焊工操作技能比赛评分标准
- 格式:doc
- 大小:127.50 KB
- 文档页数:7
焊工实操考试评分标准
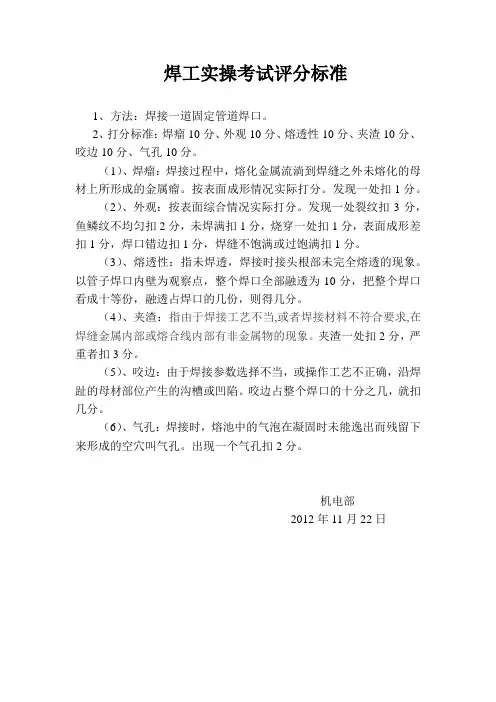
1、方法:焊接一道固定管道焊口。
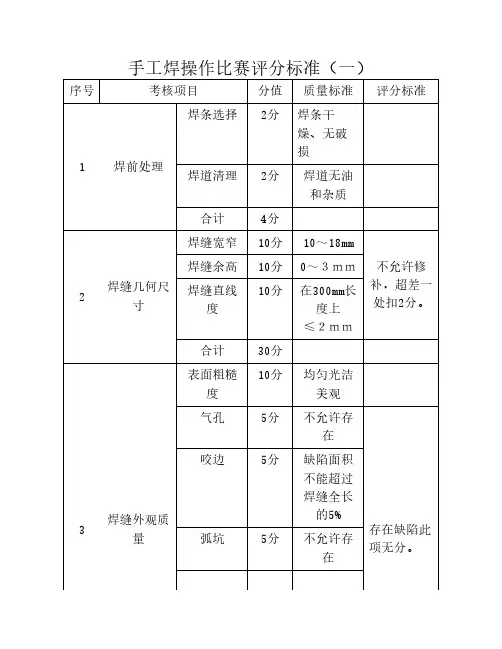
2、打分标准:焊瘤10分、外观10分、熔透性10分、夹渣10分、咬边10分、气孔10分。
(1)、焊瘤:焊接过程中,熔化金属流淌到焊缝之外未熔化的母材上所形成的金属瘤。
按表面成形情况实际打分。
发现一处扣1分。
(2)、外观:按表面综合情况实际打分。
发现一处裂纹扣3分,鱼鳞纹不均匀扣2分,未焊满扣1分,烧穿一处扣1分,表面成形差扣1分,焊口错边扣1分,焊缝不饱满或过饱满扣1分。
(3)、熔透性:指未焊透,焊接时接头根部未完全熔透的现象。
以管子焊口内壁为观察点,整个焊口全部融透为10分,把整个焊口看成十等份,融透占焊口的几份,则得几分。
(4)、夹渣:指由于焊接工艺不当,或者焊接材料不符合要求,在焊缝金属内部或熔合线内部有非金属物的现象。
夹渣一处扣2分,严重者扣3分。
(5)、咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷。
咬边占整个焊口的十分之几,就扣几分。
(6)、气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气孔。
出现一个气孔扣2分。
机电部
2012年11月22日。

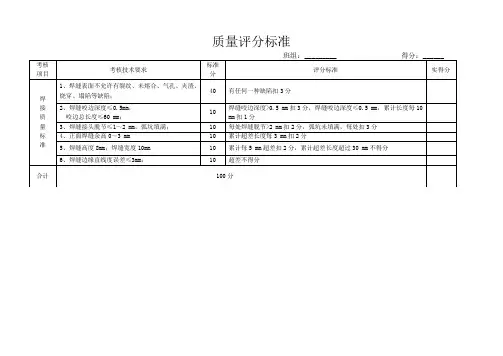
质量评分标准
班组:_________ 得分:______
考核项目考核技术要求
标准
分
评分标准实得分
焊接质量标准1、焊缝表面不允许有裂纹、未熔合、气孔、夹渣、
烧穿、塌陷等缺陷;
40 有任何一种缺陷扣3分
2、焊缝咬边深度≤0.5mm,
咬边总长度≤60 mm;
10
焊缝咬边深度>0.5 mm扣3分,焊缝咬边深度≤0.5 mm,累计长度每10
mm扣1分
3、焊缝接头脱节≤1~2 mm,弧坑填满;10 每处焊缝脱节>2 mm扣2分,弧坑未填满,每处扣3分
4、正面焊缝余高0~3 mm 10 累计超差长度每3 mm扣2分
5、焊缝高度8mm;焊缝宽度10mm 10 累计每5 mm超差扣2分,累计超差长度超过30 mm不得分
6、焊缝边缘直线度误差≤3mm;10 超差不得分
合计 100分
组装评分标准
班组:_________ 得分:______
考核项目考核技术要求
标准
分
评分标准实得分
组装质量标准1、组装尺寸必须符合3650*1886*480;50 每偏差2mm扣3分,偏差5mm(包含)以上扣除全部配分
2、板与板之间成90°20 每偏差1°扣2分,其中只要有一个角度偏差6°以上扣除全部配分
3、面板加工应平整,每米内的凹凸值不应超过
3mm,且无明显的凹凸不平现象;
20 每一个凹凸面扣3分,配分扣完为止
4、焊缝处理的光洁均匀10
每一处不处理不到位的焊缝扣3分,达到3处处理不到位现象的扣除全
部配分
合计 100分。
![电焊工操作技能比赛规则及评分标准[详]](https://uimg.taocdn.com/4d0c08f2b90d6c85ec3ac6e4.webp)
第十九篇电焊工操作技能比赛规则一、参赛选手佩戴好劳保用品,持参赛证、岗位工种证、安全参加比赛。
二、比赛操作时间为100分钟,规定先焊仰板,再焊板试件。
试件固定高度不得高于800cm(以试件水平中心线为准)。
三、参赛选手在正式比赛前15分钟凭比赛抽签号分别到指定地点领取试件和焊材。
先进行试件组对,然后将组对好的试件交工作人员打号等待比赛。
四、参赛选手试电流只能在专门统一发给的试板上进行,不准在夹具上试电流,否则按违反考场规则处理。
五、比赛中不准使用电动工具。
六、氩电联焊是指氩弧焊打底,焊条电弧焊填充、盖面。
七、焊机、焊钳、把线均由厂家统一提供,氩气由承办单位准备。
八、试件在施焊过程中(包括焊缝层间清理)均应在焊接支架上进行,不得再变换位置和方向,如遇清理焊缝使试件移位,应在监考人员监督下恢复原位,试件未焊完不准取下(不包括最后表面清理),不得在试件上作任何标记,否则,该单项按0分处理。
九、施焊过程中,若试件焊废不予补发,但允许选手在比赛时间自行手工修复,焊缝的正、反表面不准修复补焊。
若经修复则该试件按零分处理。
十、由于停电及不可抗拒的原因影响操作时,选手有权提出,由裁判长核实裁定。
十一、比赛过程中,比赛选手若需要休息、饮水、上洗手间,一律计算在操作时间。
十二、比赛完毕,比赛选手应认真清理试件表面的焊渣、飞溅,但不能破坏试件焊缝的原始变形,清理好的试件交裁判人员检查,裁判人员如发现选手对试件未清理干净,有权督促选手返工,清理好的试件由裁判人员会同选手将试件交指定地点封号,并在比赛纪录上双方签字。
十三、每位参赛选手试件由组用统一的封闭物将钢印号封闭,重新进行编号后交评判组进行评分。
十四、参赛选手应本着公平竞争的原则进行比赛,不得损坏或拆卸比赛所提供的所有设施,若发现此类行为即取消该选手全部考试成绩。
评分细则电焊工种(仰焊大板项目)技能比赛评分表选手:参赛号:工位号:电焊工种(二保仰角焊项目)技能比赛评分表板状试件评分表外观评分表(一)项目:手工电弧焊板状仰焊δ=12mm外观评判组长:纪录员:评判员:时间:二氧化碳气体保护焊角仰焊试件外观评分表(二)项目:二氧化碳气体保护焊角仰焊,板260*100*12mm外观评判组长:纪录员:评判员:时间:。
电焊工比武技术文件一、命题标准本次比武依据《焊工国家职业标准》中的高级工标准命题。
内容由理论知识和实际操作两部分组成,理论知识占30%,实际操作占70%。
二、理论知识(一)试题类型:试题主要分判断题、单项选择题、问答题三类。
(二)考试时间:90分种。
(三)考试方式:采用闭卷笔试方式。
(四)复习参考资料:国家职业资格培训教程《焊工》(中国劳动社会保障出版社出版);职业技能鉴定指导《焊工》(中国劳动保障出版社出版);《电焊工》技能鉴定考核试题库(机械工业出版社)。
三、实际操作(一)实际操作项目管对接水平固定焊5G(焊条电弧焊SMAW);(二)赛件图样管对接水平固定焊5G(焊条电弧焊SMAW)(见附图HJ-2009-01)(三)技能评分标准1. 管对接水平固定焊5G(焊条电弧焊SMAW)评分标准(见开发区“献我力量”电焊工技能比武外观评分表一)(四)赛场准备设备、材料1、焊条电弧焊弧焊机选用ZX5-400整流焊机。
2、焊条:型号:E5015;规格:Ф2.5㎜、Ф3.2㎜;生产厂家:上海电力电力修造厂。
(五)试件组对1. 每位选手所领用试件,在组对前应检查是否符合要求,一般不准调换,若有异议,由裁判长裁定。
2. 参赛选手按抽签的比武轮次,按规定时间、地点自行进行试件组对。
3. 试件在组对过程中如不慎装废,选手可自行修复,但不得调换。
4. 试件组对规定如下:(1)组对时间为30分钟;(2)点固焊应采用与正式焊接相同的焊接方法和焊接材料;(3)所有试件应点固在正面坡口内。
管状试件Ф159×8、立板补焊试件点固不得超过3点,点固长度≤ 10mm。
(六)具体要求1. 比武操作时间为90分钟。
2. 比武中不得使用电动工具。
3. 选手可自备下列工具:面罩、锤子、扁铲、锉刀、钢丝刷、砂布、磨光机、锯条。
4. 管状试件、立焊补焊试件点固处不许放在仰焊(5点钟~7点钟)位置。
5. 试件全部采用单面焊。
6. 试件的焊接方向均采用两半圆自下而上焊接。
职教中心3月焊接考试
焊工实操评分标准
一、焊工实际操作准备事项
(一)设备准备(组委会)
1)交流或直流电弧焊机十台,按设备安全要求安装牢固;
2)工作台十台,每个台位安装隔离板。
(二)材料准备(组委会)
1)Q235钢板长×宽×高为300×100×12(㎜)每人二块、开坡口(图样附后)
2)焊条E4303(T422)φ3.2φ4(㎜)
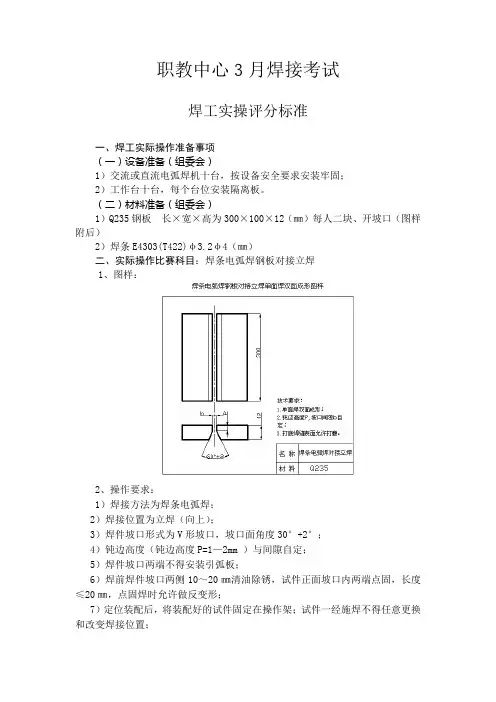
二、实际操作比赛科目:焊条电弧焊钢板对接立焊
1、图样:
2、操作要求:
1)焊接方法为焊条电弧焊;
2)焊接位置为立焊(向上);
3)焊件坡口形式为V形坡口,坡口面角度30°+2°;
4)钝边高度(钝边高度P=1—2mm )与间隙自定;
5)焊件坡口两端不得安装引弧板;
6)焊前焊件坡口两侧10~20㎜清油除锈,试件正面坡口内两端点固,长度≤20㎜,点固焊时允许做反变形;
7)定位装配后,将装配好的试件固定在操作架;试件一经施焊不得任意更换和改变焊接位置;
8)焊接过程中劳保用品穿戴整齐;焊接工艺参数选择正确,焊后焊件保持原始状态;
9)焊接完毕,关闭电焊机,工具摆放整齐,场地清理干净。
3、考核时限:
基本时间:准备时间15min,正式操作时间45min。
时间允许差:每超过5min扣总分1分,不足5min按5min计算,超过额定时间15min不得分。
焊接技术比赛规程及评分标准一、比赛现场规定1参赛者在比赛前25分钟凭比赛抽签单(场次、工位)到比赛现场检录,到工位检查确认焊件、焊材、焊机,焊件由选手在比赛前按照比赛日程安排。
参赛者在领取焊件时应检查是否符合要求,领取后一般不予调换。
2开赛迟到30分钟及以上者,按自动弃权处理。
3除规定允许携带的物品外,其他物品一律不得带入比赛现场。
4参赛者听到开始比赛信号后即可开始施焊。
5比赛过程中,参赛者只能在工位上准备的专用试板上进行试焊,不允许在除试板、焊件之外的任何地方焊接;调整工艺参数,只允许采用试焊的方法,不许借助诸如电流表类工具。
6由于停电等不可抗拒因素影响比赛时,参赛者提出,经裁判长核实情况后裁决。
7比赛过程中,选手若需要休息、饮水、上洗手间,其耗时一律计算在比赛时间内。
8监考裁判及赛场工作人员与参赛者只能进行有关工作方面的必要联系,不得进行任何提示性交谈。
其他允许进入赛场的人员,一律不允许与参赛者交谈。
任何在比赛现场的人员,不得干扰参赛者的正常操作。
9除当场次的参赛者及指定负责该场次的监考裁判和工作人员外,有关领导及新闻宣传人员应在组委会负责人陪同下进入比赛现场。
进入赛场人员均须遵守赛场纪律,其他人员一律谢绝进入比赛现场。
10比赛操作完成时,裁判记录其比赛实际时间以将焊件交到指定位置为准。
二、技能操作规定(一)、焊件装配点固要求1.每位选手所领用焊件,在组对前应检查是否符合要求,一般不准调换,若有异议,由裁判长决定是否调换。
焊件装配的间隙、钝边、反变形,均由参赛者自定。
板材焊件两点点焊,各点焊长度不得大于20mm。
管件一点点焊,长度不得大于10mm,在组对过程中如有问题,选手可以在规定时间内自行修复,但不得调换。
2.焊件定位焊应采用与正式焊接相同的焊接方法和焊接材料。
所有焊件应点焊在正面坡口内, 并由参赛者本人单独完成。
3.焊件在组对过程中出现问题,由参赛者自己修复,不得调换。
所有焊件一次完成。
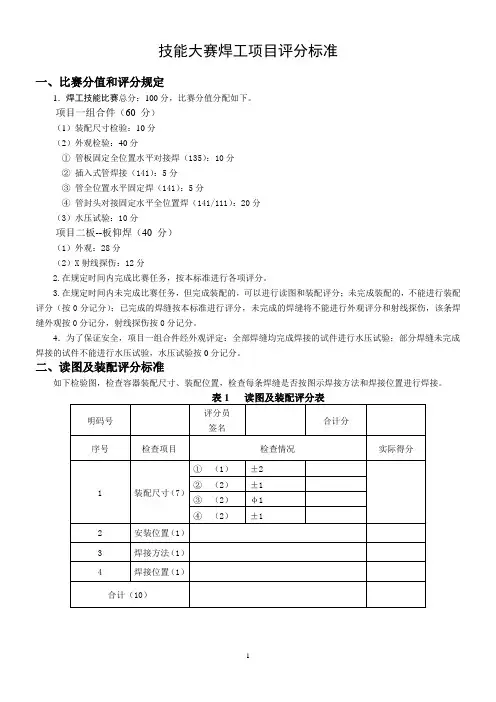
技能大赛焊工项目评分标准一、比赛分值和评分规定1.焊工技能比赛总分:100分,比赛分值分配如下。
项目一组合件(60 分)(1)装配尺寸检验:10分(2)外观检验:40分①管板固定全位置水平对接焊(135):10分②插入式管焊接(141):5分③管全位置水平固定焊(141):5分④管封头对接固定水平全位置焊(141/111):20分(3)水压试验:10分项目二板--板仰焊(40 分)(1)外观:28分(2)X射线探伤:12分2.在规定时间内完成比赛任务,按本标准进行各项评分。
3.在规定时间内未完成比赛任务,但完成装配的,可以进行读图和装配评分;未完成装配的,不能进行装配评分(按0分记分);已完成的焊缝按本标准进行评分,未完成的焊缝将不能进行外观评分和射线探伤,该条焊缝外观按0分记分,射线探伤按0分记分。
4.为了保证安全,项目一组合件经外观评定:全部焊缝均完成焊接的试件进行水压试验;部分焊缝未完成焊接的试件不能进行水压试验,水压试验按0分记分。
二、读图及装配评分标准如下检验图,检查容器装配尺寸、装配位置,检查每条焊缝是否按图示焊接方法和焊接位置进行焊接。
三、焊缝外观评分标准检查容器的焊缝外观:焊接方法和焊接位置正确,按以下标准评分;焊接方法或焊接位置不正确,本条焊缝按0分记分。
注:1.焊缝未盖面、焊缝表面修补,则该焊缝作0分处理。
2.凡焊缝表面有裂纹、夹渣、未熔合、气孔、焊瘤等缺陷之一的,该焊缝外观为0分。
3.经确认试件做舞弊标记的,按0分处理,不再进行试件的评定。
项目一、组合件1.管板水平固定全位置焊(CO2气体保护焊)检验项目及评分标准(共10分)注:1.焊缝未盖面、焊缝表面修补,则该焊缝作0分处理。
2.凡焊缝表面有裂纹、夹渣、未熔合、气孔、焊瘤等缺陷之一的,该焊缝外观为0分。
3.经确认试件做舞弊标记的,按0分处理,不再进行试件的评定。
2.管插入全位置固定焊(钨极氩弧焊)检验项目及评分标准(共5分)注:1.焊缝未盖面、焊缝表面修补,则该焊缝作0分处理。
第三届“江苏技能状元”大赛焊工学生组操作技能评分标准本届焊工学生组操作技能竞赛项目为一套三个组合件的组对焊接,每一组合件的满分为100分,三个组合件总分为300分。
每一组合件的配分为:焊缝外观质量50分;射线检测50分。
参赛选手违反操作技能竞赛规则应扣分的,按规定从其操作技能总分中扣除。
一、焊缝外观质量评分标准1、焊缝外观质量评分具体按评分“表1~表3”执行。
2、有下列情况之一者,该道焊缝外观和射线检测均判为0分(不再作射线检测):⑴焊接位置、焊接方法和焊接材料,其中任一项与技术文件要求不符;⑵违反赛场纪律,规定判为0分;⑶焊缝未完成;⑷焊缝表面出现气孔、夹渣、裂纹、未熔合、烧穿和焊瘤缺陷;⑸板对接仰位焊的盖面焊缝为多道焊。
3、焊缝表面低于母材表面深度<0.5mm,外观质量评为0分,深度≥0.5mm时视为未完成。
4、对接焊缝的未焊透缺陷由射线检测评定,外观质量中不作评定。
第三届“江苏状元技能大赛”表1 板(δ=12mm)对接焊缝外观质量评分表(学生组)注:1.有下列情况之一者,该焊缝外观和射线检测均判为0分(不再作射线检测):⑴焊接位置、焊接方法和焊接材料,其中任一项与技术文件要求不符。
⑵违反赛场纪律,规定判为0分。
⑶焊缝未完成;规定此焊缝为仰位焊时,盖面层为多道焊。
⑷焊缝表面出现气孔、夹渣、裂纹、未熔合、烧穿和焊瘤缺陷。
2.焊缝表面低于母材表面深度<0.5mm,外观质量评为0分,深度≥0.5mm时视为未完成。
第三届“江苏状元技能大赛”表2 管(Φ42×5mm)对接焊缝外观质量评分表(学生组)注:1.有下列情况之一者,该焊缝外观和射线检测均判为0分(不再作射线检测):⑴焊接位置、焊接方法和焊接材料,其中任一项与技术文件要求不符;⑵违反赛场纪律,规定判为0分;⑶焊缝未完成;⑷焊缝表面出现气孔、夹渣、裂纹、未熔合、烧穿和焊瘤缺陷;2.焊缝外表面低于母材表面深度<0.5mm,外观质量评为0分,深度≥0.5mm时视为未完成。
焊工操作技能评定方法焊接作为一项重要的技术工艺,在制造业和建筑行业中扮演着重要角色。
焊工操作技能评定是确保焊工技术水平的重要步骤。
本文将介绍焊工操作技能评定的方法和步骤,以确保焊工的质量和安全。
一、背景介绍焊工操作技能评定是以焊工的技能水平为依据,通过一系列的测试和评估来确定焊工的操作能力。
评定的目的是保证焊工掌握了焊接技术要求,并能够按照标准操作完成焊接工作。
二、评定标准焊工操作技能评定的标准应包括以下几个方面:1. 焊接规范:评定焊工是否熟悉并理解焊接规范,能够按照规范操作;2. 技术要求:评定焊工是否掌握相关焊接工艺的技术要求,如焊接电流、电压、预热温度等;3. 操作规程:评定焊工是否能够按照操作规程进行操作,包括焊接设备的设置、工件的准备、焊接过程的控制等;4. 检验要求:评定焊工对焊接缺陷的识别和处理能力,以及对焊接质量的判断能力。
三、评定方法焊工操作技能评定可以采用以下几种方法进行:1. 理论考试:通过书面考试测试焊工对焊接规范、技术要求等方面的理解程度;2. 操作练习:评定焊工在实际操作中的技能水平,包括设备操作、工件准备、焊接过程控制等;3. 缺陷检查:评定焊工对焊接缺陷的识别和处理能力,通过对焊接样品进行缺陷检查和评定;4. 视频监控:通过视频监控评定焊工在实际操作中的技能水平,以便及时纠正操作不规范的问题。
四、评定步骤焊工操作技能评定应按照以下步骤进行:1. 确定评定项目:根据焊接任务和要求确定评定项目,包括技术要求、操作规程、检验要求等;2. 培训和准备:对需要评定的焊工进行相关培训,使其达到评定要求;3. 理论考试:对焊工进行理论考试,测试其对技术要求和规范的理解程度;4. 操作练习:对焊工进行实际操作练习,测试其设备操作和焊接技术的掌握情况;5. 缺陷检查:对焊接样品进行缺陷检查,评定焊工的缺陷识别和处理能力;6. 视频监控:通过视频监控评定焊工在实际操作中的技能水平,并进行记录和评估;7. 综合评定:根据理论考试、操作练习、缺陷检查和视频监控的结果,综合评定焊工的操作技能水平。
纽科伦公司第三届焊工比赛方案
为了提高电焊工的理论水平和实际操作技能,增强其工作责任心,提升其综合素质,在广大电焊工中形成良好的学习氛围,确保安全生产,纽科伦公司特举办第三届电焊工比赛。
一、主办部门:人力资源室;协办部门:生产部、技术部工艺室
二、比赛奖项设置
第一名:每月奖励120元,为期一年;颁发证书、奖杯;
第二名:每月奖励100元,为期一年;颁发证书;
第三名:每月奖励80元,为期一年;颁发证书;
第四名:每月奖励60元,为期一年;颁发证书;
三、比赛时间:2009年5月下旬
四、比赛项目:手工电弧焊(立焊)、二保焊(平焊)
五、裁判
裁判长:陈军(或李庆峰),副裁判长:仝琦伟;
裁判员:李书奇、孙有社、胡元礼。
六、比赛场地:另行通知
七、比赛说明
(一)、比赛项目:手工电弧焊(立焊角焊缝)、二保焊(平焊平焊缝)
(二)、比赛分理论考试和实际操作两部分。
试题依据《焊工国家职业标准》中高级工的标准及《金属焊接与切割作业》中相关内容制定。
1.理论考试满分100分,占50﹪权重。
2.实际操作100分,占50%权重。
(三)参赛人员
各班组对班组人员进行推荐或自行报名,比例为班组总人数的6%,将推荐名单于2008年5月25日前报生产部,由生产部报到行政部人力资源室,再由人力资源室统一安排时间考
试。
(四)考试方式
1、理论知识采用闭卷笔答方式进行,考试时间为120分钟。
2、实际操作:组对、焊接时间为30分钟。
(五)、理论知识
试题以焊工工艺知识题为主,金属材料、焊接材料、焊接设备相关知识为辅。
试题分为判断题、单选题、多选题。
实行百分制(试题由工艺室于5月25日前准备好)。
(六)、实际操作
1、实际操作项目
实际操作试件规格见附图。
2、试件组对
(1)、参赛选手按抽签结果依次到指定地点进行试件组对。
(2)、领取试件和焊材,自行进行试件组对。
(3)、每位选手所领用试件,在组对前应检查是否符合要求,一般不准调换,若有异议,由裁判长决定是否调换。
(4)、组对时试件的间隙、钝边、反变形均由参赛选手自定。
(5)、试件在组对过程中如不慎装废,选手可以自行修复,但不得调换。
(6)、参赛选手应按规定穿戴劳动保护用品,辅助工具自备。
(7)、监考及工作人员对每名选手的各道工序认真监督确认,对不符合组对要求的应通知选手重新组对,未经检查合格认可的试件,一律不能用于比赛。
3、试件组对规定如下:
(1)组对时间为5分钟;
(2)试件定位焊规定采用与正式焊接相同的焊接方法和焊接材料;
(3)所有试件应点固在正面坡口内:板定位焊在钢板的两端,定位焊每段长≤20mm。
对接板两端不允许加引弧板和引出板,定位焊数不得超过三点,每段长度≤20mm;
4、试件的焊接方向规定如下:
板状对接焊采用一个方向焊接,不得由中间向两端焊或由两端向中间焊,立焊缝采用单道焊;
(七)具体要求
1、正式组对、焊接时间为30分钟。
2、参赛人员在正式比赛前15分钟到场。
开赛迟到10分钟(含10分钟)以上者,按自动弃权处理,焊接口令响后方可开始焊接。
3、选手试电流只能在废料上进行,不准在夹具上、试件上试电流,否则按违反考场规则处理。
4、比赛中不准使用电动工具。
5、试件在施焊过程中均应在焊接支架上进行,不得再变换位置和方向,如遇清理焊缝使试件移位,应在监考人员监督下恢复原位,除最后表面清理外,试件未焊完不准取下。
不得在试件上作任何标记,包括电弧划伤,若违反规则该单项按0分处理。
6、施焊过程中,若试件焊废不予补发,但允许选手在比赛时间内自行手工修复,焊缝的正、反表面不准修复补焊。
若经修复则该试件按2分/次扣分处理。
7、参赛选手要严格按指定的焊条/焊丝规格进行施焊,若发现违反规定者,则该试件不予评分。
8、比赛完毕,选手应认真清理试件表面的焊渣、飞溅,但不能破坏试件焊缝的原始成形,清理好的试件交监考人员检查,监考人员如发现选手对试件未清理干净,有权督促选手返工,清理好的试件由监考人员会同选手将试件交指定地点封号,并在监考记录上双方签字。
9、每位选手试件由监考人员统一做好记号后交探伤、并对外观进行评分。
等探伤结查出来后,对焊件进行二次评分。
(八)操作项目评分
实际操作单项满分为100分,总分为100分。
试件的检验要求:
板仰位:正、反面外观检查焊缝全长,两端各20mm焊缝不评分;100%X射线拍片,去除两端各20mm 焊缝不评分。
外观评分表(一)
项目:手工立焊、CO2焊平焊试件外观检查项目及评分标准(请技术工艺室修改确定)
注:1、焊缝未盖面、焊缝表面及根部已修补或试件做舞弊标记则该单项作0分处理。
2、凡焊缝表面有裂纹、夹渣、未熔合、气孔、焊瘤等缺陷之一的,该试件外观为0分。
(五)比赛用设备、材料
1、焊机:交流弧焊机、二保焊机
2、焊材:J422焊条、E506
3、试板准备:试板样式见附图,共需准备100块。
以上均由生产部于2009年5月25日前准备好。
2.板:平焊(二保手工焊) 材质:
焊丝型号:规格:Ф1.2焊丝
纽科伦(新乡)起重机有限公司
2009年5月25日。