须参加焊接水平考试。 2.2评定: 技能评定小组成员共7人,由总经理任名誉组长,执行组长由资深现场主管轮值,总工程师任常务副组长兼技术顾问,技术部、生产制造部、质保部、设备部等4个部门各派一人。 2.3保障: 设备安全部需保证考试期间水电气的正常供应,以及行车、焊机等设备的维护,并负责排除一切安全隐患。 3. 考试流程 考虑到生产负荷及班组人员调配,参试人员及考试时间由生产制造部确定后,提前一周书面通知技能评定小组,统一协调各项准备工作。 技术部负责根据公司主打产品类型及结构形式,有针对性地编制考试题目,并制定评分细则。 生产部负责及时向车间班组宣贯,准备焊机、焊材、焊接试板等考试用品,在考试当天组织参试人员在考试场地集合。 质保部负责目视检验及无损检测的器材准备(焊缝检验尺、射线探伤仪等)、检验实施、报告出具。 图3-1 焊缝检验尺及用法 设备部提供2台性能完好的二氧焊机,要求电流/电压/电感调节阀能正常旋转,显示面板数字清晰且读数准确;以及碳刨机、磨光机各1台。
考试结束后,由技能评定小组6人分别评分,根据合计总分/均分评定参试人员是否合格。 分数不及格的,有一次补考机会。若仍不合格,公司有权将其调离现有岗位。 评定合格的,颁发相应的作业资格证(焊工颁发上岗证),可从事对应岗位工作。 在合格焊工中,依据考试分数从高到低,按一定比例依次划分三级、二级、一级焊工,并颁发焊工等级证书。 对于各项考试取得第一名的,由总经理亲自颁发“技术标兵”奖状,所在班组年度绩效增加5‰点/人·次。连续三次获奖的焊工,等级自动升级为教练级。 各级焊工来年的工资标准作相应调整,暂定以一级焊工工资为基数,二级、三级、教练级依次递增15%。例如:一级焊工日薪150元,则二级、三级、 教练级的工资分别为170、200、230元/天。 焊工上岗证,首次考试获证的有效期为6个月,后续换证有效期为12个月。焊工等级,根据技能考试评分,每年重新核定一次,工资补贴相应调整。 在上岗证到期前2周,焊工要向生产制造部申请复审,否则自上岗证过期之日起,不得从事焊接工作。对于无证或持过期证件上岗的焊工,公司将对当事人及所在班组分别给予50元/人·次的罚款,并有权立即辞退该焊工。 4. 考试项目 4.1焊接 4.1.1 焊接试题 结合我司实际情况,主要考查2种焊接方法:气保焊、手工焊[ Gas metal arc welding (GMAW), Shielded metal arc welding (SMAW) ]。 考试材料为2种结构钢:普通碳钢Q235B、低合金钢Q345B。 焊接工艺分: 1G-a板材平对接(厚板双面焊、背部碳刨清根)、1G-b板材平对接(单面焊双面成型、背面贴陶瓷衬垫)、1G-c板材平对接(单面焊、仅考查焊缝外观成型) 3G板材立对接、4G板材仰对接(单面焊双面成型、背面贴陶瓷衬垫), 1F-a板材平角焊、1F-b板材平角焊(厚板,单面坡口)、 3F立角焊、4F仰角焊。 如上所述,焊接考试项目一共有如下几种: 表4-1 焊接考试项目一览表
147焊工操作技能技能考核方案 一、适用专业:机电技术应用 二、考核时间:每生不得超过7分钟 三、考核日期:2015年11月4日周三第一二节和11月5日周四第一二节 四、考试使用的场地、设备、工具和用品 (一)场地: 汽修实训车间 可暂设1工位,每工位面积大约在1.5m×2.0m左右;在实操中每个工位对应的实际操作项目至少有两个不同,可一次性满足1名考生进行考试。 (二)设备 NBC--350 CO2保护焊1台 (三)工具 锤子、敲渣锤、錾子、钢丝刷、毛刷、焊条盒、钢直角尺、、钢丝钳。 (四)用品 1、考生穿防火安全服装。 2、考试站点配备一定数量的防护眼镜和面罩。 3、采用E4303焊条进行焊接。 五、考核要求: 考核电焊焊接加工工件能力,在规定时间内按照考核内容和要求正确完成规定工件的操作加工步骤、 1、考核办法 实行限时限任务,时间为5 —8分钟为宜。考生严格按照操作的时间和工位遵照考题及加工要求操作。考生成绩视其安全操作的合理性和高效性以及所加工工件的质量及安全生产情况进行评分。 2、考前准备 考生分1人操作,另一人辅助。做好安全防护,各自检查焊机安全及运行情况,尔后每人按要求准备加工工具。 3、考核 监考人员发出开考指令方可开始进行焊接其间若有严重违反操作规程或者所编程序问题较大,导致危险存在,须立即停止其考试,并取消考试资格。考核期间考核员对
考生文明操作及时工卡量具等使用情况进行打分。 4、结束 考试时间到,每位考生上交本人所加工工件,所有工件统一编号作标记,交由考核员盲审评分。与安全操作分值相加,即为最终考核成绩。 六、实际操作考试主要内容 1、防护用品与防护工作用具的安全检查和正确使用。 2、现场安全检查及不安全因素的排除。 3、工件安全检查及不安全因素的排除。 4、焊工的平焊基本技能。 5、按技术标准所能达到的质量要求。 6、安全用电方面的正确操作。 七、实操课题 (一)实操课题 1、题目名称—不开坡口双面对接平焊 2、焊接方法—手工电弧焊 3、焊接位置—平焊位置 4、焊件材质、焊件尺寸和焊接材料按要求提前安排。 5、技术要求: 1)平焊对接双面成形。 2)钝边高度与间隙自定。 3)焊件焊缝两端电不得安装引弧板。 4)焊件一经施焊,不得任意更换和改变焊接位置。 5)点固焊时允许做反变形。 6、操作要点 1)认清所考项目的目的,正确对待考试中的安全问题。 2)看清题目内容,了解技术要求。 3)选择合适的焊条直径,检查焊条的质量。 4)选择合适的焊接规范。 5)用砂纸或钢丝刷打光焊件待焊处,直至露出金属光泽。
纽科伦公司第三届焊工比赛方案 为了提高电焊工的理论水平和实际操作技能,增强其工作责任心,提升其综合素质,在广大电焊工中形成良好的学习氛围,确保安全生产,纽科伦公司特举办第三届电焊工比赛。 一、主办部门:人力资源室;协办部门:生产部、技术部工艺室 二、比赛奖项设置 第一名:每月奖励120元,为期一年;颁发证书、奖杯; 第二名:每月奖励100元,为期一年;颁发证书; 第三名:每月奖励80元,为期一年;颁发证书; 第四名:每月奖励60元,为期一年;颁发证书; 三、比赛时间:2009年5月下旬 四、比赛项目:手工电弧焊(立焊)、二保焊(平焊) 五、裁判 裁判长:陈军(或李庆峰),副裁判长:仝琦伟; 裁判员:李书奇、孙有社、胡元礼。 六、比赛场地:另行通知 七、比赛说明 (一)、比赛项目:手工电弧焊(立焊角焊缝)、二保焊(平焊平焊缝) (二)、比赛分理论考试和实际操作两部分。 试题依据《焊工国家职业标准》中高级工的标准及《金属焊接与切割作业》中相关内容制定。 1.理论考试满分100分,占50﹪权重。 2.实际操作100分,占50%权重。 (三)参赛人员 各班组对班组人员进行推荐或自行报名,比例为班组总人数的6%,将推荐名单于2008年5月25日前报生产部,由生产部报到行政部人力资源室,再由人力资源室统一安排时间考
试。 (四)考试方式 1、理论知识采用闭卷笔答方式进行,考试时间为120分钟。 2、实际操作:组对、焊接时间为30分钟。 (五)、理论知识 试题以焊工工艺知识题为主,金属材料、焊接材料、焊接设备相关知识为辅。试题分为判断题、单选题、多选题。实行百分制(试题由工艺室于5月25日前准备好)。 (六)、实际操作 1、实际操作项目 实际操作试件规格见附图。 2、试件组对 (1)、参赛选手按抽签结果依次到指定地点进行试件组对。 (2)、领取试件和焊材,自行进行试件组对。 (3)、每位选手所领用试件,在组对前应检查是否符合要求,一般不准调换,若有异议,由裁判长决定是否调换。 (4)、组对时试件的间隙、钝边、反变形均由参赛选手自定。 (5)、试件在组对过程中如不慎装废,选手可以自行修复,但不得调换。 (6)、参赛选手应按规定穿戴劳动保护用品,辅助工具自备。 (7)、监考及工作人员对每名选手的各道工序认真监督确认,对不符合组对要求的应通知选手重新组对,未经检查合格认可的试件,一律不能用于比赛。 3、试件组对规定如下: (1)组对时间为5分钟; (2)试件定位焊规定采用与正式焊接相同的焊接方法和焊接材料; (3)所有试件应点固在正面坡口内:板定位焊在钢板的两端,定位焊每段长≤20mm。对接板两端不允许加引弧板和引出板,定位焊数不得超过三点,每段长度≤20mm; 4、试件的焊接方向规定如下: 板状对接焊采用一个方向焊接,不得由中间向两端焊或由两端向中间焊,立焊缝采用单道焊;
焊工考核及管理规定 1 目的 制定中科达项目施工单位焊工考核及管理规定,以确认工程建设施工单位从事关键焊接工序焊工具有的相应资格和能力。 2 适用范围 本程序适用于建设业主、第三方工程检测机构(安装工程检测站)、工程建设施工单位在中科达项目建设期间共同执行。 3 定义 关键焊接工序焊工:在中科达项目工程建设中,工程建设承包商从事压力容器、压力管道焊接作业,直接对工程实体质量产生影响的焊接作业人员。 4 焊工管理原则 以焊接操作技能考核方式确认施工单位焊工的资格和能力,是中科达项目建设的一项质量保证措施。本规定要求所有从事压力容器、压力管道焊接工序的焊工,必须在通过建设业主组织的焊接操作技能考核并获得“焊工作业证”后,方可从事相应技能岗位资格的焊接作业。 5 焊工考核组织及内容 5.1 考核组织 项目焊工考核工作,将由公司工程部、焊接试验室、质检部共同完成。 焊接试验室相关人员负责焊工考核的人员职责: ?制定焊工考核计划; ?审查焊工资格;
?考核组织应考焊工进行焊接操作技能考核; ?验证施工单位焊工考核准备事项; ?负责考核现场纪律; ?检测考核试件; ?考核评定; ?建立施工单位焊工考核记录; 5.2 考核方法 考核将采用对焊工的焊接操作技能进行考试的方法,并通过技术检测予以评定。具体将参照《锅炉压力容器压力管道焊工考试与管理规则》及《现场设备、工业管道焊接工程施工及验收规范》的适用内容。 5.3 考核内容 压力容器、压力管道受压元件的焊接考核,主要内容包括: ?受压元件焊缝; ?与受压元件相焊的焊缝; ?熔入永久焊缝内的定位焊缝; ?受压元件母材表面堆焊。 业主要求考核的焊接方法主要有“手工电弧焊”、“钨极氩弧焊”两种,其他焊接方法考核将根据施工单位承接的装置工程特性特别安排。 6 焊工考核程序 6.1 考核申请 施工单位应对压力容器、压力管道施工安装焊接人员的投入制定计划安排,并在正式作业前向建设业主提出“焊工考核申请”。申请中应列出考核项目、考核现场条件
职业技能鉴定国家题库试卷电焊工中级操作技能考核试卷
考件编号:____________姓名:____________准考证号:____________单位:____________ 说明 本试卷命题是以可行性、技术性、通用性为原则编制的。 本试卷是依据劳动部、机械工业部联合颁发的《中华人民共和国电焊工职业技能鉴定规范(考核大纲)》设计编制的。 试题一、题目名称:V形坡口板对接立焊题目内容(见图) 1、焊接方法:手工电弧焊 2、焊件母材钢号Q235 3、焊接形式:板对接 4、焊接尺寸:S﹡B﹡L=14*250*300(mm) 5、焊接位置立位 6、焊件坡口形式V形坡口 7、焊接材料E4315 技术要求: 1、要求单面焊双面成形 2、纯边高度与间隙自定 3、试件坡口两端不得安装引孤板 4、焊件一经施焊不得任意更换和改变焊接位置 5、点固时允许做反变形 考核规则: 1、所用试件,焊接材料的种类和数量必须按管理制度领用,试件要统一打印钢字考 号标记 2、考生应提前五分钟持准考证进入指定的考位 3、除考评人员及有关工作人员外,其它人员不准进入实际操作考试现场 4、考生在焊接结束后,应力即关闭焊机,彻底清理焊件表面的焊渣、飞溅,试件应 保持原始状态,不允许补焊、修磨或任何形式的加工。考生将清理好的试件交到 指定地点,并彻底清理焊位现场。 考核注意事项:
1、满分50分,考试时间60分钟 2、安全文明操作 板对接试件质量评分表 试题2、按工艺规程主持检修直流电焊机 在电焊机上设隐蔽故障1处。考生向考评员询问故障现象时,考评员可以将故障现象告诉考生,考生必须单独排除故障。 考核要求: (1)调查研究。 a)对故障进行调查,弄清出现故障时的现象。 b)查阅有关记录。 c)检查电动机的外部有无异常,必要时进行解体检查。 (2)故障分析 a)根据故障现象,分析故障原因。 b)判明故障部位。 c)采取有针对的处理方法进行故障部位的修复。 (3)故障排除 a)正确使用工具和仪表。 b)排除故障中思路清楚。 c)排除故障中按工艺要求进行。 (4)试验及判断 a)根据故障情况进行电气试验合格。
焊工初级操作技能考核评分记录表 总成绩表 试题1、16MnR钢板V形坡口对接平位手工电弧焊
评分人:年月日核分人:年月日
试题2、16Mn钢板I形坡口对接横位气焊
评分人:年月日核分人:年月日试题3、Q235-A厚钢板直线手工气割
评分人:年月日核分人:年月日 焊缝咬边是焊缝边缘略低于母材的一种表面缺陷,在X射线探伤(RT)的影像上与焊缝的焊波起伏基本一致,形态呈弯曲且平行于爆缝,粗细不等,轮廊不明显,黑度深浅不一,并与焊缝边缘相吻合,断续或连续状分布,咬边的产生是由于焊接参数选择不当(主要是焊接电流过大)或焊接操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷。 螺旋钢管焊缝缺陷(SY/T5037-2000) 1.焊缝不得有裂纹、断弧、烧穿和弧坑等缺陷。焊缝外形应均匀规整,过渡平缓。 2.任意长度而最大深度不超过0.6mm的焊缝咬边允许存在。在任意0.3m长度焊缝上,最大深度不超过0.8mm,且不超过钢管标称壁厚的12.5%,而最大长度为钢管标称壁厚一半的焊缝咬边应不多于两处。 超过上述规定的焊缝咬边应按下列方法处理: a)深度不超过0.8mm且不超过钢管标称壁厚12.5%的咬边应修磨 b)深度超过0.8mm或超过钢管标称壁厚12.5%的咬边按SY/T5037标准中5.7.7中b),c)或d)的方法处置。 其中厚度为36mm管壁对接焊缝为251.596m(纵焊麓长度38.6m,环焊缝长度约212.996m),厚度为36ram管壁与厚度为90mm月牙肋板的组合角焊缝长度为28m,厚度为90mm月牙肋板的对接焊缝长度为1.2m。源自: 特大型高强钢月牙肋岔管制造安装技术《水电站机电技术2004年年会》2004在制造过程中共拍片415张,合格率94.94% ;超声波探伤检验焊缝长度93 3m,磁粉探伤检验焊缝长度67.2m,渗透探伤检验焊缝长度2 48m,经检验均合格。源 自: 150t门座起重机监理实践《设备管理与维修》2005年03期对焊缝内部缺陷的检查,城建二公司采用单位焊缝,即在缺陷最密集处取连续长度300mm为检测焊缝长度单位,当焊缝长度小于300mm,以焊缝全长作为检测长度单位,单位焊缝是否合格根据焊缝种类,用缺陷评价长度及回波高度区域来判定。源自: 北京金宸公寓——钢结构建筑的一张名片《建筑》2006年19期对焊缝内部缺陷的检查,是采用单位焊缝,即在缺陷最密集处取连续长度300mm作为检测焊缝长度单位,当焊缝长度小于300mm时,以焊缝全长作为检测长度单位,单位焊缝是否合格根据焊缝种类,用缺陷评价长度及回波高度区域来判定,以此方法检测,城建二公司在金宸公寓工程施工的所有钢结构焊缝全部达到质量要求。源自: 科技创新铸就名牌工程《中华建筑报》2006/09/05因此对于咬边缺陷,作者建议采用长输管道竣工验收规范的要求,具体评定方法如下: 内表面焊缝咬边深度不超过0.5~、咬边连续长度不超过100~、并且焊缝两侧咬边长度不超过该焊缝长度的10%;外表面焊缝咬边深度不超过山东大学硕士学位论文1刀mm、咬边连续长度不超过100~、并且焊缝两侧咬边总长度不超过该焊缝长度的15%时,不影响定级;否则应打磨消除或圆滑过渡,并按局部减薄的规定定级。源自: 长输管道安全状况等级评定及其外防腐层非开挖检测研究《山东大学硕士学位论文》2006对余下尚未冷弯钢管的高频焊缝采用超声波探伤发现,有缺陷(未焊透)的焊缝长度约占全部焊缝长度的 1 9.6 % ,微裂缝主要发生在焊缝内余高和深度为8~1 0mm钢板处,即1 0mm钢板根部1~2mm焊透。源自: 耐火耐候钢WGJ510C2在结构工程中的首次应用《结构工程师》2002年
高级焊工技能理论试题及答案 高级焊工技能理论试题及答案 说明:试题是本人从网上搜索的,非原创.只用于学习. 高级焊工技能理论试题 一.填空题: 1、通过焊接接头拉伸试验,可以测定焊缝金属及焊接接头的抗拉强度、屈服点、延伸率和断面 . 答:收缩率 2、焊接接头拉伸试样的形式可分为板形、圆形和三种. 答:整管 3、拉伸试验后,试样的断裂位置及断口处出现的缺陷均应作记录并填入报告. 答:焊接 4、试样弯曲后,其正面成为弯曲后的拉伸面的弯曲试验叫 . 答:面弯 5、弯曲试验的试样可分为平板和两种形式.
答:管子 6、弯曲试验的数值用角度来度量. 答:弯曲 7、冲击试验可用来测定焊接接头的冲击韧性和敏感性. 答:缺口 8、压扁试验的目的是测定焊接对对接接头的塑性的. 答:管子 9、目前,对于重要产品如锅炉、压力容器、大型船舶等,均广泛采用射线探伤作为检验焊缝质量的重要方法. 答:X 10、X射线装置的核心是一个特殊的电子管管. 答:X射线 11、根据规定,钢焊缝射线探伤的质量标准共分级. 答:四 12、超声波从一种介质传播到另一种介质时,会产生反射和现象.
答:折射 13、超声波是利用效应产生的. 答:压电 14、超声波脉冲反射式是超声波检验设备的全称. 答:探伤仪 15、荧光检验是用于探测某些材料. 答:非磁性 16、受检表面有缺陷时,即可在白色的上显示出红色图像. 答:显像剂 17、扩散氢测定法使用的是甘油法、水银法和色谱法三种. 答:气相 18、耐酸不锈钢抗晶间腐蚀倾向的试验方法C法、T法、L法、F法和共五种. 答:X法 19、用水作为介质的试验叫水压试验. 答:耐压
2010 SECTION IX QW-482 SUGGESTED FORMAT FOR WELDING PROCEDURE SPECIFICATIONS (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code) Sheet 1 of 2 Company Name By Welding Procedure Specification NO. Date Supporting PQR NO.(s) Revision No. Welding Process(es) Types
Each base metal –filler metal combination should be recorded individually. 2010 SECTION IX QW-482 (Back) WPS No. Rev.
5 6 QW-483 SUGGESTED FORMAT FOR PROCEDURE QUALIFICATION RECORDS (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) Record Actual Conditions Used to Weld Test Coupon Company Name Procedure Qualification Record No. Date WPS No. Welding Process(es) JOINTS (QW-402) Groove Design of Test Coupon (For combination qualifications, the deposited weld metal thickness shall be recorded for each filler metal or process used.) BASE METALS (QW-403) Material Spec. Type or Grade P-No. to P-No. Thickness of Test Coupon Diameter of Test Coupon N/A Other POSTWELD HEAT TREATMENT (QW-407) Temperature Time : Other GAS (QW-408) Gas(es) (Mixture) Flow Rate Shielding Trailing Backing FILLER METALS (WQ-404) 1 2 SFA Specification AWS Classification Filler Metal F-No Weld Metal Analysis A-No. Size of Filler Metal Filler Metal Product Form ELECTRICAL CHARACTERISTICS (QW-409) Current Polarity Amps. V olts Tungsten Electrode Size Other Supplemental Filler Metal Electrode Flux Classification Flux Type Flux Type Name Weld Metal Thickness Othe
焊工技能大赛实施方案 一、竞赛办法 1、依据焊工《国家职业标准》高级、中级(国家职业资格三级)要求,命理论和实作试题(涵盖低级别的要求),满分各为100分。理论和实作分别按30%和70%合并计算总成绩。 2、比赛分预赛、半决赛、决赛,所有选手参加理论和实作预赛后取总成绩前八名进行半决赛,再取前四名进行决赛。半决赛、决赛只考实作,其中决赛加赛气割技术。 二、竞赛项目 (一)理论考试的范围和要求 1、以劳动和社会保障部教材办公室组织编写、中国劳动社会保障出版社出版的《职业技能鉴定指导-焊工》中的内容为主。 2、考试题目类型:判断题、选择题;试题以中、高级工应知为标准。 3、理论试题由组委会在临考前组织命题,分A、B卷,最后考题由组委会主任抽签决定。 4、总分100分,考试时间100分钟。 (二)实际操作比赛项目及评分标准 1、焊工比赛项目共两项(见下表),比赛结果记入个人成绩。
注: (1)、平板状、管材试件外观检查项目及评分标准由裁判委员根据国家职业技能鉴定教材进行评比。 (2)焊缝未盖面、焊缝表面及根部经修补或试件做舞弊标记则该单项作0分处理。 (3)、凡焊缝表面有裂纹、夹渣、未熔合、气孔、焊瘤等缺陷之一的,该试件外观为0分。 2、总分100分,考试时间40分钟。 三、竞赛规则 1、参赛选手按抽签确定各竞赛项目的时间安排,携带参赛选手证和顺序签,确定工位(提前10分钟到达指定竞赛场地或候考室)。 2、参赛选手应服从大赛工作人员和考评员的安排,不得随意进出考场或候考室,注意保护所用设备,如有损坏取消竞赛资格。 3、参赛选手不得在试卷或考试件上做任何标记,否则取消竞赛资格。 4、各领队及无关人员未经允许,不得进入考场或候考室,如对竞赛有异议,应以书面形式向组委会办公室提出意见和建议,否则不得以任何理由干扰竞赛秩序。
焊工操作技能考试要求 1.1焊接方法 1.1.1民用核安全设备制造、安装和维修中常用的焊接方法的分类和代号见表1,表1中的各类焊接方法之间不能互相代替。 1.1.2操作技能考试可以由一名焊工或者焊接操作工在同一个试件上采用一种焊接方法进行,也可以由一名焊工、焊接操作工在同一个试件上采用不同焊接方法进行组合考试;或者由两名以上焊工、焊接操作工在同一个试件上采用相同或不同焊接方法进行组合考试。由三名以上焊工、焊接操作工的组合考试试件的厚度不得小于20mm。每个焊工、焊接操作工焊接整体焊缝的有效长度不小于150mm。 注 注:对于采用的焊接方法不属于表1的情况,考核中心应将新增的焊接方法分类代号报国务院核安全监管部门备案。 1.1.3组合焊接方法的代号可用每种焊接方法的代号并列表示。例如:手工钨极氩弧焊打底,其余层采用焊条电弧焊的组合方法表示为“HWS/HD”。 1.2母材类别 1.2.1母材金属的分类和代号见表2。表2的分类适用于轧制、锻造和铸造等材
料。 1.2.2焊工、焊接操作工在操作技能考试时应符合下列规定: (1)焊工采用同类材料中任一钢号考试合格后可免去该类其它材料的考试。 (2)焊工采用Ⅰ~Ⅳ类材料中类别较高的考试合格后,可免去类别较低材料的考试。 (3)焊工采用Ⅵ~Ⅸ类材料的考试不能由其它类别材料互相代替。 (4)对于异种材料的焊接,焊工若采用母材中的两类材料均包括在表2中第Ⅰ—Ⅳ类别内,并且对两者中较高类别的材料已考试合格,则可免考;若采用两类材料中有第Ⅵ类,且已对两类母材分别考试合格,则可免考,但焊接材料采用镍基合金材料时,仍须考试。 (5)焊接操作工采用某类别任一钢号经焊接操作技能考试合格后,适用其他类别钢号。
第十九篇电焊工 操作技能比赛规则 一、参赛选手佩戴好劳保用品,持参赛证、岗位工种证、安全参加比赛。 二、比赛操作时间为100分钟,规定先焊仰板,再焊板试件。 试件固定高度不得高于800cm(以试件水平中心线为准)。 三、参赛选手在正式比赛前15分钟凭比赛抽签号分别到指定地点领取试件和焊材。先进行试件组对,然后将组对好的试件交工作人员打号等待比赛。 四、参赛选手试电流只能在专门统一发给的试板上进行,不准在夹具上试电流,否则按违反考场规则处理。 五、比赛中不准使用电动工具。 六、氩电联焊是指氩弧焊打底,焊条电弧焊填充、盖面。 七、焊机、焊钳、把线均由厂家统一提供,氩气由承办单位准备。 八、试件在施焊过程中(包括焊缝层间清理)均应在焊接支架上进行,不得再变换位置和方向,如遇清理焊缝使试件移位,应在监考人员监督下恢复原位,试件未焊完不准取下(不包括最后表面清理),不得在试件上作任何标记,否则,该单项按0分处理。 九、施焊过程中,若试件焊废不予补发,但允许选手在比赛时间自行手工修复,焊缝的正、反表面不准修复补焊。若经修复则该试件按零分处理。 十、由于停电及不可抗拒的原因影响操作时,选手有权提出,由裁判长核实裁定。 十一、比赛过程中,比赛选手若需要休息、饮水、上洗手间,一律计算在操作时间。 十二、比赛完毕,比赛选手应认真清理试件表面的焊渣、飞溅,但不能破坏试件焊缝的原始变形,清理好的试件交裁判人员检查,裁判人员如发现选手对试
件未清理干净,有权督促选手返工,清理好的试件由裁判人员会同选手将试件交指定地点封号,并在比赛纪录上双方签字。 十三、每位参赛选手试件由组用统一的封闭物将钢印号封闭,重新进行编号后交评判组进行评分。 十四、参赛选手应本着公平竞争的原则进行比赛,不得损坏或拆卸比赛所提供的所有设施,若发现此类行为即取消该选手全部考试成绩。
1.目的/Goal 通过技能评定,增强焊工的质量意识,激发焊工提高自身操作技能,改善产品焊缝质量,增强产品的市场竞争力。 2. 焊工考试评定 焊接考试合格与否由制造部进行根据试验结果和焊缝外观裁定。 3. 参加人员安排 一、车间所有焊接作业人员,根据岗位不同可以选择不同的考试评定项目。 二、只有在考试合格后,才能焊接相对应的项目。 4. 评定事项安排 一、根据生产与人员匹配情况,可以随时安排考试,考试完后,由焊接考试评定 委员会评定,评定合格后,颁发焊工上岗证,即可从事焊接工作。 二、焊工上岗证,首次考试有效期为六个月,之后考试有效期为12个月。在上岗 证到期前2个星期,上岗证持有者要向制造部申请复审,否则自上岗证过期之日起,不得从事焊接工作。 三、焊工岗位不得无证上岗,不得持过期证件上岗。 5. 考试项目Test item 一、焊接焊接方法为:氩弧焊,气保焊,手工焊,钎焊(Type of the welding,Gas tungsten arc welding (GTAW), Gas metal-arc welding(MIG), 二、考试材料,根据公司实际情况,氩弧焊管子对接使用304不锈钢材料,管板 材料为管子材料为304,板材为20#钢,其他焊接项目均为20#,钎焊为紫铜与紫铜焊接,紫铜与不锈钢焊接,紫铜与黄铜焊接,紫铜与碳钢焊接,换热器小U弯焊接。(Type of material, according the status of our company, use the stainless for the tube butt join, use the mild steel for the plate, the red copper, stainless, steel for blazing) 三、焊接练习工艺与方法 a)氩弧焊焊接操作方法参见《WI-13-?手工钨极氩弧焊作业指导书》 b)大管径钎焊操作方法参见《WI-10-?钎焊作业指导书》 c)小U弯钎焊操作方法参见《WI-10-?钎焊作业指导书》、《WI-46-?冷 风机作业指导书》及《WI-47-?冷凝器作业指导书》 四、焊接接头形式与位置,详见下图(Type of the Joint) 1.平板对接(butt joint, Single-Vee Groove weld )
电焊工技术等级标准 一、职业定义 使用电焊设备和工具,利用焊接材料对工件进行焊接、切割、碳弧气刨等加工。 二、适用范围 手弧焊、埋弧焊、气体保护焊、电渣焊、等离子弧切割、碳弧气刨、铸件焊补等。 三、技术等级线 初、中、高三级 初级电焊工 一、知识要求: 1.自用设备的名称、型号、规格、性能、结构、使用规则和维护保养方法。 2.自用仪器、仪表的名称、规格、用途、使用规则和维护保养方法。 3.自用工、夹、量具和防护用具的名称、规格、用途、使用规则和维护保养方法。 4.常用金属材料的种类、牌号、力学性能和焊接性能。金属热处理基本知识。 5.使用焊条、焊丝、焊剂、钨极的种类、牌号、规格、适用范围、使用和保管方法。 6.常用焊接保护气体(氩气、二氧化碳) 的性质和纯度对焊接质量的影响。 7.机械识图的基本知识和焊缝符号与坡口形式的表示方法及意义。 8.常用数学计算知识。 9.常用焊接方法的种类、特点、适用范围和操作方法。 10.正接法、反接法的适用范围和连接方法。 11.焊接工艺参数的基本概念。 12.常用碳钢、低合金钢、铸铁、有色金属材料的焊接方法,焊接材料和焊接工艺参数选择的知识。 13.常用焊接接头形式、坡口形式和坡口角度、根部间隙、钝边等的大小及其对焊接变形和焊接质量的影响。 14.碳弧气刨的基本原理,所用工具、设备、工艺参数、操作方法和适用范围。 15.一般焊件的焊接工艺过程及焊接缺陷返修的方法。 16.常见焊接、碳弧气刨缺陷的种类、产生原因、危害和防止方法。 17.高空、狭窄室内或容器内作业的基本知识。 18.安全技术规程。 二、技能要求: 1.自用焊接设备和辅助设备的使用和维护保养。 2.自用工、夹、胎、量具及保护的使用和维护保养,并对电焊钳、气体保护焊焊枪、气刨枪等进行修理和更换。 3.常用仪表、气瓶的使用和保管。 4.焊接材料的烘焙、使用和保管。 5.看懂焊接零件图及简单部件图。 6.选择焊接、气刨工艺参数,做好焊前的准备工作。 7.焊接低碳钢、低合金钢的一般焊件,使用碳弧气刨清理焊根。 8.对焊件进行正确的预热与温度测量。
国家职业技能鉴定焊工题库 初级知识试题 (一)、判断题(下列判断题中, 正确的打”√”错误的打”×”) 1.焊接时产生的弧光是由紫外线和红外线组成的。( ) 2.弧光中的紫外线可造成对人眼睛的伤害,引起白内障。( ) 3.用酸性焊条焊接时,药皮中的萤在高温下会产生氟化氢有毒气体。( ) 4.焊工尘是指焊工长期吸入超过规定浓度的烟尘或粉尘所引起的组织纤维化的病症。( ) 5.焊工最常用的工作服是深色工作服,因为深色易吸收弧光。( ) 6.为了工作方便,工作服的上衣应紧系在工作裤里边。( ) 7.使用耳罩时,务必不要使耳罩软垫圈与周围皮肤贴合。( ) 8.焊工工作服一般用合成纤维织物制成。( ) 9.在易燃易爆场合焊接时,鞋底应有鞋钉,以防滑倒。( ) 10.焊接场地应符合安全要求,否则会造成火灾,爆炸,触电事故。( ) 11.紧工具是扩大或撑紧装配件用的一种工具。( ) 12.面罩是防止焊接时的飞溅,弧光及其他辐射对焊工面部及劲部损伤的一种遮蔽工具。( ) 13.焊工推拉闸刀时要面对电闸以便看得清楚。( ) 14.焊机的安装,检查应由电工进行,而修理则由焊工自己进行. 。( ) 15.焊工在更换焊条时可以手操作。( ) 16.焊条电弧焊施焊前应检查设备绝缘的可靠性,接线的正确性,接地的可靠性,电流调整的可靠性等项目。( ) 17.焊条电弧焊中使用的涂有药皮的熔化电极称为焊条。( ) 18.焊条直径实际是指焊芯的直径。( ) 19.焊条直径不同但焊条长度是一样的。( ) 20.碱性焊条的工艺性能差,对油,锈及水分很敏感,因此不能用于重要结构的焊接。( ) 21.碱性焊条抗气孔的能力比酸性焊条强。( ) 22.酸性焊条抗裂纹的能力比碱性焊条差。( ) 23.酸性焊条药皮中的氧化性较强,所以不宜焊接合金元素较多的材料。( ) 24.根据GB/T-5117碳钢焊条型号是熔敷金属的力学性能,焊接位置,药皮类型和焊接电流种类来划分的。( ) 25.“E5015“是碳钢焊条型号完整的表示方法,其中”50“表示熔敷金属的屈服点和500Mpa。
附 件 3 : 河北省职业技能鉴定统一试卷 ( 电焊工 ) (初、中、高级)操作技能考核准备通知单 ( 电焊考场钢构厂) 姓名: 准考证号: 单位: 设备准备 名 称 规 格 数 量 电焊机 300—500 10 台 焊把及线 10 套 电焊面罩 10 个 试题 技能鉴定考评项目 (初级焊工实操技能) 1、焊工技能鉴定实操考评项目(初级技能): 设 2 个项目(见下表)。 焊工技能鉴定实操考评项目(初级技能) 序 实操 试件规格 焊材牌号、规格 坡口角度 备注 号 项目 材质 焊接方法 ( mm ) ( mm )
钢管水平固Φ 108×5× 100mm 手工电弧焊单侧:必考 1235B自选 项目定焊接(一对)30°± 1° 钢板对接平L250× 12× 100mm 手工电弧焊单侧: 3235B自选 焊缝(一对)30°± 1°备注:评分标准见附表。 2、实际操作考评有关规定 (1)考试人员应尊重并服从监考裁判员,按规定进行实际操作,考场内不得喧哗和相互讨论。在操作中违反规则者,监考裁判员有权予以制止。 (2)参加考评人员按确定的场次及工位号按时到指定地点参加考评,并按规定时间完成实操焊接。 (3)组对时试件的间隙、钝边、反变形,均由参加考评人员自定。 (4)试件定位焊采用与正式焊接相同的焊接方法和焊接材料,对接板定位焊在坡口内的两端,不允许加引弧板和引出板,定位焊每段长≦20mm。 ( 5)管的定位焊在正面坡口内,定位焊数不得超过三点,每段长度≤20mm。上架固定时。 (6)焊接过程中,试件不准取下、移动或改变焊接位置(转动焊除外)。 (7)板对接焊采用一个方向焊接,不得由中间向两端焊或由两端向中间焊,其余层数的方向和打底焊的方向要一致。 (8)管对接水平固定焊和 45°固定焊均采用两半圆自下而上焊接。 (9)参加考评人员要严格按照项目规定发放的材料和指定的规格进行施焊。 (10 )焊接完毕,参加考评人员应认真清理试件表面的焊渣、飞溅,但不能对焊缝表面修磨,和破坏试件焊缝的原始成形。
梁家煤矿电焊工技能大赛考试题 一、单选题:(每题3分共30分) 1、在焊接性能试验中,用的最多的是 B 。 (A)无损检验(B)焊接裂纹试验 (C)有损检验(D)宏观金相试验 2、焊接冷裂纹的直接试验方法有 A 。 (A)自拘束试验和外拘束试验两大类(B)非破坏性试验和破坏性试验(C)外观试验和致密性试验两大类(D)裂纹试验和磁粉性试验两大类3、焊接电缆的常用长度不超过 C 。 (A)15m (B)18m (C)20m (D)25m , 4、氩弧焊时,对焊接区域所采取保护方法是 A 。 (A)气保护(B)气—渣联合保护 (C)混合气体保护(D)渣保护 5、下列不属于奥氏体不锈钢与铁素体钢焊接接头区带的是 D 。(A)脱碳带(B)增碳带 (C)合金浓度缓降带(D)铁素体带 6、焊接基本时间与 C 焊接电流成正比。 (A)焊缝横截面积(B)焊缝长度 (C)焊接电流(D)焊接金属密度 7、随着焊机负载持续率增加,焊机得许用电流 A 。 !(A)减少(B)增大(C)不变(D)很大 8、采用 B 方法焊接焊件的焊接变形较少。 (A)氧—乙炔气焊(B)等离子弧焊 (C)手工电弧焊(D)氧—氢气焊 9、熔敷金属机械性能试验包括 A 和冲击试验两项。 (A)拉伸试验(B)焊接试验 (C)硬度试验(D)疲劳试验 10、国家有关标注规定,承受动载荷的焊接接头,其焊缝的余高值应为 A 。 (A)< (B)趋于零值(B)1~2mm (C)12~3mm (D)0~3mm 二、多选题:(每题4分共20分) 1、烧穿的主要原因有ABC 等。 (A)焊接电流大(B)焊接速度过小 (C)坡口间隙过大(D)焊接速度过大 2、焊条电弧焊所使电焊钳的作用是 AD 。 (A)夹持焊条(B)夹持焊丝(C)输送气体(D)传导电流 (E)冷却焊条(F)传导热量 3、焊接压力容器可能产生的缺陷主要有 ABCDEF 。 (A)未熔合(B)夹渣(C)气孔(D)冷裂纹 (E)未焊透(F)咬边 ?
焊工技能评定记录 WELDER PERFORMANCE QUALIFICATIONS (WPQ) WPQ Number: A011-1 焊工姓名Welder’s Name: 刘志波 Liu Zhibo 识别号Identification Number: A011 试验说明Test Description 遵照的焊接工艺Identification of WPS followed: ASME001 Rev.0 试件Test Coupon 产品焊缝Production Weld 母材材料标准和级别Specification and grade of base metal(s): SA 213 T12 尺寸Dimension: Ф60X5mm 试验变量和评定范围Testing Variables and Qualification Limits 焊接变量(QW-350) Welding Variables (QW-350) 实际值 Actual Values 评定范围 Range Qualified 焊接方法Welding process(es) GTAW GTAW 焊接方式Type (i.e.; manual, semi-automatic) used Manual Manual 衬垫Backing (with/without) Without With and without 板Plate 管子Pipe (enter diameter if pipe or tube) Ф60X5 Groove: Plate & O.D 25 Min Pipe, Fillet: All 母材类别Base metal P-Number to P-Number P No.4 to P No.4 P No. 1 to P No. 15F 填充金属或焊条标准Filler metal or electrode specification(s) (SFA) (info. only) GB/T 8110 填充金属或焊条等级Filler metal or electrode classification(s) (info. only) ER55-G(TIG R30) 填充金属F 号Filler metal F-Number(s) F6 F6 可熔化嵌条Consumable insert (GTAW or PAW) NONE NONE 填充金属制品形式(实芯,药芯或粉末)(GTAW 或PAW) Filler Metal Product Form (Bare,flux cored, flux coated or powder) (GTAW or PAW) Bare Bare 每个焊接方法的熔敷金属厚度Deposit thickness for each process 方法Process 1 GTAW 3层至少3 layers minimum Yes No 5mm ≤10mm 方法Process 2 3层至少3 layers minimum Yes No NA NA 位置Position(s) 6G Groove & Fillet: All 立焊方向Vertical progression (uphill or downhill) Up Up 燃料气体类型Type of fuel gas (OFW) NA NA 背面保护气Inert gas backing (GTAW, PAW, GMAW) 99.99%Ar Ar 熔滴过渡方式Transfer mode (spray/globular or pulse to short circuit-GMAW) NA NA 钨极气体保护焊电流类型和极性GTAW current type/polarity (AC, DCEP, DCEN) DCEN DCEN 成型焊缝的外观检查Visual examination of completed weld (QW-302.4) Acceptable; no cracks and complete joint penetration with complete fusion of weld metal and base metal 横向面弯和背弯Transverse face and root bends [QW-462.3(a)] 纵向面和背弯Longitudinal face and root bends [QW-462.3(b)] 侧弯Side bends (QW-462.2) 管子弯曲,耐蚀焊缝堆焊Pipe bend specimen, corrosion-resistant weld metal overlay [QW-462.5(c)] 板弯曲,耐蚀焊缝堆焊Plate bend specimen, corrosion-resistant weld metal overlay [QW-462.5(d)] 管子宏观试样Pipe specimen, macro test for fusion [QW-462.5(b)] 板宏观试样Plate specimen, macro test for fusion [QW-462.5(e)] 使用体积检测替代检测结果Alternative Volumetric Examination Results (QW-191): 射线RT Acc (Report No.:RT-WQT-3) 角焊缝-断裂试验 Fillet weld — fracture test (QW-181.2) 缺陷长度和百分比 Length and percent of defects NA 板角焊缝宏观检查 Macro examination (QW-184) NA 角焊缝尺寸 Fillet size (mm) NA X NA 凹凸 Concavity/convexity(mm) NA 其它试验Other tests NA 底片或试样评定者Film or specimens evaluated by Liu Mingdong 力学性能试验者Mechanical tests conducted by NA 实验室试验编号Laboratory test No. NA 焊接监督者Welding supervised by Ji He 我们声明所有这里的记录是正确的,并且试样的准备,焊接和试验符合ASME 第IX 卷要求 We certify that the statements in this record are correct and that the test coupons were prepared, welded, and tested in accordance with the requirements of Section IX of the ASME Boiler and Pressure Vessel Code. 公司Company Jiangxi Thermal Power Construction Corporation 编制 Prepared by: 日期 Date: 声明 Certified by: 日期 Date: