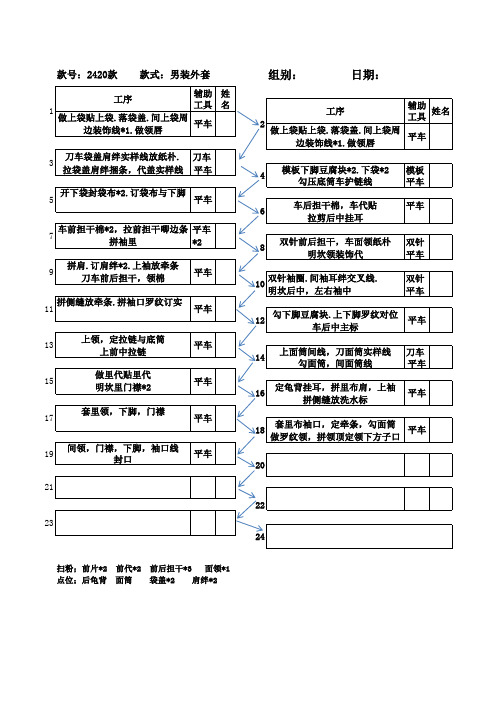
IE标准排拉流程示范本讲解
- 格式:xls
- 大小:29.50 KB
- 文档页数:5


IE工程的运作程序和标准目的:规范IE工程的运作体系和责任工作。
受文部门:业务,生管,品控及生产车间发文部门:企化部发文日期:2007-12-25为了更好做好IE工程这一块的工作,IE工程搬迁到新厂后,在资料流通时我们需有一个更规范的运作程序来保证,特制定如下运作程序:1,业务排产单1)业务下发排产单内容必需齐全,客户名,订单的流水号,货号,产品名称,产品尺寸,材料,油漆颜色(1月份前全部油漆重编流水号),五金及皮料色卡(编号),产品照片必需齐全。
排产单不能有模糊表示,如见样品或同上次出货等。
(皮料等要附色卡)2)排产单一式三份(全部清晰的打印稿),由业务,IE,生管各持一份。
所有工艺要求不能使用手写,一定要由正规的打印到工艺要求内。
3)如排产单上是老产品(以前生产过的产品,包括样品),则在排产单上注明是同那个客户那个批号型体的产品。
便于IE工程和生管调用原资料,提高工作效率!2,工程部在收到业务的排产单立即安排着手生产资料的准备工作,按如下流程操作:1)根据排产单上的信息,确认找出客户所需的型体,并调出原样品资料进行对照!2)在排产单下发后的三个工作日内,(公休除外,同个订单号内不超过5个新品种),IE工程把所有的产品1:1大样图整理好,把材料明细表(板材,五金,裁剪明细)做好交由生管部进行生产安排。
(以5个品种作为一个单位,10以下算两个单号时间来计算,如果是旧货号不计资料整理时间,直接调用原资料)3)在5个工作日内把1:1大样图、包装和BOM资料再移交给生管部。
BOM 表一并移交给财务部。
4)所有生产资料发放由IE工程直接对生管部,生管部再按需求情况下发给所需的部门(采购,品管,仓库和各生产线)。
所有所需生产资料的部门直接找生管部索要。
(除要打印1:1的大样图做模除外,但需要打模具图生管部提前1个工作日通知IE部准备)5)所有的资料IE工程部由资料员负责下发,并严格的做好资料下发记录工作,所有的资料交接签名存档。
IE计算SMT 人力工时&Machine Time .MP: 参考产品预估Forecast提出日产能规划,并依日产能需求定义生产节拍.4.1.1.2.2 生产流程制定. IE依产品EE测试项目与ME组装作业项目&产品FIS,CVS,MES规划需求安排Production Flow Chart & Process Flow .4.1.1.2.3 预估IE标准工时. IE依评估的SMT 零件总数,各机台打件时间, MP生产节拍&生产流程计算出预估的产品生产标准工时.4.1.1.2.4新机型使用高单价耗材及自购行重大设备,需摊提每单位费用供CVD参考。
4.1.2 EVT 阶段作业程序4.1.2.1 目的:本办法旨在新机型于EVT阶段,针对产品 BOM,工业流程, EE测试项目,ME组装作业项目规划安排产品生产流流程,并评估EVT阶段产品SMT,MP制程作业工时.4.1.2.2 作业内容:4.1.2.2.1 生产日产能规划.SMT: 参考工厂SMT线体机台配置,产品BOM零件规格评估机台打件时间,IE计算SMT 人力工时&Machine Time .MP: 参考产品预估Forecast提出日产能规划,并依日产能需求定义生产节拍.4.1.2.2.2 生产流程制定. IE依产品EE测试项目与ME组装作业项目&产品FIS,CVS,MES规划需求安排Production Flow Chart & Process Flow .4.1.2.2.3 预估IE标准工时. IE依量测的SMT各机台打件时间, MP生产节拍&生产流程计算出EVT的产品生产标准工时.4.1.2.2.4评估设备治具产能协助PE完成治工具一览表.4.1.2.2.5 IE需依机型产品工艺特性,物流动向&生产流程安排规划产品生产区域Layout ,4.1.3 DVT 阶段作业程序4.1.3.1 目的:本办法旨在新机型于DVT阶段,量测产品作业站别Cycle Time ,完善生产流程规划安排产品PVT 生产流程,并评估PVT阶段产品SMT,MP制程作业工时&作业人力需求,以确保新机型能继续进入PVT试产阶段4.1.3.2 作业内容:4.1.3.2.1 生产日产能规划.SMT: 依产品各机台打件时间,评估瓶颈站别提出SMT 线体产能.,IE计算SMT 人力工时&Machine Time .MP: 参考产品预估Forecast提出日产能规划,并依日产能需求定义生产节拍.4.1.3.2.2 生产流程制定.4.1.3.2.2.1 IE依产品DVT 阶段EE测试项目与ME组装作业项目&产品FIS,CVS,MES 规划需求安排Production Flow Chart & Process Flow .4.1.3.2.2.2 试产时IE在线量测各工作站别Cycle Time ,并依预估量产生产节拍做LineBalance,试产后提出PVT 阶段生产流程.4.1.3.2.2.3 利用IE手法考虑并提出机型各制程,各生产工位提拟改善方案,并贯彻实施改善.4.1.3.2.3 生产Layout规划.4.1.3.2.3.1 试产前IE需依机型产品工艺特性,物流动向&生产流程安排规划产品生产区域Layout ,协助EE,ME 依Layout 布线.4.1.3.2.3.2 试产后当产品生产系统变更, 加工方法的革新,现状生产布局工作效率不佳,生产产能变化,制程投入时, IE需依机型产品工艺特性&生产流程安排规划产品生产区域Layout ,4.1.3.2.4 作业标准工时评估.SMT : IE 依DVT线体&人力配置及各机台瓶颈站别Cycle Time计算SMT 人力工时 & Machine TimeMP : IE 依DVT流程安排量测作业站别Cycle Time,并依瓶颈站别计算MP 标准工时.4.1.3.2.5 作业人力需求评估.4.1.3.2.5.1 试产前IE需依DVT流程安排提出试产人力需求供产销&MP参考.4.1.3.2.5.2 试产后当产品生产系统变更, 加工方法的革新,现状生产布局工作效率不佳,生产产能变化,制程投入时, IE需依更新后的生产流程安排提出PVT 作业人力需求供产销&MP参考.4.1.3.2.6 试产线别SAP Router建立,相关作业内容参考S.O.P .4.1.3.2.7 原材求偿.当发生原材不良时,IQC确定原材问题并与厂商协商OK,厂商确认并负责赔偿损失时,开出求偿单签核, IE在Webflow中填写1不良品数量2相关损耗工时人力3材料损耗明细.4.1.3.2.7 试产阶段转嫁工时统计 , 当因原材不良,待料等非试产因子产生的停线损耗工时时,IE需计算损耗工时供相关单位参考.4.1.4 PVT 阶段作业程序4.1.4.1 目的:本办法旨在新机型于PVT阶段,量测产品作业站别Cycle Time ,完善生产流程规划安排产品PVT 生产流程,并评估PVT阶段产品SMT,MP制程作业工时&作业人力需求,以确保新机型能继续进入MP阶段4.1.4.2 作业内容:4.1.4.2.1 生产日产能规划.SMT: 依产品各机台打件时间,评估瓶颈站别提出SMT 线体产能.,IE计算SMT 人力工时&Machine Time .MP: 参考产品预估Forecast提出日产能规划,并依日产能需求定义生产节拍.4.1.4.2.2 生产流程制定.4.1.4.2.2.1 IE依产品PVT 阶段EE测试项目与ME组装作业项目&产品FIS,CVS,MES 规划需求安排Production Flow Chart & Process Flow .4.1.4.2.2.2 试产时IE在线量测各工作站别Cycle Time ,并依预估量产生产节拍做LineBalance,试产后提出MP阶段生产流程.4.1.4.2.2.3 利用IE手法考虑并提出机型各制程,各生产工位提拟改善方案,并贯彻实施改善.4.1.4.2.3 生产Layout规划.4.1.4.2.3.1 试产前IE需依机型产品工艺特性,物流动向&生产流程安排规划产品生产区域Layout ,协助EE,ME 依Layout 布线.4.1.4.2.3.2 试产后当产品生产系统变更, 加工方法的革新,现状生产布局工作效率不佳,生产产能变化,制程投入时, IE需依机型产品工艺特性&生产流程安排规划产品生产区域Layout ,4.1.4.2.4 作业标准工时评估.SMT : IE 依PVT线体&人力配置及各机台瓶颈站别Cycle Time计算SMT 人力工时 & Machine TimeMP : IE 依PVT流程安排量测作业站别Cycle Time,并依瓶颈站别计算MP 标准工时.4.1.4.2.5 作业人力需求评估.4.1.4.2.5.1 试产前IE需依PVT流程安排提出试产人力需求供产销&MP参考.4.1.4.2.5.2 试产后当产品生产系统变更, 加工方法的革新,生产产能变化,制程投入时, IE需依更新后的生产流程安排提出MP 作业人力需求供产销&MP参考.4.1.4.2.6 试产线别SAP Router建立,相关作业内容参考S.O.P .4.1.4.2.7 原材求偿.当发生原材不良时,IQC确定原材问题并与厂商协商OK,厂商确认并负责赔偿损失时,开出求偿单签核, IE在Webflow中填写1不良品数量2相关损耗工时人力3材料损耗明细.4.1.4.2.8 试产阶段转嫁工时统计 , 当因原材不良,待料等非试产因子产生的停线损耗工时时,IE需计算损耗工时供相关单位参考.4.1.5 MP 阶段作业程序4.1.5.1 目的:本办法旨在新机型导入MP阶段,为实现精益生产的目的,利用IE手法改善生产制程,降低生产损耗&生产成本.4.1.5.2 作业内容:4.1.5.2.1 生产日产能规划.SMT: 依产品各机台打件时间,评估瓶颈站别提出SMT 线体产能.,IE计算SMT 人力工时&Machine Time .MP: 参考产品预估Forecast提出日产能规划,并依日产能需求定义生产节拍.4.1.5.2.2 Line Banlance.4.1.5.2.2.1根据排定的流程,测定的各作业站时间,计算出Line balance4.1.5.2.2.2确定是否达到目标值, Line balance > 90% , 对于未达目标项目提拟改善方案,并贯彻实施改善.4.1.5.2.3 生产Layout规划.当产品生产系统变更, 加工方法的革新,现状生产布局工作效率不佳,生产产能变化,制程投入时, IE需依机型产品工艺特性&生产流程安排规划产品生产区域Layout ,4.1.5.2.4 作业标准工时.SMT : IE 依MP线体&人力配置及各机台瓶颈站别Cycle Time计算SMT 人力工时 & Machine TimeMP : IE 依MP流程安排量测作业站别Cycle Time,并依瓶颈站别计算MP 标准工时.4.1.5.2.5 作业人力需求评估.4.1.5.2.5.1每月第一周IE需提出机型制程产能人力配置一览表供产销, MP 参考.4.1.5.2.5.2 当产品生产系统变更, 加工方法的革新,生产产能变化,新制程投入时, IE需依更新后的生产流程安排提出MP 作业人力需求供产销&MP参考.4.1.5.2.6 量产线别SAP Router建立,相关作业内容参考S.O.P .4.1.5.2.7 原材求偿.当发生原材不良时,IQC确定原材问题并与厂商协商OK,厂商确认并负责赔偿损失时,开出求偿单签核, IE在Webflow中填写1不良品数量2相关损耗工时人力3材料损耗明细.4.1.5.2.8 生产效率提升.4.1.5.2.8.1 IE依Webflow工时报表系统统计效率报表,并检讨IE标工是否合理;MP人力配备是否符合标工设置;作业效率&整体效率达成状况.。