浅谈缸孔平台珩磨(一类参照)
- 格式:doc
- 大小:200.00 KB
- 文档页数:8
发动机缸孔珩磨工艺及研究浅析作者:杜振宏来源:《科学与财富》2018年第18期摘要:珩磨是机械加工中常用的一种精加工工艺。
通过珩磨可获得很高的尺寸精度、形状精度和表面质量。
发动机缸孔是活塞运动的场所,其加工质量对发动机性能、寿命均有很大影响。
本文从珩磨的原理、珩磨的工艺及珩磨常见质量异常解决等方面,介绍珩磨在缸孔加工中的应用。
关键词:缸孔;珩磨;精度;应用概述由珩磨的基本原理简述,引入当前常用缸孔珩磨工艺的介绍,并对珩磨缸孔所使用的工艺装备进行讲解,继而对缸孔珩磨加工中常见的质量问题进行阐述,分析、探讨解决方法。
1 珩磨工艺介绍1.1珩磨原理两条油石相对往复磨合,随着往复磨合次数的增加,接触面的平面度、粗糙度越好,直到达到一个稳定值(这个稳定值由油石的硬度、粒度、密度等参数决定)。
珩磨即借鉴这个原理,只是将其中一条油石更换为工件,在油石和工件的相对往复磨合过程中,逐渐获得高质量的工件尺寸精度、形状精度和表面质量。
1.2珩磨的优点珩磨产生的网纹具有储油功能。
油石与工件在磨合过程中,会在工件表面形成有规律的网纹沟槽,如在工件表面涂上润滑油,部分润滑油就可以存储在沟槽内部,在与配合的工件(如缸孔和活塞)接触时,可以起到持续润滑的作用,有效降低工件表面的磨耗,提高使用寿命。
可分工步珩磨以得到特定的工件表面精度。
先采用低粒度的油石进行粗珩,使工件表面获得沟槽后,再使用高粒度的油石进行精珩,将工件表面的高点磨平。
缩短工件使用时的磨合时间,提高使用寿命。
珩磨还可以提高工件的形状精度,如面的平面度、孔的圆柱度等。
1.3发动机缸孔珩磨工艺为了获得理想的珩磨质量,缸孔珩磨一般需要三个步骤,第一步是粗珩,即使用粒度较低的油石对前序加工的缸孔进行修正,获得适合第二步加工的圆柱度、表面粗糙度及切削余量。
第二步是半精珩,主要目的是在缸孔内表面加工出均匀的交叉深沟槽,及进一步修正尺寸精度。
第三步是精珩,即使用高粒度的油石,磨去第二步形成的缸孔表面沟槽的波峰,形成平台,以及获得最终的缸孔直径尺寸。
缸孔平台网纹珩磨的评定方法和工艺实践 2010-2-6 16:49:00 来源:一汽轿车股份有限公司第二发动机厂阅读:801次我要收藏【字体:大中小】缸孔的表面粗糙度的形成一般要经过粗镗、半精镗、粗珩、精珩等多个步骤才能达到期望的质量,近年来,各发动机制造厂和机床制造商都在进行着缸孔表面加工新工艺方法的研究。
本文重点介绍了缸孔平台网纹珩磨工艺的评定方法及其在发动机加工中的实际应用。
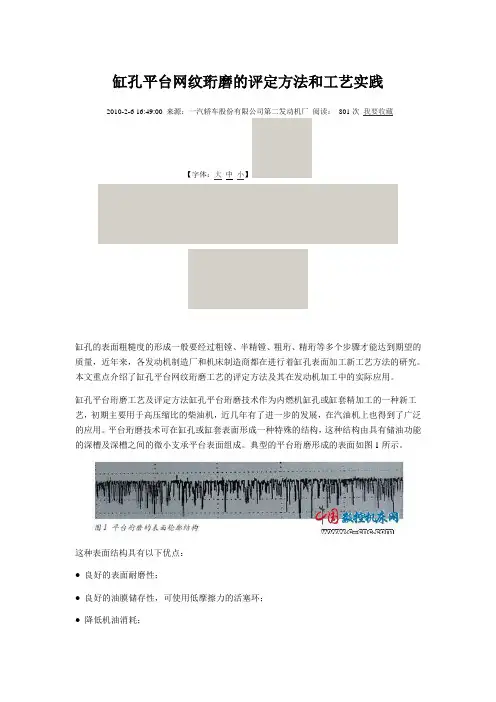
缸孔平台珩磨工艺及评定方法缸孔平台珩磨技术作为内燃机缸孔或缸套精加工的一种新工艺,初期主要用于高压缩比的柴油机,近几年有了进一步的发展,在汽油机上也得到了广泛的应用。
平台珩磨技术可在缸孔或缸套表面形成一种特殊的结构,这种结构由具有储油功能的深槽及深槽之间的微小支承平台表面组成。
典型的平台珩磨形成的表面如图1所示。
这种表面结构具有以下优点:● 良好的表面耐磨性;● 良好的油膜储存性,可使用低摩擦力的活塞环;● 降低机油消耗;● 减少磨合时间(几乎可省掉)。
1、缸孔平台珩磨的工艺过程为形成平台珩磨表面,在大批量生产时一般需要进行粗珩、精珩、平台珩磨三次珩磨,其作用分别是:● 粗珩:预珩阶段,主要是要形成几何形状正确的圆柱形孔和适合后续加工的基本表面粗糙度。
● 精珩:基础平台珩磨阶段,形成均匀的交叉网纹。
● 平台珩:平台珩磨阶段,形成平台断面。
要想获得理想的表面平台网纹结构,对精珩和平台珩的同轴度要求很高,因此将两个阶段合并成一次加工更为合理,通过设计成有双进给装置和装有精珩、平台珩两种珩磨条的珩磨头,能够实现一次装夹即可完成精珩和平台珩,消除了重复定位误差的影响,可以减轻前加工的压力和对机床过高精度的要求。
2、平台珩磨表面质量的评定方法由于采用国际标准中的Ra、Rz等参数不足以精确表示并测量平台珩磨表面,因此,发动机制造商纷纷制定了自己的平台珩磨表面标准。
经过几年的实践和发展日趋完善,但至今没有统一的平台珩磨技术规范,由于一汽大众公司及一汽轿车公司均采用德国设备和德国标准,这里主要介绍德国用于评定平台珩磨表面质量的几个参数及相应标准。
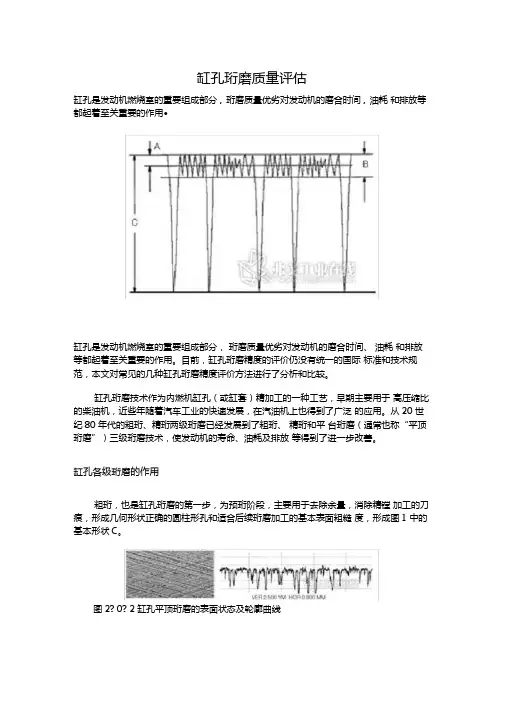
缸孔珩磨质量评估缸孔是发动机燃烧室的重要组成部分,珩磨质量优劣对发动机的磨合时间,油耗和排放等都起着至关重要的作用•缸孔是发动机燃烧室的重要组成部分,珩磨质量优劣对发动机的磨合时间、油耗和排放等都起着至关重要的作用。
目前,缸孔珩磨精度的评价仍没有统一的国际标准和技术规范,本文对常见的几种缸孔珩磨精度评价方法进行了分析和比较。
缸孔珩磨技术作为内燃机缸孔(或缸套)精加工的一种工艺,早期主要用于高压缩比的柴油机,近些年随着汽车工业的快速发展,在汽油机上也得到了广泛的应用。
从20世纪80年代的粗珩、精珩两级珩磨已经发展到了粗珩、精珩和平台珩磨(通常也称“平顶珩磨”)三级珩磨技术,使发动机的寿命、油耗及排放等得到了进一步改善。
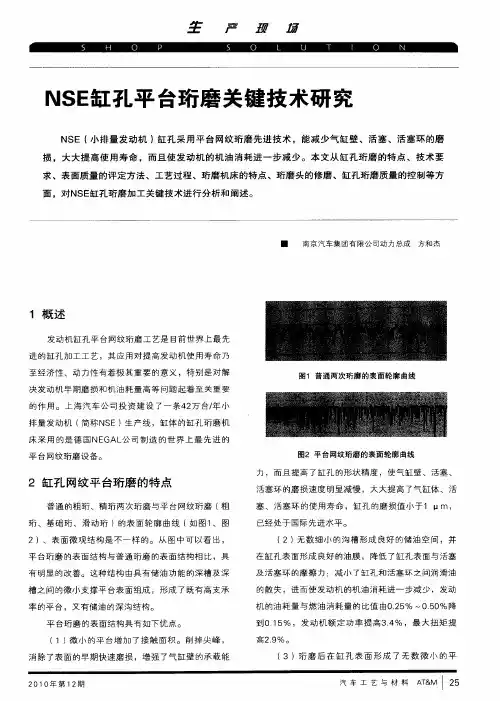
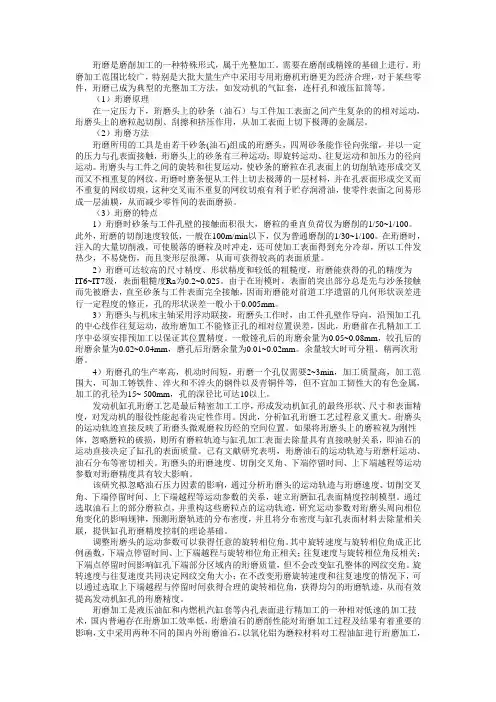
缸孔各级珩磨的作用粗珩,也是缸孔珩磨的第一步,为预珩阶段,主要用于去除余量,消除精镗加工的刀痕,形成几何形状正确的圆柱形孔和适合后续珩磨加工的基本表面粗糙度,形成图1中的基本形状C。
图2? 0? 2缸孔平顶珩磨的表面状态及轮廓曲线精珩是缸孔珩磨的第二步,主要在缸孔表面形成清晰可见的、对称的且均匀的网纹,并在微观轮廓上形成具有一定数量和深度的沟槽,形成图1中的B形状,这也是缸孔长期工作时与活塞接触的部分。
缸孔珩磨的第三步为平台珩,是目前广泛采用的三级珩磨中最关键的环节。
典型的平台珩磨技术是在缸孔表面形成一种特殊的结构(见图2),这种结构由具有储油功能的深槽及深槽之间的微小支承平台表面组成,有着很多优点,如:良好的表面耐磨性、油膜储存性,可使用低摩擦力的活塞环;降低机油消耗;减少磨合时间(几乎可省掉);减少摩擦导致的功率损耗。
平台珩磨的余量通常为3〜5mm以使精珩产生的微观凸起(见图1中A部分)磨掉,以形成一个个小平台,这些小平台也就是平台支承表面,该表面粗糙度很高,同时具有较高、较好的轮廓支撑长度率(以下简称“支撑率”)。
平台珩磨的采用大大缩短甚至是免除了缸孔的磨合期。
虽然精珩和平台珩磨为两个工步,但是要想获得理想的表面平台网纹结构,对精珩和平台珩的同轴度要求很高,因此通常将两个阶段合并成一次加工来实现。
珩磨是磨削加工的一种特殊形式,属于光整加工。
需要在磨削或精镗的基础上进行。
珩磨加工范围比较广,特别是大批大量生产中采用专用珩磨机珩磨更为经济合理,对于某些零件,珩磨已成为典型的光整加工方法,如发动机的气缸套,连杆孔和液压缸筒等。
(1)珩磨原理在一定压力下,珩磨头上的砂条(油石)与工件加工表面之间产生复杂的的相对运动,珩磨头上的磨粒起切削、刮擦和挤压作用,从加工表面上切下极薄的金属层。
(2)珩磨方法珩磨所用的工具是由若干砂条(油石)组成的珩磨头,四周砂条能作径向张缩,并以一定的压力与孔表面接触,珩磨头上的砂条有三种运动;即旋转运动、往复运动和加压力的径向运动。
珩磨头与工件之间的旋转和往复运动,使砂条的磨粒在孔表面上的切削轨迹形成交叉而又不相重复的网纹。
珩磨时磨条便从工件上切去极薄的一层材料,并在孔表面形成交叉而不重复的网纹切痕,这种交叉而不重复的网纹切痕有利于贮存润滑油,使零件表面之间易形成—层油膜,从而减少零件间的表面磨损。
(3)珩磨的特点1)珩磨时砂条与工件孔壁的接触面积很大,磨粒的垂直负荷仅为磨削的1/50~1/100。
此外,珩磨的切削速度较低,一般在100m/min以下,仅为普通磨削的1/30~1/100。
在珩磨时,注入的大量切削液,可使脱落的磨粒及时冲走,还可使加工表面得到充分冷却,所以工件发热少,不易烧伤,而且变形层很薄,从而可获得较高的表面质量。
2)珩磨可达较高的尺寸精度、形状精度和较低的粗糙度,珩磨能获得的孔的精度为IT6~IT7级,表面粗糙度Ra为0.2~0.025。
由于在珩模时,表面的突出部分总是先与沙条接触而先被磨去,直至砂条与工件表面完全接触,因而珩磨能对前道工序遗留的几何形状误差进行一定程度的修正,孔的形状误差一般小于0.005mm。
3)珩磨头与机床主轴采用浮动联接,珩磨头工作时,由工件孔壁作导向,沿预加工孔的中心线作往复运动,故珩磨加工不能修正孔的相对位置误差,因此,珩磨前在孔精加工工序中必须安排预加工以保证其位置精度。
浅析缸孔平台珩磨技术吴勤(东风本田发动机有限公司,广州510700)摘要:本文从珩磨的原理、评价平台珩磨的各种参数以及影响平台珩磨加工质量的因素三个方面介绍了平台珩磨在缸孔加工领域上的应用。
关键词:平台珩磨、粗糙度、缸孔加工、油石1、前言这几年来,汽车行业在我国的蓬勃发展大家有目共睹。
汽车在国内的人均保有量越来越大。
全国各汽车公司之间的竞争更是越演越烈。
怎样才能脱颖而出赢得市场是他们首要关心的问题。
另一方面,随着人们环保意识的提高,加上油价攀升等众多因素的影响,购车群体对汽车的经济性、环保性越来越重视。
改善发动机加工工艺、降低发动机的油耗及尾气排放是汽车赢得市场的重大突破口。
影响发动机的油耗和尾气排放的因素是很多的,其中一个重要的影响因素是发动机气缸与活塞环这对摩擦副的工作状况。
润滑油对活塞环与气缸壁之间的工作状况起着决定性的影响。
如果气缸壁的润滑油过多,在高温高压的情况下润滑油很容易燃烧而产生废气,使排放超标;相反如果气缸壁的润滑油过少,会大大增加活塞环对气缸壁的摩擦,降低发动机的效率,增加油耗,还会影响燃烧室的密封性能,增加废气的排放;甚至还有可能出现拉缸的现象。
所以控制气缸壁的储油能力对发动机的性能有着重要的影响,这样发动机气缸壁的表面质量就显得尤为重要了。
传统的发动机气缸壁的加工工艺已经很难对其表面质量作进一步的改善了,有必要研究和开发新型的发动机气缸壁的加工方法。
平台珩磨是国内新型的发动机气缸精加工方法,它能在气缸壁形成良好的表明网纹,使气缸壁在拥有较高的承载率的同时还具有较好的储油能力,大大提高发动机的性能。
平台珩磨的表面微观轮廓如下图所示:2、珩磨的原理珩磨是利用安装在珩磨头圆周上的多条油石,由张开机构将油石沿径向张开,使其压向工件孔壁,以便产生一定的面接触。
同时使珩磨头旋转和往复运动,零件不动;或者珩磨头只作旋转运动,工件往复运动从而实现珩磨。
珩磨时,油石上的磨粒以一定的压力、较低的速度对工件表面进行磨削、挤压和刮擦。
书山有路勤为径;学海无涯苦作舟
气缸孔平台珩磨的质量改善
珩磨是磨削加工的一种特殊形式,又是精加工中的一种高效加工方法。
这种工艺不仅能高效去除较大的加工余量,而且是一种提高零件尺寸精度、几何形状精度和表面粗糙度(一般可达Ra0.2~1.0mm,甚至可以低于
Ra0.025mm)的有效加工方法,尤其适合于薄壁孔和刚性不足的工件或较硬材料工件的加工,在汽车零部件的制造中应用很广泛,尤其是发动机缸体的制造。
气缸孔平台网纹珩磨
平台珩磨、滑动珩磨是较普通珩磨更为先进的珩磨工艺,具有气缸孔表
面微观形貌呈光滑的平顶(而不是尖峰),与相对较深的波谷(与普通珩磨
相比波谷较深)规律性地间隔分布、发动机的磨合周期短、润滑条件好和生产效率高等优点,是目前发动机气缸孔珩磨工艺的主流。
平台珩磨和滑动珩磨工艺对于提高汽车发动机的气缸体质量、提高发动机的使用寿命,提高发动机的经济性和动力性有重要意义,特别是对克服发动机早期磨损和降低发动机油耗等方面起到了至关重要的作用。
本文结合我公司实际应用重点探讨平台网纹珩磨。
1. 平台网纹的评定参数及定义
平台网纹总体的要求是表面微观结构上有一定数量和一定深度的深沟,
深沟之外的部分是平台,平台网纹就像稻田一样(见图1)。
专注下一代成长,为了孩子。
缸孔的平台网纹珩磨工艺图1 缸孔珩磨自动线箱体零件的孔加工是复杂与关键并存的工艺,近年来,平台网纹珩磨在汽油机缸体缸孔精加工中获得了广泛应用,保证了可靠的精度和性能,并且提高了加工效率,降低了成本。
汽车发动机缸体的缸孔与缸盖、活塞组成燃烧室,承受燃气燃烧的爆发压力和冲击,既要耐高温、高压和高温冲击负荷,又要为活塞高速往复运动提供基准,良好定位,准确导向。
因此缸孔与活塞之间,配合间隙要合理,摩擦力要小。
为此,要求缸孔表面粗糙度要低,缸孔尺寸精度要高,形状精度和位置精度要好。
为保证缸孔能满足上述要求,具备必要的性能,迫切需要良好可靠的缸孔精加工手段。
近年来,平台网纹珩磨在汽油机缸体缸孔精加工中获得了越来越广泛地应用,因此,我们也将平台网纹珩磨用于缸孔精加工。
平台网纹珩磨的优点所谓平台网纹珩磨,就是通过珩磨在缸孔表面形成细小的沟槽,这些沟槽有规律地排列形成网纹,并由专门的珩磨工艺削掉沟槽的尖峰,形成微小的平台。
平台网纹珩磨在缸孔表面形成的这种特殊结构有如下优点:1.微小的平台增加了接触面积,削掉尖峰,消除了表面的早期快速磨损,提高了表面的耐磨性。
2.细小的沟痕形成良好的储油空间,并在缸孔表面形成良好的油膜,降低了缸孔表面与活塞及活塞环的摩擦,因而可以使用低摩擦力的活塞环。
3. 细小的沟痕形成良好的储油空间,减小了机油的散失,进而降低了机油消耗。
4.珩磨后在缸孔表面形成了无数微小的平台,增加了缸孔与活塞及活塞环的接触面积,加大了缸孔表面的支撑度,减少了缸孔的初期磨损,因此减少了缸孔的磨合时间,甚至不用磨合。
平台网纹珩磨工艺平台网纹珩磨的基本工艺为:粗珩→精珩→平台珩。
粗珩:消除前工序的加工痕迹,提高孔的形状精度,降低孔的表面粗糙度,为精珩做好准备。
精珩:更换珩磨油石,进一步提高孔的尺寸精度、形状精度、降低表面粗糙度,在缸孔表面形成均匀的交叉网纹。
平台珩:更换油石,去除沟痕波峰,形成平台表面,提高缸孔表面的支撑率。
浅析发动机零部件加工中的珩磨技术论文导读:珩磨工艺是磨削加工的一种特殊形式,又是精加工中的一种高效加工方法。
发动机汽缸体缸孔珩磨是平台珩磨最典型的应用。
平台珩磨后可在缸孔(或缸套)表面形成一种特殊的结构,这种结构由具有储油功能的深槽及深槽之间的微小支承平台表面组成。
铰珩工艺是在传统珩磨工艺的基础上发展起来的新工艺,其加工过程中融入了铰孔的特点,目前在缸体曲轴孔、连杆大小头孔的精整加工中广泛应用。
发动机缸孔表面的微观质量,决定了发动机运转时的磨合性能、运转可靠性和润滑油消耗,通过刷珩工艺可以缩短发动机的磨合时间和显著降低润滑油消耗。
在这种情况下进行的珩磨称作模拟珩磨,工件的珩磨质量可显著提高,工件的宏观形状精度可提高五至十倍。
关键词:珩磨,平台珩磨,铰珩,刷珩,模拟珩磨,缸孔珩磨工艺是磨削加工的一种特殊形式,又是精加工中的一种高效加工方法。
这种工艺不仅能去除较大的加工余量,而且是一种提高零件尺寸精度、几何形状精度和表面粗糙度的有效加工方法,在发动机零部件的制造中广泛应用。
珩磨加工原理珩磨是利用安装于珩磨头圆周上的一条或多条油石,由涨开机构(有旋转式和推进式两种)将油石沿径向涨开,使其压向工件孔壁,以便产生一定的面接触。
同时使珩磨头旋转和往复运动,零件不动;或珩磨头只作旋转运动,工件往复运动,从而实现珩磨。
在大多数情况下,珩磨头与机床主轴之间或珩磨头与工件夹具之间是浮动的。
这样,加工时珩磨头以工件孔壁作导向。
因而加工精度受机床本身精度的影响较小,孔表面的形成原理基本上类似两块平面运动的平板相互对研而形成平面的原理。
珩磨加工特点加工精度高:中小型的通孔加工,其圆柱度可达0.001mm以内。
一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。
对于大孔(孔径在200mm以上),圆度也可达0.005mm,如果没有环槽或径向孔等,直线度可达到0.01mm/m以内。
表面质量好:珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热损伤和变质层,变形小,珩磨加工面几乎无嵌砂和挤压硬质层。
摘要气缸是内燃机重要零件之一,它与活塞、气缸盖等组成燃烧室。
燃料在气缸内部燃烧,膨胀的气体推动活塞往复移动,通过连杆驱动曲轴转动,将热能转化为机械能。
气缸表面质量较差或长期工作磨损到一定程度,内燃机的动力性能将显著下降,燃润料的消耗急剧增加,使内燃机的经济性变坏。
因此, 内燃机机缸体表面质量将直接影响发动机的技术性能和使用寿命。
平顶珩磨、滑动滚磨与普通珩磨相比,是一种先进的珩磨工艺,具有缸孔表面微观形貌呈光滑的平顶(而不是峰尖),与相对较深的波谷(与普通珩磨相比波谷较深)规律性地间隔分布、发动机的磨合周期短、润滑条件好、生产效率高等优点。
是目前缸孔珩磨工艺的主流。
引进平顶珩磨和滑动滚磨对于提高汽车发动机的缸体质量、提高生产效率有着重要的意义。
本文介绍了国内外缸孔珩磨工艺历程和现状,对普通珩磨。
平顶珩磨、滑动珩磨工艺进行了一些对比研究。
关键字:气缸,珩磨工艺,平顶珩磨,滑动珩磨一、绪论1.1选题背景当代社会,汽车作为城市生活的代步工具,已经进入了大多数家庭当中,他不再是一种奢侈品的象征,而是一种必备的交通工具。
在我国,现在汽车年产销售量已经达到1800万辆,随着人们对汽车使用的普及,人们对它的要求也在不断提高,人们对整车的安全性、动力性乘坐舒适性、操作灵活性、外观设计及环保方面都提出了较高的要求,与此同时对汽车发动机的性能要求也越来越高。
发动机作为汽车的核心部件,其生产、制造技术也在飞速发展,各种全新技术手段及工艺在逐步推广和应用于汽车制造业的各个环节当中。
对承受高温、高压、高负荷工作的缸孔表面来说润滑极为重要,珩磨后形成的微观支撑平台和珩磨网纹的夹角是保证良好润滑的关键。
如果支撑平台过小,发动机磨合期延长,容易造成缸筒早期磨损,支撑平台过大则会造成润滑油量不足而无法形成有效的润滑油膜,不利于活塞环的润滑;如果晰磨网纹夹角太小,发动机趋于无润滑状态,如果珩磨网纹夹角过大,则机油消耗增大。
发动机的这些特殊要求在实际生产中使用普通加工方法是难以实现的,这也是世界各国的汽车制造业无一例外地采用珩磨作为缸孔的最终精加主的原因。
浅析缸孔平台珩磨技术
吴勤
(东风本田发动机有限公司,广州510700)
摘要:本文从珩磨的原理、评价平台珩磨的各种参数以及影响平台珩磨加工质量的因素三个方面介绍了平台珩磨在缸孔加工领域上的应用。
关键词:平台珩磨、粗糙度、缸孔加工、油石
1、前言
这几年来,汽车行业在我国的蓬勃发展大家有目共睹。
汽车在国内的人均保有量越来越大。
全国各汽车公司之间的竞争更是越演越烈。
怎样才能脱颖而出赢得市场是他们首要关心的问题。
另一方面,随着人们环保意识的提高,加上油价攀升等众多因素的影响,购车群体对汽车的经济性、环保性越来越重视。
改善发动机加工工艺、降低发动机的油耗及尾气排放是汽车赢得市场的重大突破口。
影响发动机的油耗和尾气排放的因素是很多的,其中一个重要的影响因素是发动机气缸与活塞环这对摩擦副的工作状况。
润滑油对活塞环与气缸壁之间的工作状况起着决定性的影响。
如果气缸壁的润滑油过多,在高温高压的情况下润滑油很容易燃烧而产生废气,使排放超标;相反如果气缸壁的润滑油过少,会大大增加活塞环对气缸壁的摩擦,降低发动机的效率,增加油耗,还会影响燃烧室的密封性能,增加废气的排放;甚至还有可能出现拉缸的现象。
所以控制气缸壁的储油能力对发动机的性能有着重要的影响,这样发动机气缸壁的表面质量就显得尤为重要了。
传统的发动机气缸壁的加工工艺已经很难对其表面质量作进一步的改善了,有必要研究和开发新型的发动机气缸壁的加工方法。
平台珩磨是国内新型的发动机气缸精加工方法,它能在气缸壁形成良好的表明网纹,使气缸壁在拥有较高的承载率的同时还具有较好的储油能力,大大提高发动机的性能。
平台珩磨的表面微观轮廓如下图所示:
2、珩磨的原理
珩磨是利用安装在珩磨头圆周上的多条油石,由张开机构将油石沿径向张开,使其压向工件孔壁,以便产生一定的面接触。
同时使珩磨头旋转和往复运动,零件不动;或者珩磨头只作旋转运动,工件往复运动从而实现珩磨。
珩磨时,油石上的磨粒以一定的压力、较低的速度对工件表面进行磨削、挤压和刮擦。
油石作旋转运动和上下往复运动,使油石上的磨粒在孔表面所形轨迹成为交叉而又不重复的网纹。
与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,珩磨切速低,仅为砂轮磨削速度的几十份之一,在珩磨过程中又旋转加大量的冷却夜,使工件表面得到充分的冷却,不易烧伤,加工变形层薄,故能得到很理想的表面纹理。
珩磨头与机床采用浮动连接,这样能减少机床静态精度对珩磨精度的影响。
还能保证余量均匀,但也决定了珩磨不能修正被加工孔的轴线位置度误差。
由于油石很长,珩磨时工件的突出部分先与油石接触,接触压力较大,使突出部分很快被磨去,直至修正到工件表面与沙条全部接触,因此珩磨能修正前道工序产生的几何形状误差和表面波度误差。
珩磨的切削分为定压切削和定量切削两种。
定压进给中进给机构以恒定的压力压向孔壁,共分三个阶段:
第一个阶段是脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面
积很小,接触压力很大,孔壁的突出部分很快被磨去。
而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,即油石自锐。
第二阶段是破碎切削阶段,随着珩磨的进行,孔表面越来越光,与油石接触的面积越来越大,单位面积的接触压力下降,切削效率降低。
同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。
因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒尖端切削。
因而磨粒尖端负荷很大,磨粒容易破裂、崩碎而形成新的切削刃。
第三阶段为堵塞切削阶段。
继续珩磨时油石和孔表面的接触面积越来越大,极细的切屑堆积于油石与孔壁之间,不易排除,造成油石堵塞,变得很光滑。
因此油石切削能力极低,相当于抛光。
若继续进行油石堵塞严重而产生粘结性堵塞时,油石完全失去了切削的能力并严重发热,孔的精度和表面粗糙度均会受到影响。
此时应尽快结束珩磨。
定量珩磨是指进给机构以恒定的速度扩张进给,使珩磨强制性地切入工件。
因此珩磨只存在脱落切削不可能存在堵塞切削现象。
用此种方法珩磨时,为了孔精度和表面粗糙度,最后可以不进给珩磨一段时间。
有时候为了提高珩磨效率,定压珩磨和定量珩磨可以结合使用。
对于平台珩磨,为了达到平台效果,珩磨时一般需要三道工序,第一道粗珩是要消除前面精镗缸孔所产生的的几何误差,使缸孔圆度、圆柱度均符合工艺要求,并且形成适合下一道珩磨工序加工的良好的表面粗糙度和合适的加工余量。
第二道工序是拉沟槽,是要在缸孔表面形成清晰可见的、对称的、均匀的网纹,并在微观轮廓上形成具有一定数量和深度的沟槽。
第三道工序精珩形成平台,去掉粗珩产生的波峰而保留其波谷,从而使轮廓曲线上出现一定宽度和数量的平台,并保有一定深度的沟槽。
我公司对缸孔的平台珩磨,三道工序都在同一个珩磨头上实现,珩磨头采用机械液压双进给结构,首先是粗珩,采用机械涨刀,为定量珩磨,分两次不同的进给量和进给速度来实现;其次是精珩,采用液压涨刀,为定压珩磨,分两级膨胀力贴靠缸孔,以达到消除平台的目的。
双进给珩磨头的结构如下图所示:
3、平台珩磨表面特征参数
不同的厂家对平台珩磨的要求都有所不同,但其形态都必然要通过各种参数表现出来,要探讨珩磨技术,就必须要对各种表征网纹特征的参数有所了解。
常见的有Ra、Tp(Rmr)、Abbott曲线、Rk、Rpk、Rvk、Mr1、Mr2、网纹角θ等。
Ra:轮廓算术平均偏差,是公认的、广泛应用的、国际粗糙度参数。
它是在取样长度轮廓偏距绝对值的算术平均值。
从定义可知Ra值仅表示表面轮廓的平均粗糙程度,不能表征轮廓形状结构特征。
Ra相同的表面,其轮廓形状可能不同,甚至相差很大,因此,使用Ra 值评价平台网纹表面结构有一定的局限性。