诺信热熔胶机常见故障及排除方法 ppt课件
- 格式:ppt
- 大小:5.56 MB
- 文档页数:21
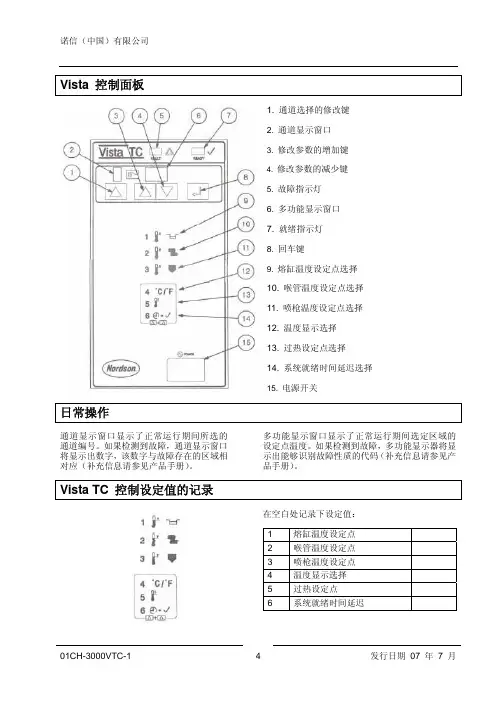
诺信(中国)有限公司01CH-3000VTC-1 4 发行日期 07 年 7 月Vista控制面板1. 通道选择的修改键2. 通道显示窗口3. 修改参数的增加键4. 修改参数的减少键5. 故障指示灯6. 多功能显示窗口7. 就绪指示灯 8. 回车键9. 熔缸温度设定点选择10. 喉管温度设定点选择 11. 喷枪温度设定点选择 12. 温度显示选择 13. 过热设定点选择 14. 系统就绪时间延迟选择15. 电源开关日常操作通道显示窗口显示了正常运行期间所选的通道编号。
如果检测到故障,通道显示窗口将显示出数字,该数字与故障存在的区域相对应(补充信息请参见产品手册)。
多功能显示窗口显示了正常运行期间选定区域的设定点温度。
如果检测到故障,多功能显示器将显示出能够识别故障性质的代码(补充信息请参见产品手册)。
Vista TC 控制设定值的记录在空白处记录下设定值: 1 熔缸温度设定点 2 喉管温度设定点 3 喷枪温度设定点 4 温度显示选择 5 过热设定点 6系统就绪时间延迟A 2-10 描述01CH-3000VTC-1-A3安装3000V TC发行日期 07 年 7 月诺信(中国)有限公司版权所有显示区操作显示区给出了有关系统设置的详细信息。
图A 2-12 显示区1. 通道显示窗口2. 多功能显示窗口3. 回车键4. 参数修改键,上键和下键5. 参数修改键,上键通道显示窗口和参数修改键、上键正常运行期间,通道显示窗口显示了所选的通道编号。
如果检测到故障,通道显示窗口将显示出数字,该数字与故障存在的区域相对应。
0 = 熔缸1 = 喉管12 = 喉管23 = 喉管34 = 喉管45 = 喷枪16 = 喷枪27 = 喷枪 38 = 喷枪4当您按下位于通道显示窗口下方的上键时,它将一个接着一个的滚动通道编号。
描述 A 2-11诺信(中国)有限公司版权所有3000V TC发行日期 07 年 7 月01CH-3000VTC-1-A3安装多功能显示窗口和按键正常运行期间,多功能显示窗口显示了选定通道的值。

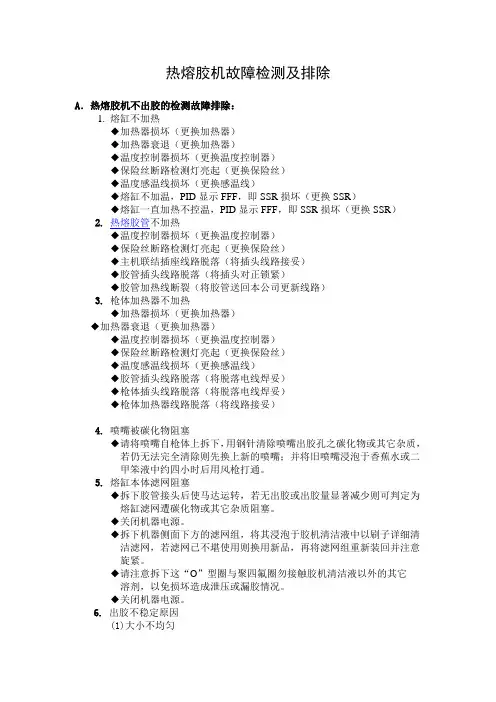
热熔胶机故障检测及排除A.热熔胶机不出胶的检测故障排除:1. 熔缸不加热◆加热器损坏(更换加热器)◆加热器衰退(更换加热器)◆温度控制器损坏(更换温度控制器)◆保险丝断路检测灯亮起(更换保险丝)◆温度感温线损坏(更换感温线)◆熔缸不加温,PID显示FFF,即SSR损坏(更换SSR)◆熔缸一直加热不控温,PID显示FFF,即SSR损坏(更换SSR)2.热熔胶管不加热◆温度控制器损坏(更换温度控制器)◆保险丝断路检测灯亮起(更换保险丝)◆主机联结插座线路脱落(将插头线路接妥)◆胶管插头线路脱落(将插头对正锁紧)◆胶管加热线断裂(将胶管送回本公司更新线路)3. 枪体加热器不加热◆加热器损坏(更换加热器)◆加热器衰退(更换加热器)◆温度控制器损坏(更换温度控制器)◆保险丝断路检测灯亮起(更换保险丝)◆温度感温线损坏(更换感温线)◆胶管插头线路脱落(将脱落电线焊妥)◆枪体插头线路脱落(将脱落电线焊妥)◆枪体加热器线路脱落(将线路接妥)4.喷嘴被碳化物阻塞◆请将喷嘴自枪体上拆下,用钢针清除喷嘴出胶孔之碳化物或其它杂质,若仍无法完全清除则先换上新的喷嘴;并将旧喷嘴浸泡于香蕉水或二甲笨液中约四小时后用风枪打通。
5. 熔缸本体滤网阻塞◆拆下胶管接头后使马达运转,若无出胶或出胶量显著减少则可判定为熔缸滤网遭碳化物或其它杂质阻塞。
◆关闭机器电源。
◆拆下机器侧面下方的滤网组,将其浸泡于胶机清洁液中以刷子详细清洁滤网,若滤网已不堪使用则换用新品,再将滤网组重新装回并注意旋紧。
◆请注意拆下这“O”型圈与聚四氟圈勿接触胶机清洁液以外的其它溶剂,以免损坏造成泄压或漏胶情况。
◆关闭机器电源。
6. 出胶不稳定原因(1)大小不均匀滤网堵住;马达运转不正常;回流阀调整不当。
(2)出胶压力降低胶桶被滤网杂质堵满;枪体故障;胶机加热系统发生故障或热熔胶未达操作温度。
7. 齿轮泵马达运转不出胶◆先检查熔缸内之安全回流阀有无胶液回流入熔缸,若有则表示齿轮泵与回流阀无损坏,应将其慢慢旋紧设定至适当压力位置。

热熔机工作中的常见故障及解决方法热熔机工作中的常见故障及解决方法1、热熔后柱头过小(1)、温度过低比较明显的现象是一切都按要求去做了,可在热熔结束之后,通过观察可以看到柱头较小,组件之间比较松垮,甚至能把它们之间分开。
如果此时去观察温控器,可以从温控器显示屏上端看到实际温度并未达到设置的温度。
解决方法是:先看热电偶开关是否处于开启状态,如果没有,先把热电偶开关打开。
接着要做的是耐心等待实际温度达到设置的温度,然后才能进行热熔。
(2)、热熔头和热熔柱不成直线关系热熔结束之后,拿起结构组件可以看到,热熔柱仅有部分被热熔,从外观形态上看,似乎热熔柱有被强迫压弯的嫌疑。
与温度过低不同的是结构组件间非常的牢固。
解决方法是:再重新放置一个装配OK的结构组件,如果热熔后是正常的,说明先前放置的不到位。
如果仍是原样,则需进行调试或对夹具重新进行定位。
(3)、热熔时间过短当按下启动按钮后,发现结构组件出现错位,偏斜等现象,按下急停按钮,由于夹具基座与限位柱的撞击使得结构组件又恢复到正常的状态,此时拔起急停按钮,热熔机继续进行热熔。
待热熔结束之后观察,可以看到热熔柱柱头较小。
原因是下压及热熔时间分为了两部分:急停和下压及热熔,由此可知热熔时间不足。
解决方法是:放在热熔夹具内,进行再次的热熔。
2、热熔后结构组件分离(1)、由于夹具基座与限位柱的撞击,使得结构组件分离在清醒的状态下,把装配OK的结构组件放入夹具内,待热熔结束后可以看到结构组件是分离的。
如果我们从结构组件放入夹具内,看到热熔结束,可以发现当夹具基座与限位柱贴近时,明显的撞击使得在热熔前已让结构组件分离。
自然而然在热熔后也是分离的。
解决方法是:先看进程的实际运行时间与设置时间是否相协调,如果后者大于前者,可直接对限流器进行调整,使进程的速度变缓;如果两者相当,先对进程时间进行重新设置,再对限流器进行调整,实际效果以撞击后结构组件不分离为佳。
(2)、结构组件装配不到位特别在上夜班人比较困时,自我感觉装配的非常好,可热熔之后却发现结构组件是分离的。

熔接机常见故障分析
(1)开机点不亮
第一:检查电源线,是否插好。
第二:检查保险丝,是否烧掉。
是,换保险丝。
再次烧掉,发生短路,维修。
(2)电源指示灯、显示器不显示
检查连接线插口是否松动。
如果连接线插口紧,按键有声音,那么显示器坏。
如果连接线插口紧,按键无声音,主板输出到显示器(LCD)坏。
(3)开机后无法复位
第一:马达行程超出,手动解决。
第二:有异物卡住,用洗耳器吹或转动马达。
第三:马达坏掉。
(4)放电检查出错
第一:电极端错位。
第二:电极没推到底。
(5)熔接光纤推进不足
第一:光纤放置不好,重新放置。
第二:马达阻位块坏,换。
第三:镜面、摄像头脏,没拍出光纤,清洁镜面、摄像头。
(6)光纤识别错误
第一:V形槽脏,清洁。
第二:光纤没放好,重放。
第三:镜面、摄像头脏,识别不出光纤,清洁镜面、摄像头。
(7)对纤不准
第一:V形槽脏,清洁。
第二:光纤没放好,重放。
第三:对纤马达、阻位块坏,进行更换。
(8)电极不放电
第一:电极棒位置不对,调整。
第二:放电过强或过弱可调整电极棒。
(9)聚焦马达出现故障
图象混乱,不能聚焦,调节聚焦马达。
(10)键盘出现问题
第一:控制面板坏,维修。
第二:数据线松掉,开盖接好。

Bravura 系列操作卡第1页-共16页Bravura 系列操作卡系统组成:1. 活塞泵2. 储胶桶3. 气压调节4. 过滤器和排出阀5. 控制面板6. 胶管7. 气控喷枪8. 电磁阀操作面板的功能控制面板1.错误显示灯2.系统就绪灯3.区域显示4.设定温度显示5.实际温度显示6.区域修改按纽7.数值修改按纽8.修改确认按纽9.胶箱/管/枪灯10.监控扫描按纽/灯11.保温按纽/灯12.时控按纽/灯13.°C/°F切换按纽14.超温保护按纽15.延时按纽16.电源开关Bravura 系列操作卡第2页-共16页Bravura 系列操作卡第3页-共16页Bravura 系列操作卡第4页-共16页日常保养与维护:1.清洁系统的表面;2.检查O型圈和结合面的密封圈;3.按以下步骤冲洗过滤器的杂质(每班开机前必须进行):a)将气压调整至0;b)在所有喷枪下放置容器,并触发信号以降低胶管内的气压;c)在放置的容器上,逆时针旋转来打开排出阀;d)增加系统的气压,直到干净的、有稳定压力的热熔胶从排出阀流出;e)关闭排出阀;f)恢复到系统正常使用的气压。
Bravura 系列操作卡第5页-共16页过滤器的清洗与保养:一般每三月进行一次1.确保系统处于加热状态;2.按《日常保养与维护》步骤清洗过滤器中的杂质;3.降低系统的压力;4.按图用工具松开过滤器;5.按图拉出过滤器总成;6.按图拆开螺钉并分解过滤器总成;Bravura 系列操作卡第6页-共16页7.用R溶剂清洗各个零部件(O形圈除外);注意:严格按R溶剂要求进行操作!注意:不能用金属毛刷清洗!8.检查O形圈和过滤器的网罩,如有损伤必须更换;9.按图将过滤器总成装配完成;10.再次确保系统处于加热状态;11.将过滤器总成装回分歧座,先用手固定;12.按以下步骤再次清洗分歧座:a)打开排出阀;b)将气压调整至0;c)增加系统的气压,直到干净的、有稳定压力的热熔胶(排出量约0.25L)从排出阀流出;d)将气压再次调整至0;e)关闭排出阀。