1250mm^2大截面导线压接施工技术
- 格式:pdf
- 大小:1.04 MB
- 文档页数:2
1000mm2大面积导线压接施工工法1.前言在国家“十二.五”规划纲要中明确提出要加大特高压输电发展,国家电网公司规划建设联接大型能源基地与主要负荷中心的“三纵三横”特高压骨干网架和13项直流输电工程。
通过加快建设能源外送通道,可以解决我国大型能源基地远距离、大规模输电问题。
大截面导线输变电作为一项自主开发特高压输电技术将得到广泛应用,宁东±660kv宁夏至山东世界第一条±660kV、1000mm2大截面导线输变电示范工程投产,标志着我国又一条新的电压等级直流线路投入生产。
本工程导线采用1000mm2 JL/G3A-1000/45型钢芯铝绞线大截面导线。
1000mm2大截面导线在全国乃至世界上也属于首次使用,因此导线的展放成为施工的难点,而导线的压接则成为重中之重。
我部针对导线的特点,经过认真分析计算和试验,总结出了较好的导线压接方法,该方法经工程实际验证,具有较好的经济性并且是安全可靠的。
2.工法特点2.1本工程采用JL/G3A-1000/45型钢芯铝绞线,计算拉断力226.15kN,安全系数为2.5。
2.2 本工程液压作业施工使液压作业标准化,规范化,施工质量,工艺标准达到660kv直流工程考核标准的要求。
3.使用范围本施工工法适用于大截面导、线地线的压接。
4. 工法原理本工法主要是把大截面导线链接起来,利用液压原理使导线与外铝管压接完后具有较高的安全性,牢固性。
把大截面导线应用到我国电力线路生产中运行中。
5. 施工工法及操作要点5.1施工工艺流程大截面导线施工工艺流程如图5.1所示:图5.1 施工工艺流程图5.2液压施工方法及操作要点5.2.1液压时所用的钢模应与被压管相配套,凡上模与下模有固定方向时,则钢模上应有明显标记,不得错放,液压管的缸体应垂直地面,并放平稳。
5.2.2被压管放入钢模时位臵应准确,检查点位印记是否处于指定位臵,双手把握管线后上模。
此时应使两侧线与管保持水平状态,并与液压机轴心相一致,以减少管子受压后可能产生弯曲,然后开动液压机。

大截面导线压接施工工法大截面导线压接施工工法一、前言大截面导线压接施工工法是指在电力工程中应用大截面导线进行连接的一种施工工法。
它具有快速、高效、可靠的特点,在电力传输和分配领域被广泛使用。
二、工法特点1. 适用范围广:大截面导线压接施工工法适用于各种大型电力工程项目,包括输变电站、大型工厂、高层建筑等,可以满足不同工程的需求。
2. 施工周期短:采用大截面导线压接施工工法可以大幅缩短施工周期,提高工程进度,节省施工时间和人力成本。
3. 施工质量高:大截面导线压接施工工法采用的是先进的接头技术和专业的施工方法,可以保证连接的质量和可靠性,减少线路故障的发生。
4. 高效节能:大截面导线压接施工工法可以减少电阻损耗,提高电路的传输效率,从而实现能源的节约和效益的提升。
三、适应范围大截面导线压接施工工法适用于电力工程中需要连接大截面导线的各个环节,包括输电线路、变电站、配电线路等。
不仅适用于新建工程,也适用于改造工程和维护工程,可以提高电网的可靠性和稳定性。
四、工艺原理大截面导线压接施工工法基于导线连接的原理和导线应力分析的基础上,通过选取合适的导线与接头、采用专业的压接工艺和设备,实现导线连接的可靠性和稳定性。
在实际应用中,大截面导线压接施工工法需要考虑导线的导电性能、机械强度和耐腐蚀性等因素。
同时,还需要根据导线的截面尺寸、导线材料的特性以及工程环境的要求,选择合适的接头类型和压接工艺,确保连接的质量和可靠性。
五、施工工艺1. 准备工作:包括导线的选择和准备、接头的选型和准备、施工现场的准备等。
2. 导线压接:将准备好的导线与接头进行压接,确保导线与接头之间的接触良好。
3. 检测和测试:对压接后的导线和接头进行电气性能测量和机械性能测试,确保连接的质量和可靠性。
4. 防腐处理:根据工程环境的要求,采取相应的防腐措施,确保导线和接头的耐腐蚀性。
5. 安装和固定:将压接好的导线和接头安装在相应的位置,并进行固定,确保连接的稳定性。


1250mm2大截面导线压接工艺质量研究摘要:在大截面导线耐张线夹及接续管的压接过程中会出现松散、起灯笼、握着力和对边距超标等问题。
本文结合灵州-绍兴±800kV特高压直流输电线路工程大截面导线压接施工要求,详细论述其质量控制要点及控制措施,包括压接平直度控制、压接预偏量的确定、耐张线夹“倒压”及接续管“顺压”等,研究表明大截面导线压接质量控制工艺先进,可广泛推广应用。
关键词:特高压线路;大截面导线;压接连接;倒压技术;顺压技术1.引言随着张力架线以及液压压接技术的不断成熟,导地线的截面积也不断地增大,从±800kV锦苏线的900mm2导线、±800kV哈郑线1000mm2导线,再到如今±800kV灵绍线的1250mm2导线。
在大截面导线耐张线夹及接续管的压接过程中会出现松散、起灯笼、握着力和对边距超标等问题,而对于1250mm2大截面导线可能会引起更严重问题,随着特高压直流输电线路不断发展,1250mm2大截面导线的应用将步入常态化,对1250mm2大截面导线压接工艺的研究就显得尤为重要。
2.大截面导线压接设计大截面导线压接工艺较为复杂,压接机选型、模具选择、压接顺序、预偏量等因素对压接质量有直接影响。
模具的对边尺寸是按照规范的规定。
JL1/G3A- 1250/70导线的接续管和耐张线夹的金具外径铝合金管ф80㎜,钢管ф30㎜。
模具的对边尺寸为铝模S=68.66㎜,钢模S=25.68㎜。
3.现场大截面导线压接质量工艺控制措施3.1大截面导线压接平直度控制通过试压接后,采用导轨时能够有限降低操作过程中人为因素造成的压接管弯曲,试件均满足弯曲度控制要求。
不采用导轨时,由于导线自重较大,压完一模后由人力对导线进行移动时极易造成压接管弯曲,不能将压接管弯曲度控制在1%以内。
通过现场现场实际应用,发现300t及200t压接机相比,压模数少,伸长量小,弯曲度符合规范要求,且压接效率高。
1250㎜2大截面导线组合式放线滑车挂架研究摘要:目前国内六分裂的1250㎜2的大截面导线放线施工工艺原则上采用3ד一牵2”方式进行张力放线,大截面导线的展放施工对施工机具的性能要求高,放线滑车悬挂方式的选择,对工程进度、效率及施工质量有重要影响。
目前,多个放线滑车进行放线时需要在铁塔上预留施工孔,这样要实现多个放线滑车悬挂,调整滑车高度一致的工作量大,并且使用的配套工具很多,操作很不方便。
本文介绍组合式放线滑车挂架。
关键词:滑车挂架;1250㎜2大截面导线;输电线路;导线展放。
1.工程概况山西晋北~江苏南京±800kV特高压直流输电线路工程(冀1标段)线路长度223.699km,共计436基。
一般地形采用6×JL1/G3A-1250/70钢芯铝绞线,在10㎜冰区山地采用6×JL1/G2A-1250/100钢芯铝绞线。
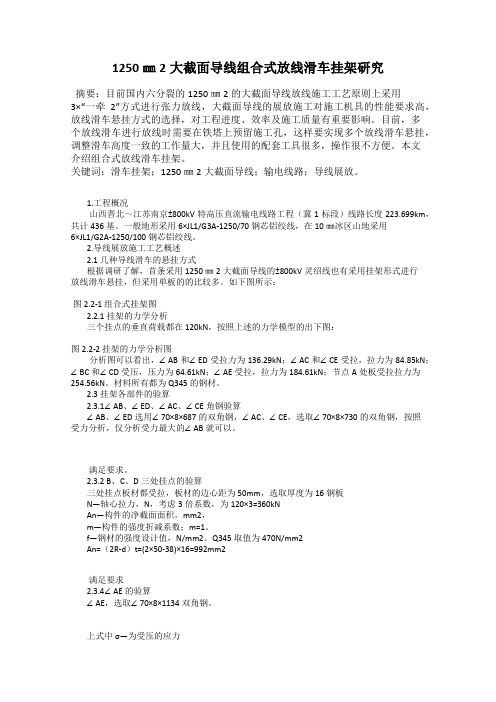
2.导线展放施工工艺概述2.1几种导线滑车的悬挂方式根据调研了解,首条采用1250㎜2大截面导线的±800kV灵绍线也有采用挂架形式进行放线滑车悬挂,但采用单板的的比较多。
如下图所示:图2.2-1 组合式挂架图2.2.1 挂架的力学分析三个挂点的垂直荷载都在120kN,按照上述的力学模型的出下图:图2.2-2 挂架的力学分析图分析图可以看出,∠AB和∠ED受拉力为136.29kN;∠AC和∠CE受拉,拉力为84.85kN;∠BC和∠CD受压,压力为64.61kN;∠AE受拉,拉力为184.61kN;节点A处板受拉拉力为254.56kN。
材料所有都为Q345的钢材。
2.3挂架各部件的验算2.3.1∠AB、∠ED、∠AC、∠CE角钢验算∠AB、∠ED选用∠70×8×687的双角钢,∠AC、∠CE,选取∠70×8×730的双角钢,按照受力分析,仅分析受力最大的∠AB就可以。
满足要求。
2.3.2 B、C、D三处挂点的验算三处挂点板材都受拉,板材的边心距为50mm,选取厚度为16钢板N—轴心拉力,N,考虑3倍系数,为120×3=360kNAn—构件的净截面面积,mm2,m—构件的强度折减系数;m=1。

大截面导线注脂式耐张管压接施工技术研究特高压线路工程,大截面导线注脂式耐张管压接施工技术标签:特高压线路;大截面导线;注脂式耐张管;施工技术一、目的由于特高压输电线路工程山区地形铁塔高差较大,耐张管仰角较大,长时间运行中,雨水容易沿渗水通道向线夹空腔(不压区)处渗水。
由于钢锚端部密实,积水无法流出,造成线夹空腔积水存在。
当温度下降至冰点,积水结冰膨胀,导致压接管空腔处线夹铝管出现纵向裂缝或鼓包,出现重大安全隐患。
面对以上问题,高差较大塔位耐张管需倒挂,导线必须采用注脂式耐张管,采取开孔注脂的方式防止耐张管空腔积水冻裂,在耐张管铝管不压区注脂孔,在压接铝管前,向管内注射电力脂。
铝管压接后,电力脂填满耐张管铝管不压区(空腔),能够防止雨水注入形成积水,进而可避免积水结冰冻胀,保证耐张管安全稳定运行。
注脂式耐张作为一种特殊耐张管,对于工程质量有着至关重要的作用,因此除施工人员、设备必须满足相关规程规范要求外。
还应编制合理可行的作业指导书,以此确保该特殊工序施工的科学性、合理性,从而保证施工质量工艺达到相关要求。
二、导线特性、耐張管技术参数及机械设备性能参数2.1的导线型号导线型号:JL1/G2A-1250/100型钢芯铝绞线(具体特性见表一),为四层结构的钢芯铝绞线,导线截面积大、铝钢比大。
2.2 注脂式耐张管型号规格所使用的接续管,压接作业人员必须全部检查。
接续管的尺寸(包括公差)应符合现行国家标准的规定,不合格者,严禁使用。
NYZ-1250/100A耐张管示意图2.3液压机及液压泵站参数:2.4 压接管尺寸检查对所使用的接续管及耐张管应用精度为0.02mm的游标卡尺测量受压部分的内径和外径,用钢尺测量各部分的长度,并作好记录。
同时检查压接管不得有弯曲、裂痕、锈蚀等现象,并应符合相关规定。
三、液压施工的要求及准备工作3.1液压施工是架空送电线路施工中的一项重要隐蔽工序,操作人员必须经过培训及考试合格,持有操作许可证方能进行操作。
超高压变电站大截面导线压接施工工法超高压变电站大截面导线压接施工工法一、前言超高压变电站大截面导线压接施工工法是一种用于超高压变电站的施工工艺,用于连接大截面导线的压接作业。
本文将介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及工程实例。
二、工法特点该工法的特点是采用专门的压接设备,能够实现高效快速的压接作业,提高工作效率。
同时,该工法还具有压接接头强度高、导电性能好、接触电阻小等优点,能够确保电气连接的可靠性和稳定性。
三、适应范围该工法适用于超高压变电站中大截面的导线压接作业,包括电力输电线路、变电站中的主干线、母线等。
该工法能够满足超高压变电站对导线连接的安全性、可靠性和稳定性的要求。
四、工艺原理超高压变电站大截面导线压接施工工法的工艺原理在于将导线松套进导线连接管中,然后通过专用的压接设备对导线连接管进行压接,使其与导线牢固连接。
该工法采取了一系列技术措施,如加热导线连接管、选用合适的导线连接管和压接设备等,以确保压接作业的质量和效果。
五、施工工艺该工法的施工工艺包括以下几个阶段:准备工作、导线连接管的安装、导线的松套、加热导线连接管、压接连接管、检查连接质量等。
每个阶段都有具体的操作步骤和注意事项,需要施工人员严格按照规定进行操作。
六、劳动组织施工过程中需要合理组织施工人员,分工明确,确保各个施工环节的顺利进行。
同时,需要配备专业的施工人员,熟悉工法和相关操作规程,能够独立完成施工任务。
七、机具设备该工法需要使用专用的机具设备,包括导线连接管、压接设备、加热设备等。
这些设备具有特定的特点、性能和使用方法,需要施工人员熟悉并正确运用。
八、质量控制为了确保施工过程中的质量,需要采取一系列的质量控制措施。
包括对导线连接管和压接连接管进行质量检查,对压接作业进行质量把关,以及将连接质量进行检测等。
九、安全措施在施工过程中,需要注意各种安全事项,特别是针对超高压变电站的安全要求。
特高压输电线路1250mm2大截面导线液压施工方法解析发布时间:2022-09-15T09:10:57.565Z 来源:《科技新时代》2022年第4期2月作者:李德兴邓培文何慧晶贾明琛马俭[导读] ±1100kV昌吉-古泉段直流特高压线路改造期间运用了1250mm2大截面导线方案,现场施工流程复杂,影李德兴邓培文何慧晶贾明琛马俭新疆送变电有限公司新疆维吾尔自治区乌鲁木齐市 830000摘要:±1100kV昌吉-古泉段直流特高压线路改造期间运用了1250mm2大截面导线方案,现场施工流程复杂,影响因素较多,为了使项目建设质量有所保障,配合使用了大吨位液压装置、新压接工艺等技术方法,实现了轻量化设计制造,处理了过往局部断线损伤修补难度高的现实问题,归纳相关施工经验,希望能对相同或相似工程建设起到一定参考作用。
关键词:特高压输电线路;大截面导线;液压施工;技术方法引言:和超高压电网相比,特高压电网有输送容量大、距离长、输电损耗好等优点,被叫做“电力高速公路”,利用其能更好的调配我国电网资源,提升资源利用效率。
特高压线路中运用大截面导线能进一步减少电能损耗,提升电网输送效率,故而实际运用更大截面导线成为未来我国特高压电网建设中孜孜不倦追求的目标。
合理运用1250mm2级大截面导线具有很大现实意义,这种导线运用了更大的铝钢比及四层铝股结构等,对压接工艺等提出更高的要求。
1、项目背景±1100kV昌吉-古泉直流特高压线路大截面导线在风振摆动的情况下造成磨损断股、断线后对其进行修补困难的问题,从我们现场检修过程中积累的经验及线路机械性能、电气性能的综合分析,针对导线断股损伤类的缺陷能够实现不停电进行带电作业修补,从研制适合特高压大截面导线的便携液压机入手从而解决此类问题。
2、导线及液压管的主要技术参数2.1导线选择JL1/G2A -1250/100型钢芯铝绞线作为导线,外径47.85mm,重量4252.3㎏/㎞,拉断力达到329850N,最大使用张力125343N。
图1NY-1250/100耐张管结构图3液压施工机具准备及要求(1)1250mm2大截面导线液压机具采用300吨液压机,压模压力值不小于100MPa,耐张管钢模采用G36压模,铝管都采用L80压模。
(2)模具的对边距应满足S=0.866×D(D为钢管或铝管外径)。
(3)由于压接管长度大,在首次试验压接时铝管都发生了较为显著的弯曲变形,并且一部分铝管的弯曲变形已经超出了规范中优良的标准。
针对这个现象,专门研发了一个专门辅助压接平台,借助于这个平台,可以有效控制液压管的弯曲变形。
4耐张管液压施工步骤及方法图2剥铝线图界Science&Technology Vision如图3:(1)清除钢芯表面残留物,保持原绞制状态。
(2)钢芯从端部开始向内量取OA=L5做标记,再将钢锚穿入,穿入时应顺绞线绞制方向旋转推入至管底,管口与A处重合。
4.2耐张钢锚的压接部位及操作顺序如图4:1-导线2-钢锚3-钢管图4钢锚压接顺序图(1)首先检查钢锚管口与印记点A重合。
(2)第一模自钢锚圆环侧开始,依次向管口端连续施压。
4.3耐张铝管穿管方式如图5:图5耐张管铝管穿管图(1)压好钢锚之后,将铝管穿入至钢锚极限位置处做一标记B。
(2)将耐张管钢锚压接末端处记为C,测量BC长度为L7,测量B至铝线端头之间的距离BN的长度L8。
(3)将铝管顺铝线绞制方向,向耐张管钢锚端旋转推入至绑线或卡箍处,松开绑线或卡箍P,继续推入直至耐张线夹铝管耐张侧管口与B重合为止,在导线侧图6耐张管铝管压接顺序图5质量及工艺要求(1)液压时的油压力标准值为100MPa。
(2)量尺画印的定位印记,画好后应立即复查,以确保正确无误。
(3)液压管压后用精度不低于0.1mm的游标卡尺测量压后对边尺寸,对边距尺寸S的最大允许值如下铝管69mm,耐张钢管31.16mm。
(4)压后铝管不应有肉眼即可看出的扭曲及弯曲现象,弯曲度不得大于2%,有明显弯曲时应校直,校直后不应出现裂缝。
·技术与应用·1250mm2大截面导线现场压接质量控制措施■刘勇国网安徽省电力有限公司 安徽合肥 230022摘 要:随着特高压输电线路的大规模建设,电压等级的不断提高,特高压建设的材料、施工技术、施工工器具也出现了日新月异的变化。
出于经济性考虑,导线的截面积由最初的720 mm2、900 mm2、1000 mm2发展到现在的1250 mm2,因此大截面导线的施工是没有成熟经验可以遵循的。
所以,1250 mm2因此大截面导线压接施工对工程的整体质量影响尤为重要。
关键词:特高压; 大截面导线;施工; 压接The quality control measures of 1250mm2 large section conductor on site crimpingYong LiuState Grid Anhui Electric Power Co., Ltd., Hefei 230022ABSTRACT:With the large-scale construction of UHV transmission lines and the continuous improvement of the voltage level, the materials, construction technology and construction equipment of UHV construction have changed rapidly. For economic reasons, the cross-sectional area of the wire from the initial 720 mm2, 900 mm2, 1000 mm2to the current development of the 1250 mm2, so the construction of large cross-section conductor is not mature experience can be followed. Therefore, the 1250 mm2so the construction of large cross section of the pressure on the overall quality of the project is particularly important. KEY WORDS:UHV; large cross-section conductor; construction引言大截面导线施工起灯笼、握着力和对边距超标等问题,从而影响施工质量。
第44卷第12期 山 西建筑Vol .44No .122 0 1 8 牟 4 月SHANXI ARCHITECTUREApr . 2018• 109 •文章编号:1009-6825 (2018) 12-0109-021 250 m m 12大截面导线压接施工技术晋继恒王军(国网山西送变电工程公司,山西太原030006)摘要:随着特高压电网建设的发展,特高压输电线路工程中应用1 250 rrnn 2大截面架空导线,对于大截面导线耐张管的压接施 工工艺也发生着变化,通过改变压接顺序、压接预留长度、额定工作压力及压接工艺等影响因素进行了剖析,解决了大截面导线压接施工中出现松散、起灯笼、握着力及对边距超标等问题,说明1 250 mm 2大截面导线施工技术能满足特高压大截面导线施工质 量和工程管理的要求。
关键词:大截面导线,压接施工,钢管 中图分类号:TU 852工程采用导线是:JL 1/G 2A -1250/100,导线耐张线夹采用液 压连接;导线线径粗,铝股有四层,铝纲比大,铝管压接时延展性 和铝线的延展性不能同步,压接工艺控制要求高。
导线接续管很 长,达到1 050 mm ,压接时容易造成压接管弯曲变形,超过1%的 允许标准;导线直线接续管的保护套与导线接续管结合紧密,稍有弯曲,即使在1%的允许范围内也可能安装不上接续管保护套。
导线断面结构示意图见图1。
导线结构参数见表1。
图1导线断面结构示意图 表1导线结构参数导线型号圆线钢芯铝绞线JL 1/G 2A -1250/100结构铝丝直径/mm4.35铝丝股数84钢(铝合金)丝直径/mm 2.61钢(铝合金)丝股数19m m W m m 2铝(铝合金)绞丝1 248.38钢芯101.65总计1 350.03导线直径/mm 47.85钢芯外径/mm13.1单位重量/kg . km _14 252.3计算拉断力頂329 850弹性模量/N • mm -265 200线性膨胀系数/( x lO _6)(l /T )20.52〇弋时直流电阻/a .km -10.0231压接准备1)正式压接前需制作3组试件送有相应资质的试验单位进行拉力试验,拉力试验达到导线计算破断力的95% ,JL 1/G 2A - 1250/100试验破断力不小于3四850 x 95% =313 358 kN ,并取得 试验单位的试验报告。
2)压接工器具准备:300 t 压接机、相应的压模、压接支架、断线钳、剥线器、直尺、游标卡尺、划印笔、板锉、〇号砂布、卡箍或绑 扎铁丝、防水胶布、防锈漆、红油漆、电力脂。
3)压接前核对压接管的型号和数量,用游标卡尺和直尺测量压接管的内径、外径、长度,并做好记录;用游标卡尺测量钢锚管文献标识码:A口 3个点(均勻分布)的壁厚,最大值减去最小值得出中心同轴度 公差,同轴度公差不得大于〇. 3 mm 。
4)压接管确认无误后进行仔细清洗,用棉纱沾汽油清洗钢锚 和铝管的内壁,清洗干净后晾干并封堵管口。
导线压接前要对端头部位进行清洗,清洗范围不低于压接长度的1.2倍。
2耐张管压接施工2.1 耐张管压接区划印耐张管按照图2所示进行划印,确定压接管的压接范围。
耐 张铝管导线侧管口向内量取410 mm (铝管长度一钢锚圆环极限 位置至钢管压后铝线端头距离)标记为E 1作为第一起始点划印; 耐张铝管钢锚侧管口向内量取120 mm (钢锚圆环极限位置至钢 锚压接末端距离)标记为C 1作为第二起始点划印。
2.2耐张钢锚划印,剥除铝股JL 1/G 2A -1250/100导线从钢芯端头向内量取240 mm 划印; 利用剥线钳或钢锯将铝股锯掉,露出钢芯。
剥线时,切口应垂直 轴线,剥到铝股至最内一层时,只能锯开铝股直径的1/2,然后用 手将铝股掰断,要防止伤及钢芯。
剥线完成后用直尺复查剥线长 度是否符合要求。
2.3钢管压接图3耐张钢管压接图用棉纱清除导线压接长度1.5倍范围内的覆土,然后在导线压接 长度的1.2倍范围内均匀涂抹“国电富通”生产的电力脂后。
将铝管穿人导线,将导线钢芯插人钢锚内。
穿人时应顺绞线的绞制方向旋转 推人。
此时几1凡2人-1250/100导线铝股距钢锚管口长60臟!。
校核收稿日期:2018-02-07作者简介:晋继恒(1971-),男,工程师;王军(1982-),男,工程师第44卷第12期• 110 •2 0 1 8 年 4 月山西建筑无误后在钢锚管口钢芯处划印,压接时确定钢芯穿至钢锚底部。
在 耐张钢锚钢管根部按图示压第一模,然后按压樹顷序从第1到第3逐 模施压至钢管的管口,压接完后涂刷防镑漆(见图3)。
2.4耐张线夹铝管与钢管预偏划印预偏前:耐张铝管推至钢锚环极限位置后导线端管口标记 A 1;预偏后:由预偏前印记向施压反方向移动预偏值45 mm 划印, 标记B 1 (见图4)。
预偏前划印位置A 1•... 錄你專的?i Q .I .i ?.l -.-L .-1./.:.: I .: ._.二.:々乂_..预偏前钢管与铝管位置’ 预偏后划印位置B 1图4耐张线夹预偏前后划印图2.5耐张管铝管压接从导线侧管口处开始压接,按压模顺序从第1到第9逐模施 压至标记点E 1,隔过不压区,再从标记点C 1压接第10,11模至钢 锚侧管口 A 1 (由于压接时铝管会有伸长,压接完毕后铝管端口伸 长到A 1),见图5。
图5耐张线夹铝管压接图2.6耐张管压接后校核校核目的:压接管的凹凸槽是否全部压住。
校核方法:钢尺测 量或实物比对。
问题处理:如果压接区长度不够可以进行补压。
2.7 测量记录用平锉将铝管的飞边打磨成圆弧状,再用〇号砂布打磨光滑。
各种液压管压后对边距S 的最大允许值三个对边距只允许 有一个达到最大值,超过规定时应更换钢模重压。
导地线压接后对边距允许值:钢锚压接后对边距允许值不大 于31.16 铝管压接后对边距允许值不大于69.00 用误差0.02 mm 的游标卡尺测量3个点的对边距,检查对边距有无超差,如 有超差重新压接,直至符合要求,并做好记录。
用红油漆涂抹管口。
3压接注意事项1)在施工过程中使用过的导、地线应截去,不得用于液压管连接。
连接的导、地线必须平整完好,不得有断股、缺股、锈蚀缺陷,型号规格必须符合规定,同时与管口 15 m 以内不应存在必须处 理的缺陷。
2)导、地线的端部在割线前应将线调直,并绑扎防止散股的绑线。
切割时应与轴线垂直,切割铝股时,严禁伤及钢芯。
3) 不同金属、不同规格、不同绞制方向的导线或地线,严禁在 一个耐张段内连接。
4)液压时所使用的钢模应与被压管相配套。
凡上模与下模有固定方向时,则钢模应有明显标记,不得放错。
液压机的缸体 应垂直地面,并放置平稳。
5)被压管放人下钢模时,位置应正确。
检查定位印记是否处于指定位置,双手把住管、线后合模。
此时应使两侧导线或地线 与管保持水平状态,并与液压机轴心相一致,以减少管受压后可 能产生的弯曲,然后开动液压机。
6)液压机操作必须使每模都达到规定的压力,而不以合模为压好的标准,但可以试验数据为准。
一般情况下,压接钢管时,每模压强为80 MPa ;压接铝管时,每模压强为80 MPa ;轻型压接机在压接钢锚和铝管时压力均为100 MPa ,且达到压力持续3 s 再行 泄压。
7)压接钢管时相邻两模至少应重叠5 mm ,压接铝管时相邻两模至少应重叠10 mm 。
8 )钢模应进行定期检查,如发现有变形现象或几何尺寸不能 满足要求的,应停止使用。
9)当管压完后如有飞边现象,应将飞边锉掉,铝管应锉成圆弧状;并用〇号砂纸将锉过处磨光;如因飞边过大而使对边距尺 寸超过规定值时,应将飞边锉掉后重新施压。
10) 钢管压后锌皮脱落者,不论是否裸露在外,皆涂富锌漆以防止生锈。
11)导线、铝包钢地线与铝管接触部位需均匀脱刷一层电力 脂,并用钢丝刷沿轴线方向进行擦刷。
12)液压管压后不应有肉眼即可看出的扭曲及弯曲现象,弯曲度不应大于1%。
有明显弯曲时应校直,允许用压钳或木锤调 直,但不得使用铁锤直接锺击。
校直后不应出现裂缝。
13)压接完成后要在不压区制作钢印号,施工人员“钢印号”打在小号侧,监理人员的“钢印号”打在大号侧,两个钢印号中间间隔2 cm ~ 3 cm 。
为便于线路运行检查,需在所有外层压接管管 口涂抹红漆。
14)各液压管施压后应认真进行检测,并填写记录。
液压操作人员自检后,在管子指定部位打上自己的钢印,质检人员检查 合格后,在记录表上签名。
4结语特高压线路工程中应用1 250 mm 2大截面架空导线,压接质量困难。
通过改变导线压接施工顺序,解决大截面导线压接施工 中出现松散、起灯笼、握着力及对边距超标等问题,导线压接施工 技术能满足特高压大截面导线施工质量和工程管理的要求。
C om pression construction technology o f 1 250 m m 2 large section conductorJin Jiheng Wang Jun(Shanxi Electric Power Transmission and Transformation Engineering Companny of SEPC , Taiyuan 030006, China )Abstract : With the development of UHV power grid construction , in the UHV transmission line project , the application of 1250 mm 2 large sec tion overhead conductor to the pressure-connecting construction technology of large section conductor is also changed , by changing the order of the crimping , the length of the crimping , the rated working pressure and the crimping technology , it solves the problems of loose , lanterns , grip and exceeding the standard in the construction of large cross section conductor , and explains that the construction technology of 1 250 mm 2 large sec tion conductor can meet the requirements of construction quality and engineering management of UHV large section conductor .Key words : large section conductor , crimping construction , steelpipe。