缸孔平台网纹珩磨的评定方法和工艺实践
- 格式:doc
- 大小:251.00 KB
- 文档页数:8
发动机缸孔珩磨工艺及研究浅析作者:杜振宏来源:《科学与财富》2018年第18期摘要:珩磨是机械加工中常用的一种精加工工艺。
通过珩磨可获得很高的尺寸精度、形状精度和表面质量。
发动机缸孔是活塞运动的场所,其加工质量对发动机性能、寿命均有很大影响。
本文从珩磨的原理、珩磨的工艺及珩磨常见质量异常解决等方面,介绍珩磨在缸孔加工中的应用。
关键词:缸孔;珩磨;精度;应用概述由珩磨的基本原理简述,引入当前常用缸孔珩磨工艺的介绍,并对珩磨缸孔所使用的工艺装备进行讲解,继而对缸孔珩磨加工中常见的质量问题进行阐述,分析、探讨解决方法。
1 珩磨工艺介绍1.1珩磨原理两条油石相对往复磨合,随着往复磨合次数的增加,接触面的平面度、粗糙度越好,直到达到一个稳定值(这个稳定值由油石的硬度、粒度、密度等参数决定)。
珩磨即借鉴这个原理,只是将其中一条油石更换为工件,在油石和工件的相对往复磨合过程中,逐渐获得高质量的工件尺寸精度、形状精度和表面质量。
1.2珩磨的优点珩磨产生的网纹具有储油功能。
油石与工件在磨合过程中,会在工件表面形成有规律的网纹沟槽,如在工件表面涂上润滑油,部分润滑油就可以存储在沟槽内部,在与配合的工件(如缸孔和活塞)接触时,可以起到持续润滑的作用,有效降低工件表面的磨耗,提高使用寿命。
可分工步珩磨以得到特定的工件表面精度。
先采用低粒度的油石进行粗珩,使工件表面获得沟槽后,再使用高粒度的油石进行精珩,将工件表面的高点磨平。
缩短工件使用时的磨合时间,提高使用寿命。
珩磨还可以提高工件的形状精度,如面的平面度、孔的圆柱度等。
1.3发动机缸孔珩磨工艺为了获得理想的珩磨质量,缸孔珩磨一般需要三个步骤,第一步是粗珩,即使用粒度较低的油石对前序加工的缸孔进行修正,获得适合第二步加工的圆柱度、表面粗糙度及切削余量。
第二步是半精珩,主要目的是在缸孔内表面加工出均匀的交叉深沟槽,及进一步修正尺寸精度。
第三步是精珩,即使用高粒度的油石,磨去第二步形成的缸孔表面沟槽的波峰,形成平台,以及获得最终的缸孔直径尺寸。
缸孔珩磨表面微观质量评定方法的制定及应用缸孔珩磨表面微观质量对汽车发动机性能的影响极大,因此制定一套合理的质量评定方法对提高发动机品质至关重要。
本文将简要介绍缸孔珩磨表面微观质量评定方法的制定及应用。
首先,缸孔珩磨表面微观质量评定方法的制定需要根据实际生产情况和技术要求进行,主要包括以下几个方面:1. 确定评定标准。
评定标准应该具有实际意义和可操作性,能够反映产品的质量状况,并最大限度地避免主观判断。
2. 确定评定指标。
评定指标是评定标准的细化,需要结合相关工艺参数和加工特征,选取能够客观反映表面微观质量的参数。
3. 确定检测设备和方法。
缸孔珩磨表面微观质量评定需要用到金相显微镜、扫描电镜等先进的检测设备,并结合图像分析技术进行评定。
在确定了评定方法后,需要进行实际应用,并与现有质量管理体系相结合。
在实际应用过程中,需要注意以下几个问题:1. 确定检测点位和样本数量。
检测点位应该覆盖整个生产过程中容易影响缸孔珩磨表面微观质量的环节,并根据质量管理体系要求,合理选取样本数量。
2. 考虑检测误差。
缸孔珩磨表面微观质量评定需要考虑检测误差对结果的影响,因此需要根据标准要求,设置检测误差范围,并在评定过程中进行校正。
3. 分析评定结果。
评定结果需要进行专业的分析,结合生产工艺和质量管理体系进行综合评价,并提出相应的改进措施。
综上所述,缸孔珩磨表面微观质量评定方法的制定和应用对提高发动机品质至关重要。
只有建立科学合理的评定方法,才能够有效地保证发动机的性能和可靠性,为汽车工业的发展做出更大的贡献。
缸孔珩磨表面微观质量评定方法的制定和应用,需要对缸体珩磨加工工艺有深入的理解和掌握。
缸体珩磨是缸体加工中的重要工序,主要目的是将缸体内壁表面进行磨削处理,使其表面粗糙度、圆度和直度等参数达到要求,保证缸体内部的密封性和平衡性。
然而该工艺过程是一个非常复杂的过程,包括确定砂轮类型、砂轮参数、切削速度、切削深度、冷却液流量等多个参数。

铸铁缸体缸孔珩磨工艺及检测技术探究司圣春【摘要】缸孔作为发动机活塞运动的场所,其加工质量对减小运动副摩擦力、降低机油消耗都有重大意义,因此对缸孔的珩磨工艺提出极高要求。
本文就缸孔珩磨工艺、缸孔质量检测技术及缸孔加工质量影响因素等方面进行了分析研究。
【期刊名称】《金属加工:冷加工》【年(卷),期】2016(000)019【总页数】3页(P12-14)【作者】司圣春【作者单位】一汽海马动力有限公司海南海口 570216【正文语种】中文珩磨可在缸孔或缸套表面形成一种特殊结构,该结构由具有储油功能的深槽及深槽之间的微小支承平台表面组成,可有效提高缸孔表面耐磨性、油膜储存性,降低机油消耗,缩短发动机磨合时间。
珩磨还可以提高缸孔的直径尺寸精度、缸孔形状精度等。
(1)珩磨刀具结构介绍。
缸孔表面特殊的网纹结构主要在精珩/平台珩工位形成。
由于要获得理想的表面平台网纹结构,对精珩和平台珩的同轴度要求很高,因此将两个阶段合并成一次加工更为合理。
通过设计成有双进给装置和装有精珩、平台珩两种珩磨条的珩磨头,能够实现一次装夹即可完成精珩和平台珩,消除了重复定位误差的影响,可以减轻前工序加工的压力和对机床精度过高的要求。
精珩/平台珩珩磨头结构如图1所示。
珩磨头采用双进给机构,可实现精珩、平台珩磨条的进给。
双进给机构一般分为机械/液压式、机械/机械式和液压/液压式等三种类型(见图2)。
在实际使用中,珩磨头一般选用机械/液压式类型。
(2)气动测量系统。
气动测量系统利用测头在加工中进行在线测量,利用珩磨头的旋转及往复运动可以测量缸孔任意截面的直径,及时反馈缸孔形状变化,以进行珩磨行程、珩磨时间等参数的调整,保证缸孔良好的孔径及圆柱度要求。
(3)珩磨液冷却过滤系统。
珩磨液冷却系统对珩磨质量有重要影响,冷却液能及时带走加工产生的热量,及时冲洗掉珩磨的微粒。
冷却系统也要具有良好的过滤功能,以便去除冷却液中残留的铁素体颗粒、脱落的磨粒及粘结剂等,保证加工质量。
缸孔珩磨表面微观质量评定方法的制定及应用李建华;周跃钢;王祖化;彭科国;李卫国【摘要】Among the parameters which affect cylinder bore honing surface quality, parameters like profile bearing length ratio, ten point height of irregularities, profile waviness, valley mean spacing which affect engine cylinder bore cross hatch honing characteristic are selected, and different weights are allocated to those parameters according to different affect,this is used as a new method in the evaluation of cylinder bore honing surface quality. This method is tested in many commercial vehicle engine series, correctness and adaptability of this evaluation method are verified.%从诸多发动机缸孔珩磨表面微观质量的评价参数中,选择了影响发动机缸孔网纹珩磨特性的轮廓支撑长度率、微观不平度十点高度、轮廓波度、谷沟平均间距等参数,并根据各参数的影响程度制定了不同的权重,将其作为一种新的评定方法用于缸孔珩磨表面微观质量的的评定.在多种商用车系列发动机上进行了检测,验证了该评定方法的正确性和适用性.【期刊名称】《汽车技术》【年(卷),期】2011(000)009【总页数】4页(P37-40)【关键词】发动机;缸孔;珩磨;微观质量;评定【作者】李建华;周跃钢;王祖化;彭科国;李卫国【作者单位】东风汽车有限公司东风商用车技术中心;东风汽车有限公司东风商用车技术中心;东风汽车有限公司东风商用车技术中心;东风汽车有限公司东风商用车技术中心;东风汽车有限公司东风商用车技术中心【正文语种】中文【中图分类】U463.83+41 前言发动机气缸体的缸孔珩磨表面质量对发动机的可靠性、耐久性和排放有很大影响。
书山有路勤为径;学海无涯苦作舟
气缸孔平台珩磨的质量改善
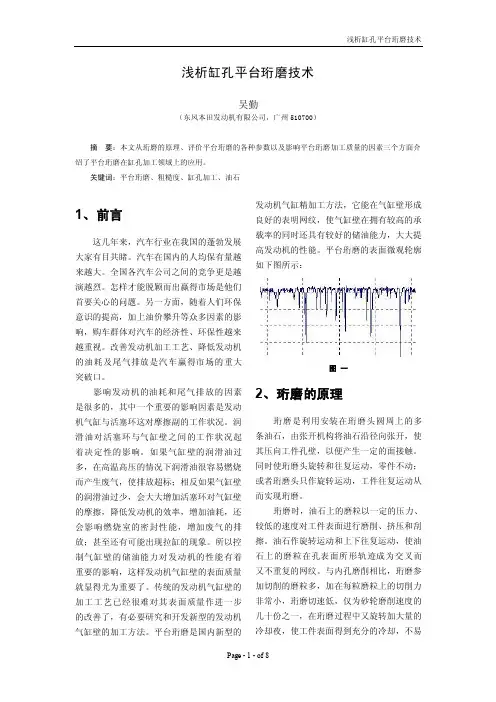
珩磨是磨削加工的一种特殊形式,又是精加工中的一种高效加工方法。
这种工艺不仅能高效去除较大的加工余量,而且是一种提高零件尺寸精度、几何形状精度和表面粗糙度(一般可达Ra0.2~1.0mm,甚至可以低于
Ra0.025mm)的有效加工方法,尤其适合于薄壁孔和刚性不足的工件或较硬材料工件的加工,在汽车零部件的制造中应用很广泛,尤其是发动机缸体的制造。
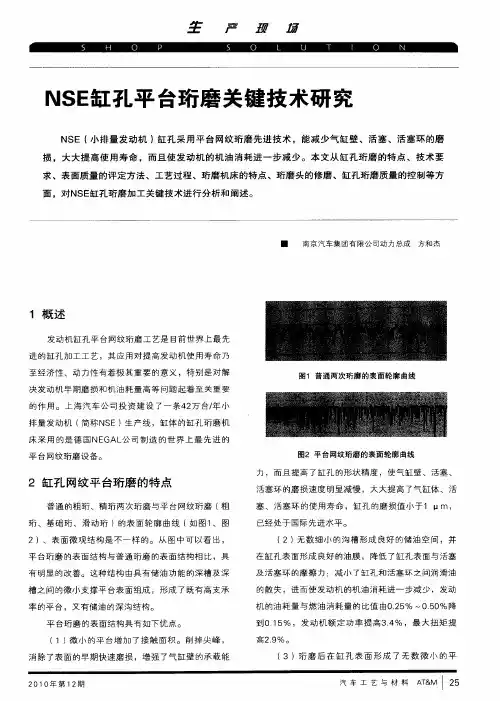
气缸孔平台网纹珩磨
平台珩磨、滑动珩磨是较普通珩磨更为先进的珩磨工艺,具有气缸孔表
面微观形貌呈光滑的平顶(而不是尖峰),与相对较深的波谷(与普通珩磨
相比波谷较深)规律性地间隔分布、发动机的磨合周期短、润滑条件好和生产效率高等优点,是目前发动机气缸孔珩磨工艺的主流。
平台珩磨和滑动珩磨工艺对于提高汽车发动机的气缸体质量、提高发动机的使用寿命,提高发动机的经济性和动力性有重要意义,特别是对克服发动机早期磨损和降低发动机油耗等方面起到了至关重要的作用。
本文结合我公司实际应用重点探讨平台网纹珩磨。
1. 平台网纹的评定参数及定义
平台网纹总体的要求是表面微观结构上有一定数量和一定深度的深沟,
深沟之外的部分是平台,平台网纹就像稻田一样(见图1)。
专注下一代成长,为了孩子。
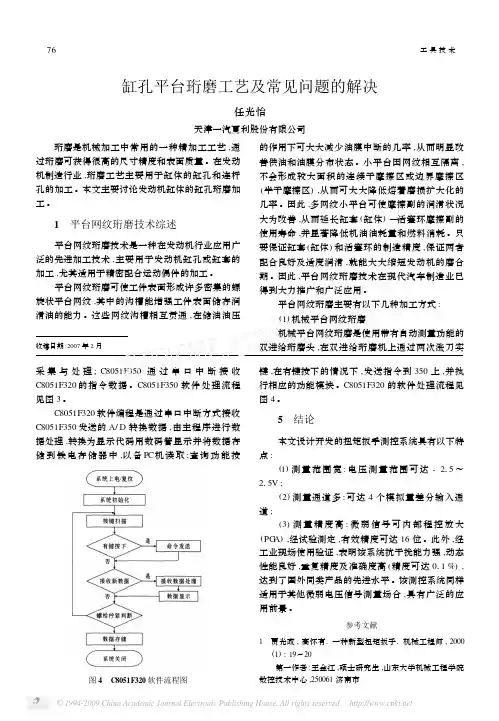
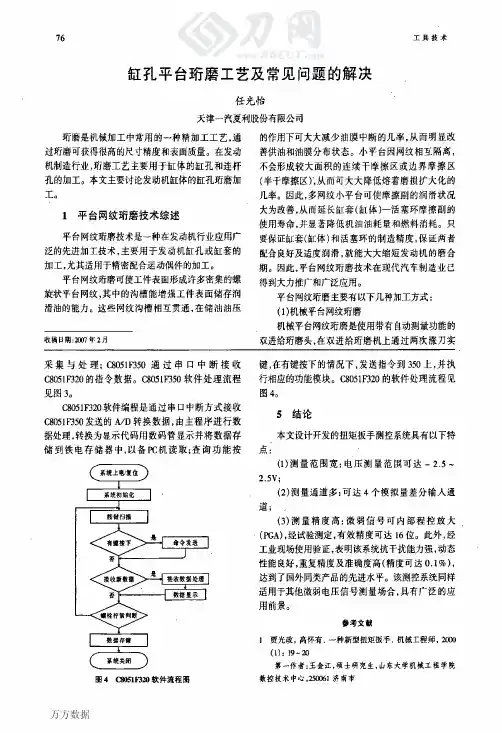
缸孔的平台网纹珩磨工艺图1 缸孔珩磨自动线箱体零件的孔加工是复杂与关键并存的工艺,近年来,平台网纹珩磨在汽油机缸体缸孔精加工中获得了广泛应用,保证了可靠的精度和性能,并且提高了加工效率,降低了成本。
汽车发动机缸体的缸孔与缸盖、活塞组成燃烧室,承受燃气燃烧的爆发压力和冲击,既要耐高温、高压和高温冲击负荷,又要为活塞高速往复运动提供基准,良好定位,准确导向。
因此缸孔与活塞之间,配合间隙要合理,摩擦力要小。
为此,要求缸孔表面粗糙度要低,缸孔尺寸精度要高,形状精度和位置精度要好。
为保证缸孔能满足上述要求,具备必要的性能,迫切需要良好可靠的缸孔精加工手段。
近年来,平台网纹珩磨在汽油机缸体缸孔精加工中获得了越来越广泛地应用,因此,我们也将平台网纹珩磨用于缸孔精加工。
平台网纹珩磨的优点所谓平台网纹珩磨,就是通过珩磨在缸孔表面形成细小的沟槽,这些沟槽有规律地排列形成网纹,并由专门的珩磨工艺削掉沟槽的尖峰,形成微小的平台。
平台网纹珩磨在缸孔表面形成的这种特殊结构有如下优点:1.微小的平台增加了接触面积,削掉尖峰,消除了表面的早期快速磨损,提高了表面的耐磨性。
2.细小的沟痕形成良好的储油空间,并在缸孔表面形成良好的油膜,降低了缸孔表面与活塞及活塞环的摩擦,因而可以使用低摩擦力的活塞环。
3. 细小的沟痕形成良好的储油空间,减小了机油的散失,进而降低了机油消耗。
4.珩磨后在缸孔表面形成了无数微小的平台,增加了缸孔与活塞及活塞环的接触面积,加大了缸孔表面的支撑度,减少了缸孔的初期磨损,因此减少了缸孔的磨合时间,甚至不用磨合。
平台网纹珩磨工艺平台网纹珩磨的基本工艺为:粗珩→精珩→平台珩。
粗珩:消除前工序的加工痕迹,提高孔的形状精度,降低孔的表面粗糙度,为精珩做好准备。
精珩:更换珩磨油石,进一步提高孔的尺寸精度、形状精度、降低表面粗糙度,在缸孔表面形成均匀的交叉网纹。
平台珩:更换油石,去除沟痕波峰,形成平台表面,提高缸孔表面的支撑率。
缸孔平台网纹珩磨的评定方法和工艺实践 2010-2-6 16:49:00 来源:一汽轿车股份有限公司第二发动机厂阅读:801次我要收藏【字体:大中小】缸孔的表面粗糙度的形成一般要经过粗镗、半精镗、粗珩、精珩等多个步骤才能达到期望的质量,近年来,各发动机制造厂和机床制造商都在进行着缸孔表面加工新工艺方法的研究。
本文重点介绍了缸孔平台网纹珩磨工艺的评定方法及其在发动机加工中的实际应用。
缸孔平台珩磨工艺及评定方法缸孔平台珩磨技术作为内燃机缸孔或缸套精加工的一种新工艺,初期主要用于高压缩比的柴油机,近几年有了进一步的发展,在汽油机上也得到了广泛的应用。
平台珩磨技术可在缸孔或缸套表面形成一种特殊的结构,这种结构由具有储油功能的深槽及深槽之间的微小支承平台表面组成。
典型的平台珩磨形成的表面如图1所示。
这种表面结构具有以下优点:● 良好的表面耐磨性;● 良好的油膜储存性,可使用低摩擦力的活塞环;● 降低机油消耗;● 减少磨合时间(几乎可省掉)。
1、缸孔平台珩磨的工艺过程为形成平台珩磨表面,在大批量生产时一般需要进行粗珩、精珩、平台珩磨三次珩磨,其作用分别是:● 粗珩:预珩阶段,主要是要形成几何形状正确的圆柱形孔和适合后续加工的基本表面粗糙度。
● 精珩:基础平台珩磨阶段,形成均匀的交叉网纹。
● 平台珩:平台珩磨阶段,形成平台断面。
要想获得理想的表面平台网纹结构,对精珩和平台珩的同轴度要求很高,因此将两个阶段合并成一次加工更为合理,通过设计成有双进给装置和装有精珩、平台珩两种珩磨条的珩磨头,能够实现一次装夹即可完成精珩和平台珩,消除了重复定位误差的影响,可以减轻前加工的压力和对机床过高精度的要求。
2、平台珩磨表面质量的评定方法由于采用国际标准中的Ra、Rz等参数不足以精确表示并测量平台珩磨表面,因此,发动机制造商纷纷制定了自己的平台珩磨表面标准。
经过几年的实践和发展日趋完善,但至今没有统一的平台珩磨技术规范,由于一汽大众公司及一汽轿车公司均采用德国设备和德国标准,这里主要介绍德国用于评定平台珩磨表面质量的几个参数及相应标准。
(1)均峰谷高度Rz(DIN)(Meanpeak-to-valley height)在滤波后轮廓的5个彼此相连的取样长度范围内局部峰谷高度Zi的算术平均值。
即:局部峰谷高度Z则是两条平行于中线的,在取样长度范围内通过轮廓的最高点和最低点的平行线之间的距离,如图2所示。
值得注意的是,Rz(DIN)与国际标准中的Rz(微观不平度十点高度)是不同的。
(2)波度Wt(Total wavinessheight)如图3所示,波度为经过滤波轮廓的水平方向上的最大峰谷高度。
(3)核心剖面深度RK(Coreroughness depth)系列参数核心剖面深度RK(Core roughnessdepth)系列参数包括核心剖面深度RK、尖峰高度Rpk(Reduced peakheight)、沟痕深度Rvk(Reduced valleydepth)、尖峰材料比率Mr1(Peakmaterial ratio)、沟痕材料比率Mr2(Valley material ratio)等。
在发动机缸孔加工中的应用一汽轿车股份有限公司第二发动机厂的发动机最初从美国引进时,缸孔采用普通碳化硅珩磨条一次珩磨,要求表面粗糙度为Ra0.5~0.88,缸体根据直径尺寸大小分五级装配。
由于珩磨余量大、珩磨时间比较长,且缸孔的几何形状差,已不能满足后继生产的要求。
为此,我们先后进行了两次工艺改造。
1996年进行的工艺改进采用两次珩磨,粗珩采用金刚石珩磨条,精珩采用普通碳化硅珩磨条,提高了珩磨的效率,表面质量控制接近于平台珩磨的标准。
为彻底解决发动机机油消耗偏高的问题,结合一汽技术中心在保时捷公司的咨询结果,我们于1998年又做了进一步的工艺改进,从德国Nagel公司购进缸体珩磨自动线,采用三次珩磨加工缸孔,实现了真正意义上的平台网纹珩磨。
1、发动机缸孔加工的工艺过程发动机缸孔的镗孔分为粗镗、半精镗和精镗;珩磨分为粗珩、精珩及平台珩,精珩和平台珩磨是在同一工位通过两次涨刀实现的。
各步加工的尺寸及表面质量要求如下:●镗缸孔粗镗缸孔:直径85.725~86.106mm半精镗缸孔:直径86.994~87.096mm精镗缸孔:直径87.41~87.45mm●珩磨缸孔粗珩缸孔:直径87.465~87.475mm精珩及平台珩:直径87.495~87.505mm缸孔圆柱度:0.008mm缸孔网纹在水平方向夹角:35°~45°● 表面质量参数波度Wt≤2μm平均峰谷高度Rz=4~8μm核心剖面深度Rk=0.6~1.4μm缩减的尖峰高度Rpk≤0.5μm缩减的沟痕深度Rvk=1.5~3.5μm尖峰材料比率Mr1=2~10%沟痕材料比率Mr2=65~85%2、发动机缸孔平台珩磨工艺一汽轿车股份有限公司于1998年2月从德国Nagel公司引进了一条缸体珩磨自动线,用于发动机缸孔和主轴孔的珩磨加工,其加工工艺过程及特点如下:(1)机床组成及工艺:该自动线由16个工位组成(机床布置图见图4),包括两个上下料工位、5个珩磨工位、1个后置测量工位、1个翻转倾倒冷却液工位和7个空工位。
缸孔的平台珩磨是通过3次珩磨来实现的,即粗珩磨、精珩磨和平台珩磨,缸体整个的珩磨过程如下:精镗完的缸体由动力摩擦滚道自动输送到上料工位1,该工位安装有自动判别缸体类别的传感器,机床能根据传感器发出的信号自动调整加工程序。
机床在工位3和工位5进行缸孔的粗珩磨加工(3工位珩磨1、3缸,5工位珩磨2、4缸),粗珩磨金刚石珩磨条的进给由步进电机控制,珩磨条的进给速度及珩磨尺寸、珩磨头的行程等均由预先设定的程序进行控制,对以上数值的调整只需更改程序中的相应参数即可完成。
机床在珩磨过程中可根据测量结果自动修正缸孔的形状误差。
工位7和工位9进行缸孔的半精珩和精珩(平台珩)加工,缸孔的半精珩磨和精珩磨是在同一工位经过两次涨刀来实现的,消除了重复定位误差,可获得更为理想的表面网纹结构。
由于在缸孔的珩磨过程中采用了在线测量技术,边珩磨加工边测量,机床能够根据测量结果自动修正缸孔形状,保证缸孔加工精度。
缸孔圆柱度达到0.005mm,直径尺寸精度达到±0.005mm,缸孔尺寸只有一个级别,不再进行分组。
11工位进行主轴孔的珩磨加工,主轴孔珩磨采用世界上比较先进的卧式铰珩工艺,在一个单行程加工中完成5个主轴承孔的珩磨,尺寸变化一般在3~4μm以内。
12工位进行主轴孔的后置测量,并能对测量结果进行统计分析,依据分析结果发出相应的警示信号。
15工位工件翻转270°倾倒水套孔及螺栓孔内的冷却液,16工位下料,完成整个珩磨加工。
缸孔珩磨和主轴孔珩磨都采用金刚石珩磨条,缸孔珩磨条一般寿命可加工10000件以上,主轴孔珩磨条寿命能达到10万件以上,珩磨条更换频次少,保证了加工的一致性,同时辅助时间也相对减少。
该珩磨机珩磨液具有温度相对控制装置,保证珩磨液温度比环境温度低2~6℃,减少了珩磨温度对工件造成的影响,有利于提高主轴孔和缸孔的加工精度。
同时,由于机床采用全封闭结构,减少了由于珩磨液雾化和蒸发造成的损失,也减少了对环境的污染。
3、平台珩磨工艺中的几个关键问题(1)表面质量参数的确定缸孔的表面质量参数通常是在产品设计过程中由设计人员给出的,过去由于一般仅采用表面粗糙度Ra评价表面质量,产品对工艺的要求比较少。
采用平台珩磨标准后,表面参数和评价标准将决定工艺方法,包括设备结构、珩磨条类型、检测设备等,如:德国大众公司采用Rk系列参数,英国Perkins公司采用R3z、Skew等参数,并对检测设备有明确的要求。
因此可以讲,缸孔平台表面质量参数的确定是产品与工艺相结合的过程,尤其是对老产品的改造。
一汽轿车股份有限公司第二发动机厂发动机缸孔平台网纹的表面参数就是在工艺试验(德国Nagel公司完成)基础上,结合保时捷公司的咨询结果及道路试验确定的。
(2)两次珩磨还是三次珩磨过去一般认为两次珩磨和三次珩磨均可实现平台网纹的表面结构。
随着工艺水平的提高,现在一般认为只有采用三次珩磨,且精珩磨与平台珩磨在同一工位上一次定位完成,才能获得精确的平台网纹表面结构。
三次珩磨过程中,粗珩磨去除的余量为30~50μm,精珩磨去除的余量为20~30μm,平台珩磨去除的余量为3~5μm。
粗珩磨时主要去除余量,消除精镗加工的刀痕,为珩磨网纹创造条件;精珩磨形成网纹深沟;平台珩磨珩出平台。
由于平台珩磨的余量很小,加工行程次数只有5~8次,如果精珩磨和平台珩磨采用独立主轴加工,在珩磨头没有消除重复定位误差以前就已经完成平台珩磨,产生假平台。
精珩磨与平台珩磨一次定位完成,即在一个主轴上实现精珩磨和平台珩磨。
精珩磨涨刀时平台珩磨不涨刀,精珩磨完成退刀时,平台珩磨涨刀加工,这样可消除重复定位误差的影响。
具有双涨刀系统的珩磨头结构见图5。
3)珩磨过程中的主轴旋转方向使用金刚石珩磨条时,为了避免因珩磨条对孔壁的高压而产生的金属碎片的影响,应使每次加工的旋转方向相反,如:精镗右旋,粗珩左旋;精珩右旋,平台珩磨左旋。
(4)珩磨过程中的跟踪测量及锥度补偿在珩磨过程中,控制程序可根据跟踪检测结果,通过调整砂条的超程量对缸孔的锥度实现补偿,最后还可以通过局部短行程珩磨进行锥度修正。
(5)珩磨条的选定及初始修整从珩磨效率和珩磨条寿命的角度考虑,一般粗珩磨和精珩磨采用金刚石珩磨条,但平台珩磨必须采用碳化硅珩磨条,以避免金刚石珩磨条切削形成的鳞刺。
这一点在Perkins的技术标准中有明确的要求。
采用金刚石砂条时,粘接完毕后使用前应装在珩磨头上进行线外修整,以适应缸孔的形状。
4、平台珩磨与一般珩磨加工质量的比较图6和图7分别为普通两次珩磨与平台网纹珩磨的表面轮廓曲线,图8为平台珩磨所形成的表面微观结构。
从图中可以看出,平台珩磨的表面结构与普通珩磨的表面结构相比具有明显的改善,形成了既有高支承率的平台,又有储油的深沟结构。
设备精度的提高和工艺的改进使缸孔的尺寸精度和几何精度得到明显改善,缸孔圆柱度达到0.005mm,直径尺寸精度达到±0.005mm。
缸孔尺寸可控制在一个级别内,不再进行分组。
在发动机上的实际应用效果经过台架及整车道路试验,采用平台网纹珩磨工艺的发动机与未采用该工艺的发动机相比,在以下几方面取得了很大的进步:1、提高了气缸体、活塞及活塞环的使用寿命。
平台网纹珩磨工艺增强了汽缸壁的储油和承载能力,又提高了缸孔的形状精度,从而改善了汽缸壁与活塞、活塞环之间的润滑条件,使汽缸壁、活塞、活塞环的磨损速度明显减慢,大。