发动机缸孔珩磨网纹评定及常见网纹问题解析
- 格式:pdf
- 大小:302.85 KB
- 文档页数:4
发动机缸体缸孔珩磨圆度影响因素研究1. 引言1.1 研究背景。
发动机是现代机械装置中的重要组成部分,它的性能直接影响着整个车辆的运行效率和稳定性。
发动机的缸体和缸孔是发动机内部重要的部件,缸体是安装在发动机上的整体成型的部件,而缸孔则是在缸体上加工而成的圆形孔洞,用于容纳活塞运动。
在发动机工作过程中,缸体和缸孔之间的相互关系对发动机的性能有着重要影响。
缸孔的圆度是一个关键参数,它直接影响着活塞与缸孔之间的密封性和摩擦性,进而影响着发动机的效率和稳定性。
在实际生产中,由于材料的特性、加工工艺的不同等因素的影响,缸孔的圆度往往无法达到设计要求,从而影响着发动机的性能表现。
研究珩磨对缸孔圆度的影响因素,有助于优化发动机缸体的加工工艺,提高发动机的性能和可靠性。
1.2 研究目的研究目的是通过分析发动机缸体与缸孔的关系,探讨珩磨对缸孔圆度的影响因素。
通过对材料的影响、工艺参数的影响等因素进行研究,揭示珩磨过程中对缸孔圆度的影响机理。
通过详细的研究方法,对发动机缸孔的珩磨效果进行评估,为提高发动机性能提供科学依据。
研究缸孔圆度对发动机性能的影响,为改进发动机设计与制造提供参考。
通过本研究,我们旨在为进一步深入了解发动机缸体与缸孔的关系,提高发动机性能,推动发动机制造技术的发展提供理论基础和实际指导。
1.3 研究意义发动机缸体缸孔珩磨圆度影响因素研究的研究意义在于深入探索发动机性能优化的关键因素,为提高发动机的效率、降低燃油消耗和减少排放量提供理论支持和技术指导。
研究发动机缸体与缸孔的关系,珩磨对缸孔圆度的影响因素,以及材料和工艺参数的影响,有助于优化发动机结构设计和制造工艺,提高发动机的运行稳定性和可靠性。
通过对缸孔圆度对发动机性能的影响进行研究,可以为新技术的推广和应用提供理论基础,促进发动机行业的发展和升级。
未来的进一步研究方向包括对新材料、新工艺和新技术的探索,以及对发动机性能优化的持续改进。
这项研究具有重要的理论意义和实用价值,对提高发动机性能和环保性具有积极的促进作用。
发动机缸体缸孔珩磨圆度影响因素研究
发动机缸体是连接汽缸盖和汽缸体的结构,其缸孔珩磨圆度对于发动机的性能和使用寿命都具有非常重要的影响。
因此,对于缸孔珩磨圆度的影响因素进行研究对于发动机的研发和生产都非常必要。
发动机缸体缸孔的珩磨圆度是指缸孔的中心线与圆形中轴线之间的偏移量。
通常情况下,缸孔的珩磨圆度应该控制在0.05毫米以内,否则会对发动机的性能产生不良影响。
具体来说,珩磨圆度越大,缸内气体的泄漏就越严重,会降低发动机的压缩比和功率输出,还会导致燃油消耗增加,噪音加大,甚至还会造成严重事故。
造成缸孔珩磨圆度偏差的因素主要有以下几个方面:
1.加工精度不足。
一般来说,缸体的加工精度决定了缸孔的珩磨圆度,如果加工误差较大,就容易导致缸孔的中心线与圆形中轴线之间的偏移量过大。
2.材料的不均匀性。
缸体材料的不均匀性也会对缸孔的珩磨圆度产生影响,如果材料的密度不均匀或者存在内部缺陷,就会导致缸孔的偏移量较大。
3.操作员的技术水平。
珩磨是一项需要高技术水平操作的工艺,如果操作员的技术水平不高,就难以保证珩磨的精度。
4.设备的质量问题。
设备的质量也是导致缸孔珩磨圆度偏差的原因之一,如果设备的精度达不到要求,就会导致缸孔的珩磨精度不足。
因此,要想控制发动机缸体缸孔的珩磨圆度,需要从上述方面入手,提高加工精度,选用高质量的原材料,培养高技术水平的操作员,并且选购高精度的设备。
此外,在实际生产过程中,还需要进行严格的检验和控制,确保缸孔的珩磨圆度达到要求,从而保证发动机的性能和使用寿命。

浅析发动机零部件加工中的珩磨技术论文导读:珩磨工艺是磨削加工的一种特殊形式,又是精加工中的一种高效加工方法。
发动机汽缸体缸孔珩磨是平台珩磨最典型的应用。
平台珩磨后可在缸孔(或缸套)表面形成一种特殊的结构,这种结构由具有储油功能的深槽及深槽之间的微小支承平台表面组成。
铰珩工艺是在传统珩磨工艺的基础上发展起来的新工艺,其加工过程中融入了铰孔的特点,目前在缸体曲轴孔、连杆大小头孔的精整加工中广泛应用。
发动机缸孔表面的微观质量,决定了发动机运转时的磨合性能、运转可靠性和润滑油消耗,通过刷珩工艺可以缩短发动机的磨合时间和显著降低润滑油消耗。
在这种情况下进行的珩磨称作模拟珩磨,工件的珩磨质量可显著提高,工件的宏观形状精度可提高五至十倍。
关键词:珩磨,平台珩磨,铰珩,刷珩,模拟珩磨,缸孔珩磨工艺是磨削加工的一种特殊形式,又是精加工中的一种高效加工方法。
这种工艺不仅能去除较大的加工余量,而且是一种提高零件尺寸精度、几何形状精度和表面粗糙度的有效加工方法,在发动机零部件的制造中广泛应用。
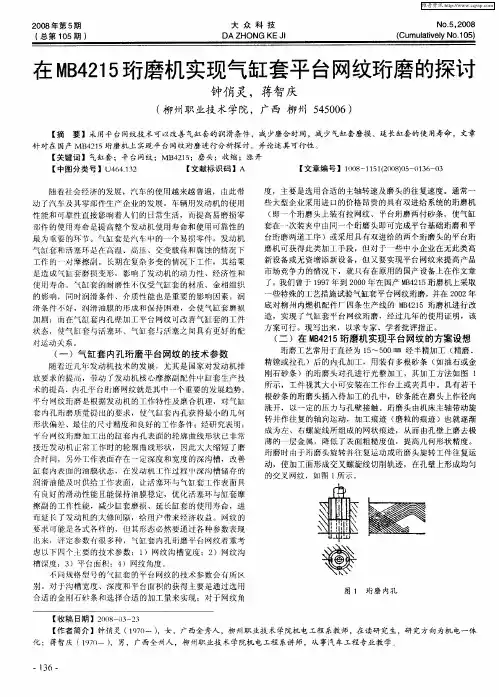
珩磨加工原理珩磨是利用安装于珩磨头圆周上的一条或多条油石,由涨开机构(有旋转式和推进式两种)将油石沿径向涨开,使其压向工件孔壁,以便产生一定的面接触。
同时使珩磨头旋转和往复运动,零件不动;或珩磨头只作旋转运动,工件往复运动,从而实现珩磨。
在大多数情况下,珩磨头与机床主轴之间或珩磨头与工件夹具之间是浮动的。
这样,加工时珩磨头以工件孔壁作导向。
因而加工精度受机床本身精度的影响较小,孔表面的形成原理基本上类似两块平面运动的平板相互对研而形成平面的原理。
珩磨加工特点加工精度高:中小型的通孔加工,其圆柱度可达0.001mm 以内。
一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。
对于大孔(孔径在200mm以上),圆度也可达0.005mm,如果没有环槽或径向孔等,直线度可达到0.01mm/m以内。
表面质量好:珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热损伤和变质层,变形小,珩磨加工面几乎无嵌砂和挤压硬质层。
发动机缸体缸孔珩磨圆度影响因素研究一、引言发动机是汽车的核心部件之一,其性能直接关系到汽车的动力输出和燃油效率。
而发动机缸体缸孔的精度对发动机性能有着重要影响。
本文旨在探讨发动机缸体缸孔的珩磨圆度对发动机性能的影响因素,以期为发动机缸体制造工艺提供参考。
1. 材料选择:发动机缸体缸孔的材料选择直接影响缸孔的珩磨性能。
通常情况下,高性能发动机缸体缸孔会采用一些高强度、高耐磨的特种材料。
这些特种材料的选择能够提高缸孔的耐磨性和耐磨性,从而提高发动机的性能和使用寿命。
2. 设计及工艺:缸体缸孔的设计及其成型工艺对缸孔的珩磨圆度有着直接的影响。
如果设计及工艺不合理,会导致缸孔的形状不规整、尺寸不准确,从而影响缸孔的珩磨圆度。
5. 珩磨液体:珩磨液体在缸体缸孔珩磨加工中起着冷却、润滑、清洁等作用。
如果珩磨液体的质量不佳、不干净、不适宜,则会影响到缸孔的珩磨圆度。
6. 操作员技术水平:操作员的技术水平直接关系到缸孔的珩磨圆度。
技术不熟练、操作不规范、技术水平不高都会导致工艺不过关,从而影响到缸孔的珩磨圆度。
三、提高发动机缸体缸孔珩磨圆度的措施1. 优化材料选择:选择高强度、高耐磨的特种材料,提高缸孔的抗磨性和耐磨性。
2. 合理设计及先进工艺:优化缸孔的设计,采用先进的成型工艺,确保缸孔的尺寸及形状准确。
3. 严格执行珩磨工艺:对珩磨工艺的执行进行技术约束,确保珩磨工艺的规范。
确保珩磨工艺水平过关,技术执行到位。
4. 合理切削工艺:优化切削工艺参数,提升加工质量,确保缸孔的珩磨圆度。
5. 选用质量良好的珩磨液体:选择质量好、清洁干净的珩磨液体,确保珩磨液体的质量及适宜。
6. 提高操作员技术水平:加强操作员技术培训,提高操作员的技术水平,确保操作规范、技术过硬。
四、结语发动机缸体缸孔的珩磨圆度对发动机性能有着重要的影响,而影响珩磨圆度的因素也有很多。
在实际的制造工艺操作过程中,需要采取一系列措施以提高发动机缸体缸孔的珩磨圆度。
影响珩磨质量的因素1)缸套的刚性、壁厚均匀程度和材料的均一性缸套的刚性与壁厚不均匀会导致珩磨后的尺寸精度和形状精度变差,对网纹的一致性也有影响,特别是已装入气缸孔的半成品缸套(取决于气缸孔底孔),这些影响很难在加工过程中彻底纠正。
材料的不均一给珩磨带来的影响是不可预测和估计的。
2)前一道工序的加工质量首先要留有合适的加工余量。
珩磨的加工余量一般在0.02~0.08mm,最理想的余量为0.03~0.05mm。
余量过大会导致节拍加长,珩磨条钝化严重,珩磨头导向条磨损加速。
余量过小会导致无法修正和提高孔的尺寸、形状精度及表面粗糙度。
第二是珩磨前的圆柱度不能太差,否则无法纠正过来,一般圆柱度在0.02以内会得到较好的纠正。
第三是珩磨前的表面粗糙度2.5mm左右,粗糙度过大会导致珩前刀纹去除不掉,粗糙度过小会导致一般在Ra珩磨困难,节拍成倍增加。
3)珩磨条珩磨条相当于切削刀具,用来去除余量并达到一定的精度要求,珩磨条对珩磨质量和效率起着最关键的作用。
对于平台网纹珩磨来说,粗珩磨条负责去除较大的余量并改善原有的形状精度和粗糙度,精珩磨条则去除较小的余量,形成沟谷和平台,并达到最终的尺寸精度和形状精度。
珩磨条的粒度和硬度是两个重要参数,粒度越大珩磨效率越高,硬度越高,珩磨条的寿命越长,所以珩磨效率与珩磨条的寿命有时是一对矛盾。
珩磨条的材料有多种,金刚石和碳化硅(油石)是最常用的两种,现在粗珩磨条一般都用金刚石材料,精珩磨条有用油石的也有用金刚石的,但是目前业内精珩还是用油石的比较多。
4)粗、精珩磨余量、压力及时间一般是粗珩的余量大,压力也大,基础、精珩的余量小,压力也小,若是二次珩磨工艺,精珩的余量一般为10~15μm,若是三次珩磨,前两次珩磨的余量一般应在20~30μm。
珩磨压力越大,珩磨效率越高,反之亦然,但对于珩磨质量来说,珩磨压力过高往往是没有好处的。
5)主轴行程和珩磨条越出孔两端的大小行程大容易产生腰鼓形孔,中间小两头大,行程小容易形成鼓形孔,中间大两头小,哪一端越出量大,哪一端的孔径相应的就会大,所以必须适当控制行程和珩磨条越出两端的大小,并根据实际加工情况适时加以调整才能保证质量。
发动机缸体缸孔珩磨圆度影响因素研究摘要:导致缸孔圆度超差的因素有很多,为了找出真正的原因,必须要对缸体缸孔圆度超差位置进行统计分析,与此同时,还要将缸孔珩磨的加工特点一同考虑进去。
为了找出影响缸体缸孔珩磨圆度的因素,要从不同的角度考虑,比如,缸体缸孔壁厚、珩磨加工余量分布等角度,寻找出控制和改善缸体缸孔圆度的最佳方案。
关键词:发动机;缸体;珩磨;圆度;缸孔壁厚0.引言影响发动机的排放和油耗的因素有很多,其中最重要的因素是发动机缸体缸孔圆度。
而且目前针对油耗和排放的法律法规越来越严格,因此必须要注重缸体缸孔圆度的加工质量。
本文对不同缸体和不同缸孔进行了对比与分析,寻找和研究影晌缸体缸孔珩磨圆度的因素,而解决缸孔圆度超差的问题则是目前最重要的。
1缸孔珩磨工艺介绍及现状调查1.1缸孔珩磨工艺介绍(1)粗珩:去余量,此时的缸孔经过精镗后表面十分粗糙,需要粗珩来消除前面精镗缸孔所产生的的几何误差,使缸孔圆度、圆柱度均符合工艺要求,为后面的半精/精珩打好基础,相当于一个过渡阶段。
(2)半精珩:拉网纹(拉沟槽),是要在缸孔表面形成清晰可见的、对称的、均匀的网纹,并在微观轮廓上形成具有一定数量和深度的沟槽。
(3)精珩:去掉粗珩产生的波峰而保留其波谷,从而使轮廓曲线上出现一定宽度和数量的平台,并保有一定深度的沟槽。
1.2缸孔圆度现状调查为了使调查的结果更具有权威性,通过对25件超差缸体的圆度测量进行数据分析,整理后发现圆度超差50%在第二缸,另外50%在第三缸;超差(圆度上限:5um)出现在中间的第3截面的几率占85.4%;出现在第4截面的占14.6%。
根据调查可以发现,不论是圆度超差的不合格缸孔还是合格的缸孔,都会在中间3截面处得最大的孔圆度,而且两端截面与其他相比是比较好的。
1.3缸孔圆度超差原因为了找出缸孔圆度超差的真正原因,分析了超差缸体缸孔圆度和缸孔形状,最后得出缸体在珩磨的加工过程中位置不同受力不同,导致形状存在着差异,而且中间位置上的两个缸孔变形最大,这是因为它们在珩磨后材料回弹最严重。
珩磨是磨削加工的一种特殊形式,属于光整加工。
需要在磨削或精镗的基础上进行。
珩磨加工范围比较广,特别是大批大量生产中采用专用珩磨机珩磨更为经济合理,对于某些零件,珩磨已成为典型的光整加工方法,如发动机的气缸套,连杆孔和液压缸筒等。
(1)珩磨原理在一定压力下,珩磨头上的砂条(油石)与工件加工表面之间产生复杂的的相对运动,珩磨头上的磨粒起切削、刮擦和挤压作用,从加工表面上切下极薄的金属层。
(2)珩磨方法珩磨所用的工具是由若干砂条(油石)组成的珩磨头,四周砂条能作径向张缩,并以一定的压力与孔表面接触,珩磨头上的砂条有三种运动;即旋转运动、往复运动和加压力的径向运动。
珩磨头与工件之间的旋转和往复运动,使砂条的磨粒在孔表面上的切削轨迹形成交叉而又不相重复的网纹。
珩磨时磨条便从工件上切去极薄的一层材料,并在孔表面形成交叉而不重复的网纹切痕,这种交叉而不重复的网纹切痕有利于贮存润滑油,使零件表面之间易形成—层油膜,从而减少零件间的表面磨损。
(3)珩磨的特点1)珩磨时砂条与工件孔壁的接触面积很大,磨粒的垂直负荷仅为磨削的1/50~1/100。
此外,珩磨的切削速度较低,一般在100m/min以下,仅为普通磨削的1/30~1/100。
在珩磨时,注入的大量切削液,可使脱落的磨粒及时冲走,还可使加工表面得到充分冷却,所以工件发热少,不易烧伤,而且变形层很薄,从而可获得较高的表面质量。
2)珩磨可达较高的尺寸精度、形状精度和较低的粗糙度,珩磨能获得的孔的精度为IT6~IT7级,表面粗糙度Ra为0.2~0.025。
由于在珩模时,表面的突出部分总是先与沙条接触而先被磨去,直至砂条与工件表面完全接触,因而珩磨能对前道工序遗留的几何形状误差进行一定程度的修正,孔的形状误差一般小于0.005mm。
3)珩磨头与机床主轴采用浮动联接,珩磨头工作时,由工件孔壁作导向,沿预加工孔的中心线作往复运动,故珩磨加工不能修正孔的相对位置误差,因此,珩磨前在孔精加工工序中必须安排预加工以保证其位置精度。
发动机缸体缸孔珩磨圆度影响因素研究随着汽车行业的不断发展,发动机作为汽车的“心脏”也在不断进行技术革新。
作为发动机中的重要部件,缸体缸孔的珩磨圆度对发动机的性能和寿命至关重要。
对缸体缸孔珩磨圆度的影响因素进行研究已经成为了汽车行业中的一个重要课题。
一、研究背景缸体缸孔珩磨圆度的影响因素研究是汽车行业中的一个重要课题。
缸体缸孔的珩磨圆度直接影响着气缸与活塞之间的密封性,决定了发动机的耐磨性和寿命。
缸体缸孔的珩磨圆度还会影响到汽缸的工作效率和燃油经济性,直接影响到汽车的性能表现。
研究缸体缸孔珩磨圆度的影响因素对汽车行业而言具有重要的意义。
二、影响因素1. 珩磨工艺珩磨工艺是影响缸体缸孔珩磨圆度的重要因素之一。
在缸体缸孔的珩磨过程中,珩磨工艺的稳定性和精度将直接影响到缸体缸孔的珩磨圆度。
而且,不同的珩磨工艺会对缸体缸孔的形状和尺寸产生不同的影响,导致珩磨圆度的差异。
改进和优化珩磨工艺是提高缸体缸孔珩磨圆度的关键。
2. 磨料选择磨料是影响缸体缸孔珩磨圆度的另一重要因素。
磨料的硬度、颗粒大小和形状都会直接影响到缸体缸孔的珩磨质量和圆度。
选择合适的磨料可以有效减少珩磨工艺中的摩擦和磨损,并且可有效提高珩磨圆度。
3. 磨削参数4. 磨削设备磨削设备也是影响缸体缸孔珩磨圆度的一个重要因素。
设备的精度和稳定性将决定了缸体缸孔的珩磨质量和圆度。
在缸体缸孔的珩磨过程中,磨削设备的性能直接关系到整个珩磨工艺的质量和稳定性。
1. 现有文献梳理可以对已有的文献资料进行梳理,了解缸体缸孔珩磨圆度的影响因素研究现状。
通过梳理文献,可以了解到目前关于缸体缸孔珩磨圆度的研究方法和结果,从而为本研究提供参考和借鉴。
2. 现场调研可以通过实地调研的方式,调查不同汽车厂家和珩磨加工厂的实际情况。
通过实地调研,可以了解到不同厂家在缸体缸孔珩磨工艺中所采用的不同方法和措施,以及所获得的效果和经验。
3. 试验研究可以通过实验研究的方法,对缸体缸孔珩磨圆度的影响因素进行深入研究。