催化裂化烟机发电的探索与实践
- 格式:pdf
- 大小:235.46 KB
- 文档页数:3
催化裂化装置的节能改造及运行分析在石油炼化装置中,催化裂化设备对能量的消耗较大,运行的成本高,通过采用先进的节能技术改造,可以有效地降低催化裂化设备的运行成本。
文章分析了催化裂化设备能量消耗大的原因,提出降低设备能耗的技术改造措施,对于提高催化裂化设备的能量利用率、降低设备的运行成本、提升经济效益均具有重要的作用。
标签:催化裂化装置;节能改造;运行近年来,世界经济发展模式发生了深刻的变革,降低能源消耗、实现低投入高产出已经是企业提高市场竞争力的主要手段。
催化裂化过程的能耗除化学反应热产品转移到产品外,其他能量都通过不同途径散失于周围环境之中。
减少这部分热量损失就是节能。
鉴于经济效益的原因,散失和排放热量是不可避免的,笔者从几个方面论述如何减少排放和损失。
1催化裂化装置耗能大的原因催化裂化装置的能源消耗主要由耗电量、循环水、烧焦、蒸馏水、脱盐水、烟气等构成,其中电量、烧焦又是主要的能源消耗者。
1.1电量消耗分析三机组是催化裂化装置的主要耗电设备,烟机的运行效率会对其用电量产生重要影响,比如,当催化裂化装置正在运行的时候,烟机偶尔会因为震动强度过大而被强制退出系统,这就会增大催化裂化装置的耗电量。
除此之外,催化剂细粉的数量也会对三机组的运行效率产生影响,比如,当细粉在烟机转盘上粘黏堆积的时候,有可能会导致三机组轮轴震动。
1.2烧焦消耗分析催化裂化装置的反再系统和分馏、稳定系统需要在一定的生焦率下来维持自身运转对能量的需求,但生焦率需要控制在一定的比例内,一般受原料轻重和反应深度的影响,生焦率在6%~9%左右。
生焦率过高则系统内部热量严重过剩,会造成能耗大幅度增加,液收也会降低。
2催化裂化装置的节能改造及运行2.1原料结构优化,降低原料重金属和钙的含量钙的主要来源在于原料,优化原料品种,对该装置使用的原油构成中,掺炼渣油的先经过渣油加氢装置进行加氢、脱硫和脱重金属处理,从油种优化前后比较,Fe、Ni等金属含量减少了40%~50%。

催化裂化装置烟机双级改单级对比罗昕摘要:通过对炼油催化裂化装置烟机的改造前后对比分析,综述了双级烟机在使用过程中容易出现的问题,以及改造成单级烟机后所取得的效果。
关键词:烟机;改造更新;单级;双级中国石化长岭分公司催化装置(以下简称1#催化)烟初原采用的是西航设计制造的轴向进气垂直向下排气的双级悬臂式烟气轮机,型号为TP9-90,功率为8 500kW,此机组与主风机配套使用,回收高温烟气能量,为炼油装置主要节能设备。
几年来烟机的运行为分公司带来了巨大的经济效益,但也存在不少严重问题,如转子不平衡、易磨损、稳定性差等,制约了烟机效能的发挥。
2006年3月1#催化装置FDFCCⅢ改造之际,对烟机进行了更新改造,以TP12-90单级悬臂式烟气轮机取代TP9-90双级悬臂式烟气轮机,柔性转子改为刚性转子,改造后运行效果良好。
一、改造前机组存在的问题1#催化装置烟机于1997年4月投用,2006年3月改造更新,运行近9年中,由于烟气中高温催化剂粉尘导致的二级叶片的磨损特别严重。
另外,机组为柔性转子,振动大,烟机腐蚀严重,特别是机组2003年12月4日严重损坏后,机组缺陷增多。
1.磨损由于烟气中高温催化剂粉尘的磨损,一级动叶基本没有磨损,二级动叶根部却较明显,这种磨损就是因为二次流冲蚀引起。
由于一级动叶二次流场弱,而二级动叶二次流场强,因而面磨损较一级严重得多。
此外,由于轮盘冷却蒸汽的径向干扰形成的二次流场造成二级动叶根部磨损。
2.机组振动大绝大多数情况下,转子不平衡是引起烟机振动大的主要因素。
机组新安装或检修后,动平衡都会符合要求,但是运行一段时间以后,由干轮盘或动叶片磨损、叶片或一和二级轮盘间催化剂灰尘堆积结块,这两个主要因素造成转子动平衡破坏。
另外,由于转子为柔性轴,稳定性差,正常运行时转速在5 785r/min左右,刚好是一阶临界转速的二倍,极易造成油膜涡动,导致机组振动增大。
3.烟机腐蚀加剧由于催化烟气中的H2S含量超高,烟机使用时间长,机体被腐蚀严重。

2018年05月关于催化裂化装置主风机组烟机能量回收系统的思考姚金磊胥瑞林(中石油云南石化有限公司,云南昆明650300)摘要:云南石化重油催化裂化装置自开工运行以来,受到烟机轴功率、主风机轴功率以及装置处理量的制约,电动机一直处于耗电做功状态,显现出提高烟机能量回收效率的重要性与迫切性。
关键词:烟机轴功率;主风机轴功率;电机轴功率;节能降耗主风机组承担着再生器烧焦的流化风量以及烟气能量回收的主要作用,是装置节能降耗的主要设备。
本装置主风机组采用三机组配置形式,采用烟气轮机+轴流风机+增速箱+电机的连接方式。
按年平均正常工况考虑,主电机20000KW 无法满足解除烟机后的主风机组-30891KW 低负荷运行功率要求,烟机33000KW 理论上可以单独带动主风机做功,但由于烟机并不能达到理想状态的功率输出,因此主风机组电机长期处于耗电做功的状态,电机发电的可能性不大。
故提高烟机能量回收效率尤其显得重要与迫切。
1主风机组能量回收的影响因素及其处理措施烟机输出轴功率计算公式:N =1.634∗P 1V 1K []1-(P 2/P 1)(K -1)/K η/(K -1)(1)其中N-烟机轴功率KW ,P 1-烟机入口压力KG/CM 2,P 2-烟机出口压力KG/CM 2,V 1-烟机入口流量,K-烟气的绝热系数,η-烟机总效率。
1.1烟机入口压力对于能量回收的影响及建议从某种程度上来看,可以将烟机类比成为一个降压孔板,当烟机入口温度变化不大时,可以用下列公式计算烟机入口压力与流量的关系[1]:P 12=(G +A )/C(2)其中P 1是烟机入口压力KG/CM 2,G 烟气质量流量kg/S ,C,A 均是常熟。
可以看出,当烟机入口温度变化不大时,烟机入口流量与烟机入口压力存在一一对应的关系。
由(1)可以看出,在其他因素不变的情况下烟机入口压力P 1与烟机功率基本呈现出正比关系,提高烟机入口压力可以显著的增加烟机输出轴功率N 。
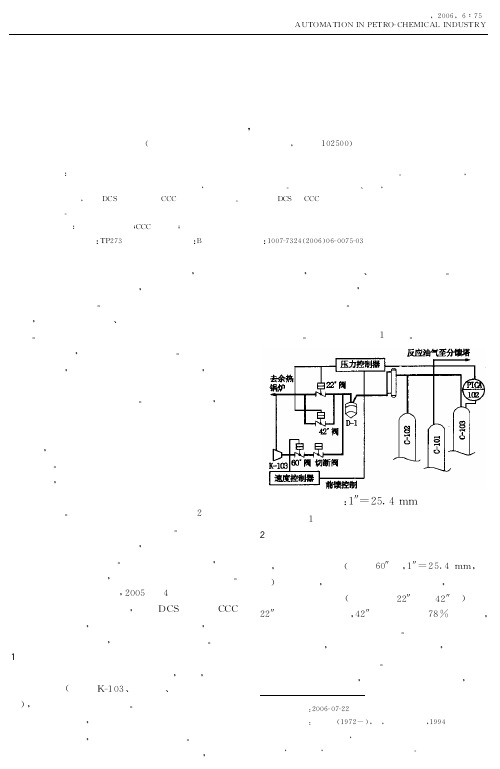
!!收稿日期!*&&’+&$+**作者简介!魏!莉"#($*e #$女$甘肃民勤人$#((<年毕业于大连理工大学自动控制专业$现工作于北京燕山石化公司炼油厂仪表车间$任工程师$研究向工业仪表自动化%催化裂化装置再生器压力控制方案的改进魏!莉$赵会青"北京燕山石化公司炼油厂仪表车间$北京!#&*)&&#!!摘要!催化裂化装置原采用了在烟机紧急停车时打开旁路阀到固定开度来控制再生器压力的控制方案%而在实际生产中$烟机发生紧急停车会造成再生器压力有较大波动$影响了装置的平稳运行%为保证生产的安全&稳定$对三催化机组的控制系统进行了改造$采用K !@手操面板和!!!控制器共同控制%主要介绍K !@和!!!控制器联合控制再生器压力的整体方案及实施效果%!!关键词!再生器压力控制’!!!控制器’组态控制!!中图分类号!B S *$%!!!文献标识码!=!!!文章编号!#&&$+$%*<"*&&’#&’+&&$)+&%!!催化裂化装置是炼油厂的重要装置$反应再生系统是催化的核心组成部分$再生器的压力控制对生产操作至关重要%烟机发电机组作为能量回收部分$是装置降低能耗&有效利用能源的重要组成部分%催化剂在再生器内烧焦时产生的高温烟气推动烟气轮机$从而带动发电机发电%如果高温烟气流量突变$就会破坏再生器的压力平衡$因此确保再生器压力的稳定是保证整个反应再生系统的压力平衡和生产平稳的关键%在实际生产中$烟机因电网波动出现的发电机解裂紧急停车和发生故障引起的停车都将直接影响整个反再生系统的压力平衡$处理不当还会给装置生产带来难以估量的严重后果%目前$国内许多催化裂化装置都采用了在烟机紧急停车时打开旁路阀到固定开度来控制再生器压力的方案%北京燕山石化公司炼油厂*套催化裂化装置也同样采用这种控制方案%但这种控制方案在实际生产中存在不足$每次烟机紧急停车都会造成再生器压力波动%虽然压力波动不大$但影响了装置的平稳运行$都需要几小时的操作调整%为确保装置生产的稳定$*&&)年<月该厂对三催化机组进行控制系统改造$采用K !@操作和!!!控制器共同控制$在烟机出现紧急停车时$降低了再生器压力波动幅度$确保了生产平稳运行%!!工艺流程简介该厂三催化装置分为反应再生$分馏$吸收稳定和四机组"烟机[+#&%&汽压机&主风机和增压机#$双脱及余热锅炉部分%反应再生是催化装置的核心组成部分$预先经过换热的原料油通过反应器变成反应产物$再送到分馏系统处理%反应过程中生成的焦炭沉积在催化剂上进入再生器$用空气烧去焦炭$一再生贫氧&二再生富氧燃烧%再生温度可由外取热器调节$再生后的催化剂把热量带入反应器供反应耗用%从再生器出来的高温烟气经高温取热炉发生蒸气后过三旋去烟机到余热锅炉再去烟囱%控制方案如图#所示%注!#k g *)D <33图#!三催化二再生压力控制方案$!再生器压力控制原方案的不足原有的压力控制方案是当烟机发生联锁停车时$烟机入口蝶阀"简称’&k 阀$#k g *)D <33$下同#全部关闭$不允许烟气进入烟气轮机$而三旋出口烟机两旁路蝶阀"以下简称**k 阀和<*k 阀#中的**k 阀迅速全部打开$<*k 阀约打开到$,j 的位置$防止再生器憋压和催化剂倒流%由于烟机每次发生紧急停车时$当时的烟机发电量不同$因此每次进入烟机的烟气量也不同%停机时二再生压力的压力值每次都不相同$需要的排放量也不同$而每创新与实践!!!!!!!!!!!!!!!!!!!!!!!石!油!化!工!自!动!化$*&&’$’f $)"H B G>"B ?G A?AS C B U G +!E C >?!"T?A K H @B U F次旁路阀都打开到固定位置!满足不了适时的烟气排放量!造成在烟机停机时再生器压力波动较大"同时原控制系统的反应速度不够快!造成了再生器压力无法控制!影响了催化的平稳操作!甚至造成催化装置事故停工"而且原烟机系统的硬件可靠性差!卡件更换频率明显超过了同类系统!导致控制系统的问题越来越严重"综上所述!由于原系统的不合理性!故在*&&)年机组改造中采用了!!!控制器和K !@操作共同控制二再生压力的方案!解决了系统的响应速度和两旁路阀的开度问题!将二再压力的波动减至最小"%!改造后的压力控制系统方案根据存在的问题!*&&)年改造了三催化二再生压力控制系统!将原有的控制方案改为!!!控制器和K !@远程手操面板共同控制"在!!!控制器中!使用速度控制器@?!+$$&#和再生器压力控制器Q ?!+#&*来实现"在K !@画面上做了远程手操面板!为了适应操作工的习惯!组态时使用S ?K 模板来做手操面板"操作人员通过手操面板观察二再生压力的测量值!进行#"H B G $>"A H +"T %切换等功能"烟机压力控制器输出数字量输出信号E F +#&*!给K !@!作为K !@方跟踪请求手自动的信号"从压力控制器送出数字量输出信号S F +#&*"作为它的手自动状态反馈信号"烟机停车信号送给速度控制器&压力控制器和K !@的输出做为紧急停车控制信号"现场二再生压力测量值给K !@及压力控制器作为操作显示和S ?K 运算"K !@手操面板的远程压力设定点EF +#&*=作为压力控制器的设定值!K !@手操面板的远程手动输出E F +#&*"作为压力控制器的手动输出值"烟机的功能控制图如图*所示"K !@与压力控制器的功能控制图如图%所示"图*!烟机的功能控制%D #!速度控制器@?!+$$&#控制烟机入口阀’’&k 阀(的开度!@?!+$$&#接受到烟机出口温度上升速度的控制开关量信号作为降速触点信号!当烟机进入发电状态!@?!+$$&#进入发电有差控制状态!通过改变转速设定值直接控制阀门开度!也可以通过手动输出直接控制阀门开度"图%!K !@与压力控制器的功能控制%D *!再生器压力控制器再生器压力控制器S ?!+#&*兼有S ?K 调节功能和分程控制功能"%D %!速度控制器与压力控制器的控制关系由于催化正常生产时,)j 烟气通过’&k 阀进入烟机膨胀做功发电!约%j 的烟气由三旋带出!约#*j 的烟气由烟机旁路阀排出!而烟机停车时!’&k 阀关闭!要求烟气全部由两旁路阀排出"因此**k 阀!<*k 阀与’&k 阀的阀门开度有一定比例关系!由阀门的流通能力决定"所以设计方案将速度控制器与压力控制器构成前馈控制!速度控制器将控制信号给压力控制器!超前控制旁路阀!克服扰动发生!加快系统的响应速度!使压力控制器调节及时"烟机正常时计算公式如式’#(所列"计算压力控制器输出值通过分程控制两旁路阀"压力控制器输出值g 压力控制器S ?K 输出值d %(i 速度控制器’前输出值e 后输出值(’#(式中!%()))烟机正常时的前馈系数"烟机停车时通过式’*(计算压力控制器输出值g 压力控制器S ?K 输出值d%&i 速度控制器’前输出值e &(’*(式中!%&)))停车时的前馈系统"烟机停车时!在):内强制K !@置于#"H +B G %!不允许K !@手操面板切手动!将算得的压力控制器输出值迅速分程控制两旁路阀的开度"%D <!压力控制器与K !@远程手操面板的控制关系当烟机正常运行时!如果K !@手操面板置于#>04X 0N %状态!压力控制器处于#U ;328;%#B M 0/9+P 47%状态!跟踪K !@面板的手动状态!压力控制器的输出值等于K !@手操面板的手动输出值直接分程控制旁路阀!压力控制器既不做S ?K 调节与速度控制器!也不构成前馈控制"如果K !@手操面板置于#"X 82%状态!压力控制器处于#U ;328;%’$石油化工自动化!!!!!!!!!!!!!!!!!!!!!!!*&&’年!"X 82"#跟踪K !@面板的自动状态#手操面板的远程压力设定点作为速度控制器的远程设定值#二再生压力测量值为控制器的(8值#进行S ?K 调节运算$同时与速度控制器构成前馈控制#通过式%#&计算输出值分程控制**k #<*k 阀$因此跟踪请求信号决定了压力控制器与K !@方手操面板的手’自动状态一致#手操面板接收的手’自动反馈信号也必须与压力控制器相一致$这里设置分程控制的主要目的是让**k 阀#<*k 阀根据工艺的要求满足开停车时大流量和正常生产时小流量的要求#满足正常生产和事故状态下的稳定性和安全性$根据**k 阀#<*k 阀和’&k 阀的流通能力大小#将**k 阀分程点设为&$*)j #<*k 阀分程点为*)j $#&&j #并且都为气关阀$烟机发生紧急停车时):内强制远程手操面板处于!"X 82"状态#压力控制器置于!"X 82"#其设定值取自K !@远程设定0(##做S ?K 调节#与速度控制器构成前馈#通过式%*&计算输出值控制旁路阀$):后K !@手操可进行!手’自动"切换#但要求K !@方手动切自动时设定值跟踪实时测量值#以达到无扰动切换#此项在K !@组态中实现$从K !@到烟机压力控制有一组模拟量输出信号#为远程输出信号#跟踪K !@手操面板的输出值#手操面板置!手动"时输出值可以根据工况调节#压力控制器的输出值等于远程手动输出值$在自动时面板输出值为式%%&计算的值手操面板的输出值g **k 阀阀位i *)jd<*k 阀阀位i $)j%%&由于烟机停车时手操面板必须处于!"X 82"位置#根据式%%&的计算保证了停车后K !@方手操面板的输出值和压力控制器的输出值相一致#实现了双方输出的无扰动切换$&!调试在控制系统正式投用之前#笔者在K !@与!!!控制器之间作了全面的仿真实验#对控制双方的手(自动切换(K !@手操面板测量值与设定值的无扰动切换及!!!控制器的S ?K 模块的参数整定(前馈控制系数等进行了反复实验整定#达到了工艺的要求#确保开车一次成功$图<为烟机停机时改造前后二再生压力的波动曲线图$图<!二再生压力改造前后的波动曲线"!改造后存在的不足由于蝶阀的流通能力与开度不成线性#在烟机出现紧急停车时为了保证**k 阀全关(<*k 阀成一定开度#应该在压力控制器内做线性补偿#这样就能更好地实现无扰动切换#进而更少地减小再生器压力波动$)!结束语*&&)年三催化再生器压力控制系统改造的成功应用#大大提高了工艺的自动控制水平和生产过程的管理水平#对反应再生系统乃至整个催化生产的平稳运行起到了重要的作用#从而取得了巨大的经济效益555555555555555555555555555555555555555555555555$!上接第<(页"图*!工作步序操作按钮U H A )执行程序*@B G S )中止程序*"!["+T "U >)事故确认$考虑到意外情况的发生#在操作画面上设计一个S "H @C ’!G A B ?按钮组合来执行例外块程序及继续独立块程序的运行$画面通过各步序指示框内的颜色变化告诉操作员目前正在执行的步序#同时提供各切换阀的开关状态指示框并通过其颜色变化显示切换阀的开关状态$为了便于操作#画面设计了<个计时器显示框#供操作员修改计时器设定时间及显示相应步序已经完成的时间$"!结束语?’"@;M P ;:根据顺序控制的特点#设计了特定的功能块来监控实施控制功能#使得顺控程序实现变得异常简单$程序中可以设置事故#结合根据工艺流程图制作的操作员画面#操作员可以非常直观地观察工序执行#快速断定故障点#便于操作#同时极大地方便了程序开发人员的程序设计$$$第’期!!!!!!!!!!!!!!!!!魏!莉等D 催化裂化装置再生器压力控制方案的改进。
1概述洛阳石化公司2号催化裂化装置于1997年10月建成投产,装置共包括5部分,即反应再生、分馏、吸收稳定、能量回收、余热锅炉。
设计装置开工时数为8000h ,设计加工量为140×104t/a ,进料组成按100%常压渣油进行,装置型式为同轴式,再生方式为单器单段逆流完全再生。
在此基础上,装置设计能耗为59.61kg 标油/t 。
2008年5月,按开工时数8400h 、加工量140×104t/a 、进料组成为64.3%减压蜡油+35.7%加氢蜡油设计考虑,进行了FDFCC-Ⅲ工艺技术改造,改造后装置设计能耗为65.08kg 标油/t ,同年6月25日开工运行。
2009年初至2010年11月,因多次出现重油沉降器汽提段及待生立管穿孔,于2010年11月23日隔离了汽油提升管及副分馏塔等系统,装置恢复原同轴式催化裂化模式。
汽油提升管及副分馏塔等隔离后,装置开工时数仍按8400h 设计,加工量仍设计为140×104t/a 。
2011年1月5日,针对洛阳石化公司两套催化裂化装置的实际运行特点,实施了第一阶段优化,其中2号催化装置加工原料由全加氢蜡油变为蜡油中掺炼30%闪蒸塔底油,1号催化装置逐渐降低闪蒸油的掺炼比例;当年6月25日,实施了第二阶段优化,2号催化装置加氢蜡油中闪蒸油掺炼量增至70%,同时投用外取热,1号催化装置改全加氢蜡油加工模式。
同年9月装置大检修,10月21日开工至今,2号催化装置加工原料仍为加氢蜡油中掺炼70%闪蒸塔底油,装置保持平稳运行。
2节能措施与效果2.1节水2.1.1循环水2008年,装置改造FDFCC-Ⅲ时期,考虑到其多产丙烯的工艺特点,局部冷却负荷将变大,新增了压缩富气水冷器E1302E (循环水设计流量为220t/h)、稳定塔顶油气水冷器E1315A-D(循环水设计流量为345t/h),以确保压缩富气、稳定塔顶油气的冷却效果,2010年11月23日恢复原同轴式催化装置后,停用稳定塔顶油气水冷器E1315A-D ,降低装置循环水量345t/h 。
催化裂化装置烟气脱硫脱硝运行问题及对策发布时间:2022-10-28T03:51:26.789Z 来源:《科学与技术》2022年第12期6月作者:吴涛[导读] 现阶段,中国社会经济的发展水平不断提升吴涛国家能源集团永州发电有限公司,湖南省永州市,425900摘要:现阶段,中国社会经济的发展水平不断提升,但同时也面临着较为严重的自然资源紧缺问题。
在节能减排环保理念的落实下,中国污染物排放量较大的电厂需要进行改造,同时实施较为完善的催化裂化装置脱硫、脱硝技术。
为落实生态环境部相关,焦炉需要配套脱硫脱硝装置,以满足焦炉烟气超低排放的要求。
目前国内催化裂化装置脱硫脱硝有多种技术方案可供选择,本文通过对比分析目前各种工艺技术的优劣,为焦化企业提供合适的技术方案。
关键词:催化裂化装置;烟气;脱硫脱硝;问题;对策引言随着运行时间的延长,烟气脱硫脱硝单元相继出现了锅炉结垢、外排烟气NOx指标波动、综合塔塔壁腐蚀穿孔、外排水COD(化学需氧量)超标等问题。
经检查和分析,采取了相应的措施,保证了催化裂化联合装置的长周期安全运行。
1脱硫脱硝及烟气除尘技术的现实意义在各行业领域发展的过程中,环保节能理念逐渐渗透,开始引入脱硫脱硝与烟气除尘技术,在社会发展和环境保护关系的平衡方面提供了极大帮助。
为与节能减排发展需求相适应,有必要对此技术加以改进和完善,尽可能优化燃煤的利用率,缩减生产成本,确保工作者与周边居民健康。
伴随人们对于大气环境质量重视程度的提升与污染治理措施的落实,应当积极承担社会责任,充分发挥脱硫脱硝与烟气除尘技术作用,尽快达到节能减排目的,促进社会全面可持续发展。
2催化裂化装置烟气脱硫脱硝运行问题2.1锅炉结垢及外排烟气NOx指标波动烟气脱硝采用NH3与NOx进行还原反应,NH3注入量根据烟气入锅炉的NOx在线检测浓度进行控制。
实际生产中烟气NOx浓度变化较大,注氨量配比少了,NOx可能超标,为确保达标,操作中注氨量总体处于过剩状态,造成氨逃逸量经常超过2.5mg/L以上,过量的NH3与烟气中的SO2反应生成NH4HSO3,造成余热锅炉省煤器结垢,烟气压降上升,发气效率下降,外排烟气NOx指标波动较大。
D800主风机组增设烟机改造实践与效果分析作者:李来君来源:《创新科技》 2014年第1期李来君1,2(1.西安石油大学材料科学与工程学院,陕西西安710065;2.中国石油化工股份有限公司洛阳分公司,洛阳471012)[摘要] 文章对催化裂化装置D800 主风机组新增烟机的改造项目进行了具体陈述,对机组改造效果进行评定。
同时结合运行记录对改造效果进行分析计算,基于试运所得数据对整个机组进行了功率复核,并评述节能效果。
[关键词] 节能降耗;改造效果;功率复核[中图分类号] S379 [文献标识码] A 文章编号:1671-0037(2014)01-58-21 概述中国石化股份有限公司洛阳分公司催化裂化装置主风机组的布置情况为:一套从美国引进的I-R主风机-烟气轮机机组做主机,一套凝汽式汽轮机驱动的D1800主风机作备机。
为配合装置处理量的需要,该公司于2000年增设了一台D800风机,基本上满足了装置满负荷操作时的供风需求。
在D800风机并入后,装置所产生的烟气量随之增加,原引进的I-R烟气轮机不能完全消化,装置的双动滑阀开度较大,致使一部分烟气的压力能和热能没有较好利用,装置的能耗较大。
为增加经济效益,该公司经过多方论证,决定为D800风机增设烟气轮机回收这部分能量,达到降低装置能耗的目的。
2 改造方案2.1 基本情况为了降低成本和合理利用资源,本次增设的烟气轮机为以前替换下来的YL-3000B型烟气轮机。
增设的原则是:充分依托现有的生产装置和公用工程配套设施,利用现有基础及管道设施,节约投资,在确保平稳运行的基础上,最大限度地回收烟气能量。
2.2 工程设计根据现场实际情况,工程设计内容主要有:2.2.1 更换烟机底座及损坏部件,增设烟机-风机膜片式背齿保安型联轴器。
2.2.2 配齐所缺烟机轴系仪表及调节阀组仪表。
2.2.3 配套改造润滑油系统。
D800风机增加烟机后,原有的油站供油量不够,拟采用D1800主风机组(编号:1311/1)的油站向D800主风机-烟机机组(编号:1311/2)供油。