平台珩磨网纹指标解释
- 格式:pdf
- 大小:101.75 KB
- 文档页数:2
金刚石平台网纹珩磨工艺及加工参数分析贾秀杰梁明柱李剑峰山东大学摘要:介绍了内燃机气缸套的金刚石平台网纹珩磨工艺的特点及其对机油耗的影响。
通过金刚石平台网纹珩磨工艺试验,对所采用的设备、珩磨参数、砂条的选择及珩磨中易出现的问题进行了探讨。
关键词:珩磨, 金刚石, 平台网纹, 气缸套, 内燃机D iamond Flat Table Honing Technology and Its Parameter AnalysisJia Xiujie Liang Mingzhu Li JianfengAbstract:The characteristics of diamond flat table honing technology of the cylinder li ner and the i nfluence of the technology to oil consumption are summarized.Through the honing process experiment of diamond flat table,the new honing process eq uip men t,honing parameters,selection of device and problems occurrin g while honing are discussed.Keywords:honing, diamond, flat table net grain, cylinder li ner internal, gas engine1 引言如何降低尾气排放、减少环境污染成为全世界共同关注的课题。
影响有害物质排放的因素很多。
直接或间接源于发动机中润滑油的污染物排放,也是一个不可忽视的因素。
其中关键在于燃烧室本身。
如果进入燃烧室的润滑油过多,高温高压将使润滑油燃烧,从而引起排放超标[1]。
因此,燃烧室存在的润滑油对发动机的废物排放起着非常重要的作用。
But honing has moved forward in the meantime and along with it the surface structures together with the corresponding roughness parameter have been further refined for an even lower oil consumption and thus emission of combustion engines. The latest honing specification proven by Nagel and recommended for low oil consumptions is as follows:(这几年来,为了追求更低的油耗和满足更高的排放标准,我们NAGEL也和一些厂家合作,致力于开发更好的珩磨网纹参数。
以下是我们NAGEL经过大量试验证明的能进一步降低机油消耗的最新网纹参数:)Rpk ≤ 0,2 µmRk = 0,2 – 0,6 µmRvk = 1,0 – 2,0 µmMr1 ≤ 10%Mr2 = 60 – 80%This specification has been proven in vast and extensive trials by Nagel with and without partners in the car industry. It provides at present the highest level of quality for piston bores of combustion engines for low emissions and high life times. Thus this specification was adopted by lots of engine manufacturers as well as engineering companies like FEV and AVL.(上述网纹参数已经通过NAGEL及一些合作的汽车生产商的大量和广泛的试验得到了证实。
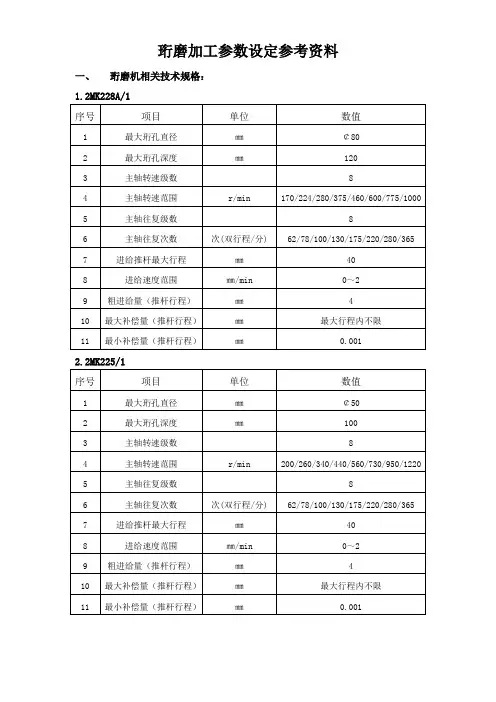
珩磨加工参数设定参考资料一、珩磨机相关技术规格:1.2MK228A/12.2MK225/13.加工参数1) P1:对刀点。
单位:mm2)P2:工进量。
单位:㎜。
顶杆的移动量。
最小设定值0.001㎜。
3)P3:工进速度。
单位:㎜/min(毫米/每分钟)。
此值可在0~2㎜/ min之间连续设定。
4)P4:刀具磨损补偿量。
单位:㎜。
根据刀具的磨损值设定此参数,并于P6和P7配合使用。
5)P6:补偿次数。
单位:次。
根据加工多少件补偿一次设定此值。
设定为0,表示不补偿;设定为1.则每加工一件补偿一次;设定为2,表示第一件不补偿,第二件补偿;以此类推。
6)P7:有无补偿。
若设定为0,表示没有补偿;若设定其他值,则表示有补偿。
7)精珩时间:单位:S(秒)。
精珩时间最长可设定为99秒。
二、珩磨前的准备工作:1.工装调整:1)选择适用的珩磨杆、瓦,将其装在主轴上面。
2)将定位盘装在工装上面。
3)根据产品的顶深调整珩磨深度。
2.产品分类要求:(采用分组珩磨的方法)1)磨后成品尺寸要求¢D 0/+0.03的内孔分组要求:珩磨前把镀后内孔尺寸进行分组,0.01㎜为一组,即¢D-0.01~0、0~+0.01、+0.01~+0.02三组,尺寸在-0.01~-0.02㎜的检出,单独设定珩磨参数加工。
尺寸大于+0.02㎜的退电镀返镀。
2)磨后成品尺寸要求¢D 0/+0.025的内孔分组要求:珩磨前把镀后内孔进行分组,即¢D-0.01~0、0~+0.015两组,尺寸在-0.01~-0.02㎜的检出,单独设定珩磨参数加工。
尺寸大于+0.015㎜的退电镀返镀。
3)将内孔返镀产品与内孔第一次电镀产品区分,上述分组要求是针对内孔第一次电镀的产品。
为避免内孔珩磨不光,返镀(内孔粗糙)的产品直径尺寸应控制在¢D -0.03/0,这类产品检出后单独设定珩磨参数加工。
三、加工参数的设定:(以缸径¢40为例)1.对刀点的设定:(分组对刀)1)珩磨杆、瓦装好后,将工作台落下,将缸体内孔套在珩磨瓦上,点动膨胀键。
气缸孔平台珩磨的质量改善作者:道依茨一汽(大连)柴油机有限公司吴德海珩磨是磨削加工的一种特殊形式,又是精加工中的一种高效加工方法。
这种工艺不仅能高效去除较大的加工余量,而且是一种提高零件尺寸精度、几何形状精度和表面粗糙度(一般可达Ra0.2~1.0mm,甚至可以低于Ra0.025mm)的有效加工方法,尤其适合于薄壁孔和刚性不足的工件或较硬材料工件的加工,在汽车零部件的制造中应用很广泛,尤其是发动机缸体的制造。
气缸孔平台网纹珩磨平台珩磨、滑动珩磨是较普通珩磨更为先进的珩磨工艺,具有气缸孔表面微观形貌呈光滑的平顶(而不是尖峰),与相对较深的波谷(与普通珩磨相比波谷较深)规律性地间隔分布、发动机的磨合周期短、润滑条件好和生产效率高等优点,是目前发动机气缸孔珩磨工艺的主流。
平台珩磨和滑动珩磨工艺对于提高汽车发动机的气缸体质量、提高发动机的使用寿命,提高发动机的经济性和动力性有重要意义,特别是对克服发动机早期磨损和降低发动机油耗等方面起到了至关重要的作用。
本文结合我公司实际应用重点探讨平台网纹珩磨。
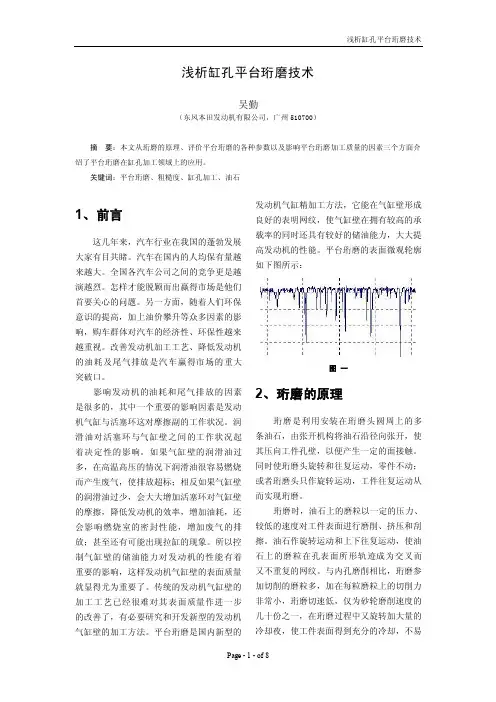
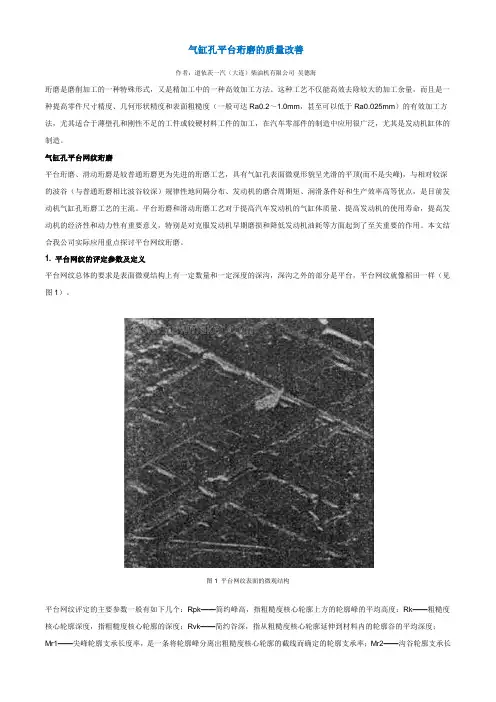
1. 平台网纹的评定参数及定义平台网纹总体的要求是表面微观结构上有一定数量和一定深度的深沟,深沟之外的部分是平台,平台网纹就像稻田一样(见图1)。
图1 平台网纹表面的微观结构平台网纹评定的主要参数一般有如下几个:Rpk——简约峰高,指粗糙度核心轮廓上方的轮廓峰的平均高度;Rk——粗糙度核心轮廓深度,指粗糙度核心轮廓的深度;Rvk——简约谷深,指从粗糙度核心轮廓延伸到材料内的轮廓谷的平均深度;Mr1——尖峰轮廓支承长度率,是一条将轮廓峰分离出粗糙度核心轮廓的截线而确定的轮廓支承率;Mr2——沟谷轮廓支承长度率,是一条将轮廓谷分离出粗糙度核心轮廓的截线而确定的轮廓支承率;Rz——平均峰谷高度,是指每一个测量距离内粗糙度轮廓的最大轮廓峰顶高度与最大谷底深度之和,通常取5个单位测量范围内的平均值;珩磨角——一般是指网纹交叉线在垂直于轴线方向上的夹角。
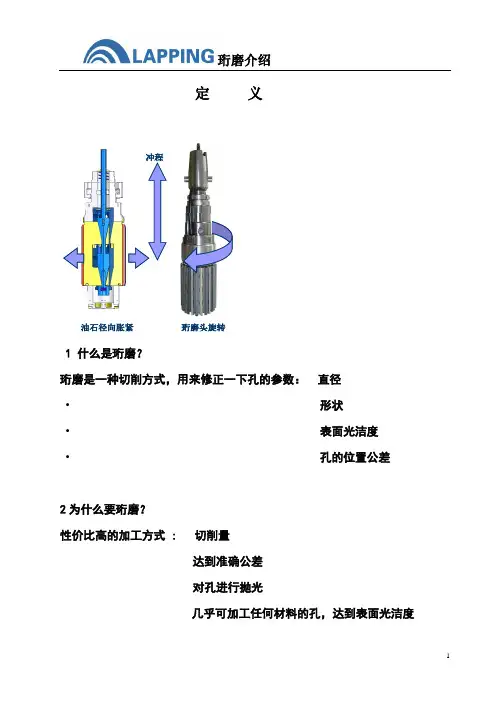
定 义1 什么是珩磨?珩磨是一种切削方式,用来修正一下孔的参数: 直径• 形状• 表面光洁度• 孔的位置公差2为什么要珩磨?性价比高的加工方式 : 切削量达到准确公差对孔进行抛光几乎可加工任何材料的孔,达到表面光洁度珩磨头旋转 油石径向胀紧珩磨工具单动工具组合工具加工盲孔工具单冲程工具去毛刺工具In-Tool Sizingsizing plug旋转分配器在线及线外测量系统油 石LAPPING 公司可提供适合所有的珩磨用油石 适用于珩磨机的不同型号可根据客户要求定制各种规格油石。
• 陶瓷 AlO 3 或 SiC• 氮化硼• 电镀金刚石• 烧结金刚石• 刷状油石1、珩磨网纹珩磨加工产生的网纹角度是由轴向冲程运动与轴转速的比率决定的。
目前在加工中通常所采用的轴转速范围为15~50m/min。
这样会缩短加工时间,达到更好的形状和粗糙度。
2、珩磨粗糙度决定因素很多,主要如下粗珩油石和精珩油石的金刚石晶体的粒度和密度油石条用的结合剂油石的胀紧压力主轴转速珩磨工艺(Honing Process)是磨削加工的一种特殊形式,又是精加工中的一种高效加工方法。
这种工艺不仅能去除较大的加工余量,而且是一种提高零件尺寸精度、几何形状精度和表面粗糙度的有效加工方法,在汽车零部件的制造中应用很广泛。
珩磨加工原理珩磨是利用安装于珩磨头圆周上的一条或多条油石,由涨开机构(有旋转式和推进式两种)将油石沿径向涨开,使其压向工件孔壁,以便产生一定的面接触。
同时使珩磨头旋转和往复运动,零件不动;或珩磨头只作旋转运动,工件往复运动,从而实现珩磨。
在大多数情况下,珩磨头与机床主轴之间或珩磨头与工件夹具之间是浮动的。
这样,加工时珩磨头以工件孔壁作导向。
因而加工精度受机床本身精度的影响较小,孔表面的形成基本上具有创制过程的特点。
MB4215珩磨机试验平台网纹珩磨
黄国宁
【期刊名称】《内燃机配件》
【年(卷),期】1999(000)002
【摘要】气缸套内孔珩磨平台网纹,要着重考虑四个主要的技术参数:1)网纹沟槽深度,2)网纹沟槽宽度,3)平台面积,4)网纹角度,同时还要求网纹纹路要清晰、无乱纹。
对于沟槽深度、宽度、平台面积主要是选用合适的金刚石砂条和选择合适的加工量;对于网纹角度,主要是选择合适的主轴转速及磨头的往复速度;但是要在MB4215珩磨机上获得清晰、无乱纹的平台网纹,则需要采取一些特殊的工艺措施。
【总页数】2页(P42-43)
【作者】黄国宁
【作者单位】广西柳州内燃机配件厂
【正文语种】中文
【中图分类】TG580.67
【相关文献】
1.上海善能交叉网纹超精密珩磨机 [J],
2.珩磨机往复换向加速度对珩磨网纹质量的影响研究 [J], 张永贵;杨云江;徐建华;龚俊
3.在MB4215珩磨机实现气缸套平台网纹珩磨的探讨 [J], 钟俏灵;蒋智庆
4.上海善能机械有限公司:GM-5000TM交叉网纹珩磨机 [J],
5.MB4215珩磨机调节器的改进 [J], 苏志杰
因版权原因,仅展示原文概要,查看原文内容请购买。

《珩磨工艺的关键性技术》——工程师:行心聪第一篇基础参数一、基本术语和定义(一)、表面、轮廓和基准的术语与定义表面粗糙度国家标准GB/T3505—1983规定了有关表面和参数的术语及其定义。
1)、实际轮廓—平面与实际表面相交所得的轮廓线。
2)、横向轮廓—垂直于表面加工纹理方向的平面与实际表面相交所得的轮廓线。
※在评定或测量表面粗糙度时,除非特别指明,通常均指横向轮廓。
3)、基准线—用以评定表面粗糙度参数的给定的线。
4)、取样长度(le)—用于判别具有表面粗糙度特征的一段基准线长度。
规定和选择取样长度是为了限制和减弱表面波纹度对表面粗糙度测量结果的影响。
取样长度应在实际轮廓总的走向上量取。
5)、评定长度(ln)—评定轮廓所必须的一段长度,它可包括一个或几个取样长度。
8)、轮廓的算术平均中心:具有几何轮廓形状,在取样长度内与轮廓走向一致的基准线。
在取样长度内由该线划分使轮廓上、下两边的面积相等。
※规定算术平均中线是为了用图解法近似地确定最小二乘中线。
当轮廓具有明显的周期性,其走向已定时,则“等面积”中线是唯一的。
当轮廓为不规则时,其走向在某一范围内就不确定,则可在该范围内绘出一簇“等面积”,而其中只有一条线与最小而乘中线重合。
9)、轮廓峰:在取样长度内轮廓与中线相交,连接两相邻交点向外(从材料到周围介质)的轮廓部分。
10)、轮廓谷:在取样长度内轮廓与中线相交,连接两相邻交点向内(从周围介质到材料)的轮廓部分。
※在取样长度的始端和终端,轮廓的向外和向内部分,也分别是轮廓峰和轮廓谷。
11)、轮廓峰顶线:在取样长度内平行于基准线并通过轮廓最高点的线。
12)、轮廓谷低线:在取样长度内平行于基准线并通过轮廓最低点的线。
13)、轮廓水平截距(c):轮廓峰顶线和平行于它并与轮廓相交的截线之间的距离,它可用微米或轮廓最大高度Ry的百分数表示。
(二)与微观不平度高度特性有关的表面粗糙度参数1)、轮廓峰高(y p):中线至轮廓峰最高点之间的距离。
珩磨网纹完整性工艺应用研究杨守军;马洪侠;陈政弘;唐灵聪;李红旗;王瑞平【摘要】缸孔是发动机燃烧室的心脏部件,引导活塞做往复直线运动。
缸孔表面网纹的质量直接影响着发动机排放和使用性能。
珩磨是加工缸孔内表面网纹的重要手段之一。
表面网纹参数与进给速度、转速、砂条数量、越程量等息息相关。
在其他条件均固定的前提下,研究越程量对网纹完整性的影响。
结果表明:当越程量L0在一定范围时网纹具备完整性,当越程量L0=28.791时,多次冲程轨迹重复,缸孔表面存在未加工区域,网纹不完整。
提出的计算方法可用于指导网纹质量调整。
%Cylinder bore is the heart component of the engine combustor, and it guides the piston reciprocating linear motion. The quality of the cylinder bore surface mesh directly affects the engine emissions and performance. Honing is one of the im-portant means of machining cylinder bore surface mesh. Surface mesh parameters relate to the feed speed, the rotational speed, the number of honing sticks, the overruns and so on. In this paper, the influence of the overruns on the integrity of mesh is researched on the premise of other conditions are fixed. The results show that the mesh is with integrity when the over-runs L0 in a certain range;while when the overruns L0=28. 791, the stroking tracks repeat, and there is unprocessed area on cylinder bore surface, the mesh isn't integrity. Calculation proposed in this paper can provide guidance to adjust the mesh quality.【期刊名称】《机械研究与应用》【年(卷),期】2015(000)005【总页数】3页(P81-83)【关键词】筛分机;发动机;珩磨;网纹【作者】杨守军;马洪侠;陈政弘;唐灵聪;李红旗;王瑞平【作者单位】宁波吉利罗佑发动机零部件有限公司,浙江宁波 315336;宁波吉利罗佑发动机零部件有限公司,浙江宁波 315336;宁波吉利罗佑发动机零部件有限公司,浙江宁波 315336;宁波吉利罗佑发动机零部件有限公司,浙江宁波315336;宁波吉利罗佑发动机零部件有限公司,浙江宁波 315336;宁波吉利罗佑发动机零部件有限公司,浙江宁波 315336; 浙江吉利罗佑发动机有限公司,浙江宁波 315800【正文语种】中文【中图分类】V464随着世界环境的恶化,人民的环保意识日益加强,因此各国对排放的要求越来越高[1],汽车作为全世界主要的交通运输工具,其排放备受业界关注,气缸套缸孔珩磨机技术应运而生。
Rk:有效负荷粗糙度
Rpk:初期摩耗高度
Rvk:贮油槽深度
Mr1:负荷长度率1(支撑率1)
Mr2:负荷长度率2(支撑率2)
设定BAC 上的点,在mr值之差为40%的两点(点A、点B)上。
通过一直线中,求得与曲线倾角最小的点A、B直线。
.这条直线和mr=0及mr=100的直线的两个交点分别设为点C和点D。
这个点C和点D的纵轴上的值(截断水平面)的差称之为Rk。
同点C 相同的截面断水平面即BAC曲线上的点称之为点H。
BAC曲线和mr=0的直线之交点称之为点I。
此时,分线CH和分线CI及曲线HI围积出来的面积和三角形CHJ的面积相等且mr=0的位置上求得点J。
这个C点和J点的距离称之为Rpk。
此值点H的mr值称之
为Mr1。
同样,点D和同截面BAC曲线上的点称之为E点。
BAC曲线和mr=100r的直线的交点称之为点F。
此时,分线DE、分线DF、曲线EF围构成的面积和mr=100的直线之交点称之为F点。
此时,分线DE、分线DF、曲线EF围构成的面积和三角形DEG的面积相同mr=100上求得G点。
这个D点和G点的距离称之为Rvk,这时点E的mr值称之为Mr2。