风力送丝中不同风速对烟丝结构的影响
- 格式:docx
- 大小:59.75 KB
- 文档页数:5

卷烟厂风力送丝对烟支质量的影响分析摘要:风力送丝是卷烟机烟丝气力输送技术中不可或缺的内容。
本文基于某大型卷烟厂风力送丝系统为研究背景,对风送系统中的烟丝输送异常而导致的烟丝造碎率过高问题进行分析,并提出了采用风速控制技术使输送管网内的风量总体保持平衡,从而有效降低烟丝造碎率。
关键词:卷烟机;风力送丝;风速调节控制技术1 概述卷接机组如PROTOS M8、ZJ112和ZJ116等机型,生产速度快,生产工艺水平高,是目前国内烟草企业生产线的主力机型。
作为烟支生产最重要的原料之一,烟丝供应的稳定与否是影响卷烟工艺质量的制约因素之一,而风力送丝技术是烟丝供应的主要媒介,其控制技术对于卷烟制造起着重要作用,同时风力送丝也可以通过简单的改造实现风力除尘。
所以说,在卷烟厂采用风力送丝技术不仅可以实现烟丝的快速输送,而且硬件易于改造和灵活配置,加上维护成本低,十分适合广泛应用[1]。
2 现状概述风力送丝系统由若干个子系统组成,每个子系统由若干组卷烟机和对应的一台送丝风机组成,整个风力送丝系统还包括管网、管接头、传感器等。
整个风力送丝系统随着设备的增加会变得较为复杂,特别是管网中错综复杂的结构,例如直管、S弯管和45°弯管、直通接头和三通接头等组成了复杂的管网,如图1所示。
在管网中每台卷烟机的吸丝管的长度都不相同,一般来讲吸丝管长度越长烟丝所受到的管网阻力也越大,其数学表达式为,其中N表示管网阻力,L 表示送丝管长度,r表示送丝管半径,S表示风速,所以当管网半径r一定时,每条送丝管内的管网阻力就随着送丝管长度L和送丝风速S的不同而不尽相同的,如图2所示。
另外在系统设计阶段,风力送丝的设计初衷是按照所有卷烟机同时启动时所需要的最大风力而配置的,而在实际生产中,不可能做到所有卷烟机同时启动或停止,当部分卷烟机启动而部分卷烟机暂时停止时,此时的管网阻力因风速S的不同而不同。
综上所述,烟丝在供应过程中因为各种因素的影响会造成烟丝输送异常而直接影响到送丝稳定性和烟丝造碎率。

卷烟厂风力送丝过程造碎分析与控制作者:庄春友来源:《山东工业技术》2014年第17期摘要:本文以保定卷烟厂卷烟生产线的风力输送系统为研究对象,通过对烟丝在风力输送过程中造碎因素分析,利用实验数据探寻风力送丝系统中减少烟丝造碎的控制方法,提升卷烟产品质量。
关键词:风力送丝;悬浮速度;整丝率;碎丝率烟丝造碎是影响卷烟质量的重要因素,在卷烟生产的各环节分析和研究造碎因素,有利于发现造碎产生原因,从而有目的地采取措施减少造碎产生。
目前普遍采用风力送丝方式,风送过程中烟丝含水率会有一定降低,烟丝含水率的高低直接影响烟丝的物理性能(如重量、弹性、韧性等),在风送过程中,如果烟丝水分低于要求,会使烟丝失去韧性,组织变脆而易碎,从而增加造碎。
1 烟丝输送过程造碎分析以保定卷烟厂风力送丝系统为例,烟丝喂丝机端与卷烟机料斗端距离约100米。
通过在风送管路两端测试烟丝数据,确定每台卷烟机烟丝输送水分损失和造碎程度,结果如下:由表1中可看出,贮丝柜出柜烟丝在到卷烟机落料口的输送过程中,所测试的贮丝柜和卷烟机烟丝,整丝率和含水率不同程度下降,水分有一定的失,造碎有一定程度的增加。
送丝管路布局是造成风送烟丝造碎的一个重要原因,烟丝输送管道材质为铝合金、为刚性材质。
这种输送管道有如下几个因素容易造成烟丝的破碎。
(1)风力送丝管道是刚性的,气流裹着烟丝与管壁的碰撞为刚性碰撞,容易造成碎丝。
(2)管道与弯头的接头部位有接缝和毛刺,造成部分烟丝的骑挂、撕扯,烟丝被破碎。
(3)弯管处,气流裹着烟丝高速碰撞、冲击弯头外圆内壁造成烟丝破碎。
由于厂房结构和设备布局原因,风送管路一旦安装就不能轻易改变。
而在烟丝水分一定,风力送丝系统管路布局相同的情况下,输送风速是决定系统烟丝造碎的主要原因。
在理论情况下,输送风速稍大于烟丝的悬浮风速(达到烟丝的悬浮风力速度一般为 12m/s)即可送丝,此时送丝是最经济的,且烟丝造碎率最低。
但以此确定的输送风速会造成系统工作不稳定,由于弯头的存在,甚至可能使烟丝悬浮不起来,造成烟丝沉淀而出现堵塞现象。

成品烟丝风送过程水分波动的影响因素分析摘要:作为卷烟工业的一个重要控制参数,烟丝的含水量对卷烟烟气的含水量、燃烧质量和颗粒相中的挥发性成分的组成有重大影响,而这又影响到卷烟的物理性能、燃烧性、烟气成分和感官特性。
特别是,控制进厂烟叶的水分含量对卷烟质量和其他卷烟参数有重大影响。
如果水分含量过高,烟叶容易结块、打结,造成卷烟设备的堵塞,影响生产效率,影响卷烟的感官质量,吸烟时烟气香气无法充分散发;如果水分含量过低,烟叶碎裂,加工消耗大,雪茄烟的重量变化大。
容易导致烟丝脱落率高,出现空头等缺陷。
关键词:烟丝水分含量;不同工序;水分控制前言生产过程中的水分控制对烟叶质量起着重要作用,烟叶水分的适当控制直接影响到烟叶的柔韧性和耐加工性,影响到烟叶消费和烟叶感官质量,也对烟叶生产成本和销售收入产生负面影响。
此外,由于成品烟叶在生产过程的最后阶段被吹气,吹气过程中成品烟叶水分含量的变化不会被后续加工所纠正,成品烟叶水分含量的变化直接影响到卷烟的水分含量,而这又直接影响到烟草质量的感官、烟雾和物理指标。
这反过来又直接影响到卷烟质量的感官、烟气和物理指标。
关键词:成品烟丝;风送;水分波动;空调回风口1 风力送丝特性风力送丝主要由送丝机、吸丝管、烟仓(包括上仓和下仓)、回风管道系统、除尘器、风机和消声器组成。
当风机运转时,吸丝管中产生负压,将喂丝器中的丝吸到卷烟机的上仓中,丝经筛网拦截后落入上仓,含尘气体经除尘器过滤后通过风机和消声器释放到大气中。
当仓满时,吸气阀关闭,上仓底部的挡板打开,烟丝落入下仓,被送入卷烟机制作烟叶。
n台卷烟机(一般n<12)组成的风力送丝系统中,单台卷烟机正常生产供丝周期短暂(约25秒),任何一台卷烟机的启动和停止都会影响整个系统的风速变化。
许多卷烟机由送丝系统组成,有无限多的X台卷烟机启动和停止,每台送丝烟机的风速波动,由更多系统的气流运动严重不稳定引起。
例如,配置在风送系统中的12台卷烟,在同一时刻,理论上有N=212=4096种不同的送丝方式组合。


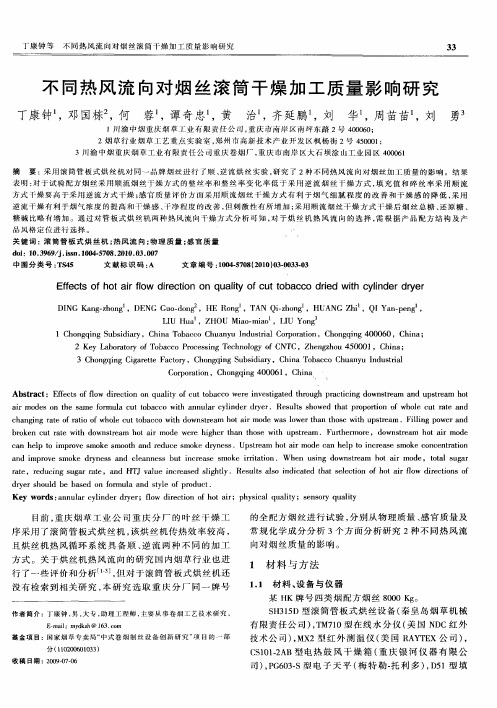
质量缺陷收集单
风速检测仪风速控制阀
手动补风阀电动补风阀
补风口
风力喂丝系统
主要阀件介绍
风力送丝
系统图
风速实测值阀门开度值
风速检测仪使用注意事项:经常观察检测管中有
无异物,避免检测错误,
同时检查过滤器,必要时
更换。
风速控制阀使用注意事项:经常观察在吸丝过程中阀门是否可以自动调整(在设定值上下10%范围),如果不会动作,请电工检修。
电动补风阀使用注意事项:经常观察在吸丝与停止时阀门是否可以自动开关(打开时显示黄色OPEN,关闭时显示红色CLOSED),如果不会动作,请电工检修。
手动补风阀使用注意事
项:调整位置已经确定,
请不要自行随意调整,
否则将影响卷烟机正常
吸丝。
控制风速阀门的开度根据机台的使用情况进行
调整
主电机频率调
整为
39HZ
补风口需要经常
清理,以免堵塞,
影响补风
修改次数:0 实施日期:2009年10月15日。
卷烟厂风力送丝的优化方式摘要:风力送丝系统作为卷烟厂烟叶输送的重要环节,其效果对产品的生产起着重要的作用。
如何优化和改进气动送丝系统,从而减少烟丝的破碎,提高成品烟的内在质量。
本文就卷烟厂旧烟丝气力加料过程中烟丝的损失进行了简单的探讨,然后从新型加料系统的风速平衡原理和解决烟丝粉碎技术问题的方法这两个方面论述了卷烟厂气力加料系统的优化,希望笔者的这些愚见能够给广大相关技术的工作人员的工作带来一些积极的作用。
具体论述如下:关键词:卷烟厂;风力送丝;系统改进;优化方式在卷烟加工过程中,烟丝输送是将烟丝从储藏柜输送到卷烟机的过程。
目前,国内烟草运输大多采用气力送丝或小车送丝。
小车送丝的输送方式体现了烟丝切碎率低的优点,也保证了烟机的质量。
但它有一个缺点,即在加工过程中的故障经常发生,操作成本高。
风力送丝系统是大多数卷烟厂的首选。
与小车送丝相比,风送丝更便于管理和维护,具有布局灵活的优点。
适用于不同距离的水平、垂直或曲线输送。
也可在物料输送的同时起到松散、除杂、除尘的作用。
然而,系统的切烟丝造碎问题已经成为一个大问题。
1 卷烟厂旧风力送丝系统过程卷烟厂旧风电力送丝过程中是从储线柜到绕线机工作台的运输过程。
是由风力系统来完成的。
然而,实际在运行中会损坏烟丝。
结果表明,风力送丝系统运行正常在风力输送过程中,烟叶的质量会受到影响,主要原因如下。
首先,风速对旧系统会有一定的影响,每个机组的风速不能保证而且风速的稳定性无法保证。
其次,表现为管道内表面的影响。
在旧系统中,会发现一些连接管多为波纹软管,波纹管内表面粗糙,直接影响烟丝的破碎率并且破碎率很高。
因此,烟丝不能充分破碎。
最后,风力系统中弯管及相应转角的影响。
在旧的风力系统中弯管较多,有的弯管转角较小,在送丝过程中,转角增大烟丝切丝的造碎率,大大阻碍了烟丝的顺利运输。
通过对以上这些旧的风力送丝过程对烟丝的损耗情况来看,笔者对风力送丝系统也进行了一些合理并且科学的改进工作,希望最终可以有效的减少和降低风力送丝过程中对烟丝的损耗情况。
卷烟成品烟丝中不同长度烟丝的化学特性周冰;唐军;何邦华;邱昌桂;刘静;刘泽;刘继辉;高辉【摘要】为研究卷烟成品烟丝中不同长度烟丝主要化学成分的差异,利用方差分析法对不同长度烟丝的常规化学成分、多酚化合物、石油醚提取物、总挥发碱及非挥发性有机酸的质量分数进行差异性分析,并基于上述化学指标对不同长度的烟丝样品进行系统聚类分析;通过感官评吸对聚类分析结果进行了验证.结果表明:①常规化学成分、多酚类化合物、石油醚提取物及非挥发性有机酸的质量分数随烟丝长度的变化呈现出不同的变化趋势,7种长度烟丝的上述化学指标的质量分数均存在显著性差异;②7种长度的烟丝样品可聚为3类,长度>4.00 mm的烟丝聚为一类,长度为1.60~4.00 mm的烟丝聚为一类,长度≤1.60 mm的烟丝聚为一类;③长度>4.75 mm的烟丝与长度≤4.00 mm烟丝的整体感官质量存在显著性差异.%In order to study the differences of main chemical components in cut filler of different lengths, the differences of contents of routine chemical components, polyphenols, petroleum ether extracts, total volatile alkalis and non-volatile organic acids were analyzed by variance analysis. The systematic cluster analysis was conducted on the basis of the above chemical indexes, and the sensory evaluation was carried out to verify the results of cluster analysis. The results showed that: 1) With the change of cut filler length, the contents of routine chemical components, polyphenols, petroleum ether extracts and non-volatile organic acids changed differently, and differed significantly. 2) Cut filler samples of seven lengths were clustered into three categories: longer than 4 mm, 1.60-4.00 mm, and shorter than1.6 mm. 3) The cut filler longer than 4.75 mm significantly differed from that shorter than 4.0 mm in overall sensory quality.【期刊名称】《烟草科技》【年(卷),期】2015(048)009【总页数】5页(P40-44)【关键词】卷烟;成品烟丝;烟丝长度;化学成分;方差分析;聚类分析;感官质量【作者】周冰;唐军;何邦华;邱昌桂;刘静;刘泽;刘继辉;高辉【作者单位】云南中烟工业有限责任公司,昆明市红锦路367号 650231;云南中烟工业有限责任公司,昆明市红锦路367号 650231;云南中烟工业有限责任公司,昆明市红锦路367号 650231;云南瑞升烟草技术(集团)有限公司,昆明市高新开发区海源北路1699号 650106;云南瑞升烟草技术(集团)有限公司,昆明市高新开发区海源北路1699号 650106;云南中烟工业有限责任公司,昆明市红锦路367号 650231;红云红河烟草(集团)有限责任公司,昆明市红锦路367号 650231;云南瑞升烟草技术(集团)有限公司,昆明市高新开发区海源北路1699号 650106【正文语种】中文【中图分类】TS411.1卷烟制丝过程中,在切丝宽度确定后,所谓烟丝结构主要是指不同长度烟丝质量所占的比例。
风送烟丝系统卷烟机落料器风力特性王伟浩;戴石良;彭小勇;曾庆益;李晓洋;许诺;刘源全;杨晓敏【摘要】In order to solve the problem of energy consumption, air leakage rate and stability in the pneumatic cut tobacco feeding system, the field measurement and statistic analysis methods were used. The pressure drop and air leakage rate of the discharger in the pneumatic cut tobacco feeding system and the air velocity in the cut tobacco feeding tube were analyzed. The results show that the regularity changes of pressure drop in the discharger and the air velocity in the cut tobacco feeding tube are obvious, but the air leakage rate is not apparent during the cut tobacco suction process. The consequence has guiding significance for the design, initial investment, energy saving of the pneumatic cut tobacco feeding system and the design of discharger.%为了解决风送烟丝系统的能耗大、漏风和稳定性差的问题,文中采用现场实测与统计分析相结合的方法,对风送烟丝系统落料器中的压降和漏风量,以及送丝管内风速进行研究.结果表明,在系统吸丝过程中,落料器中的压降及送丝管内风速呈明显规律性变化,而漏风量的变化规律性不明显.结果对风送烟丝系统设计、初投资和节能降耗,以及落料器设计有指导意义.【期刊名称】《轻工机械》【年(卷),期】2013(031)002【总页数】3页(P86-88)【关键词】风送烟丝系统;落料器;漏风量;压降;吸丝【作者】王伟浩;戴石良;彭小勇;曾庆益;李晓洋;许诺;刘源全;杨晓敏【作者单位】南华大学城市建设学院,湖南衡阳421001【正文语种】中文【中图分类】TS43目前,风送烟丝系统已经广泛应用到烟草行业当中,其作为制丝与卷接的中间环节[1],引起了国内外学者广泛关注。
风力送丝中不同风速对烟丝结构的影响
摘要:当烟丝中的长丝、中丝、短丝含量不同时,会对卷烟卷制质量产生不同影响。
为了明确了解风力送丝对烟丝长丝率、中丝率、短丝率造成的影响,本文针对当风力送丝风速不同时,对烟丝结构所产生的不同影响进行详细分析。
通过对研究结果展开的分析能够知道,在实验范围内,烟丝中的长丝率、中丝率、短丝率具有的差异水平极为明显,能够达到显著差异标准。
在能够充分满足生产目标基础上,将风速调整为15-17m/s,并且确保风送距离最短,能够将风力送丝对烟丝结构造成的影响最大程度降低。
关键词:风力送丝;不同风速;烟丝结构
对于风力送丝系统而言,是目前我国烟草企业生产过程烟丝输送的主要方式之一,从工艺技术层面分析,是连接卷烟设备和成品烟丝设备的主要措施,然而由于风力送丝系统在具体生产过程中涉及造碎烟丝和输送堵塞等一系列问题,导致风力送丝系统成为制约烟草生产企业产品质量和生产产量的重要因素。
与此同时,我国大部分烟草生产企业使用的风力送丝系统缺乏先进性,在输送烟丝的过程中缺乏稳定性,导致烟丝工艺质量始终与标准指标之间存在一定距离。
目前我国对风力送丝系统的研究,主要集中在风力送丝对烟丝填充率、含水率、弹性、整丝率等方面,缺少风力送丝对烟丝长丝率、中丝率、短丝率影响相关方面的研究。
为了有效弥补这一现状,对风力送丝系统中的风速模块进行全面分析,相关人士必须对不同风力送丝速度对烟丝结构造成的不同影响给予高度重视,通过开展大量实验分析和实践测试,准确找到对烟丝结构影响程度最小的风速。
在此基础上,对各项因素不断优化,确保烟丝结构具有较高完整性,使烟草企业提高生产质量的同时,有效实现树立良好口碑的目标。
一、我国风力送丝系统发展现状
对于烟草生产企业的风力送丝而言,主要指的是通过在送丝管道中施加一定的风力,从而产生不同大小的负压,有效实现将烟丝通过喂丝机运输到卷烟机组
中的目标。
由于传统小车输送方式无法满足生产管控需求,因此逐渐被风力送丝
所取代,目前我国大部分烟草生产企业都已经使用了风力送丝系统。
伴随着我国
现代化科技水平的不断提升,风力送丝系统也得到了不断优化与完善,已经从第
一代单管风力送丝系统发展到第二代多管风力送丝系统,并且通过现代化发展理
念以及多元化发展措施的有效结合,目前已经生产出第三代现代多管风力送丝系
统[1]。
二、材料和方法
(一)材料与设备
本文以遵义卷烟厂生产某品牌烟丝的设备1#、2#、3#ZJ17卷接机组为研究
对象,YQ-2型号的烟丝振动分选筛是由我国自行生产研制的,使用由德国生产的inder FED系列的热风后循烘箱和型号为DD60A型号的烟丝填充值测定仪以及由
梅普乐-托利多仪器制造企业生产的PL104(1/1 000)型电子天平。
(二)实验方法
以卷包机台风速显示仪为例,将不同风速作为具体条件,对烟丝在风送前后
相关指标产生的变化展开全面分析。
(三)检测方法
要严格按照《卷烟工艺规范》中的要求严格执行,对烟丝样品的长丝率、中
丝率、短丝率、含水率、碎丝率、填充率等一系列物理指标进行前后对照分析[2]。
三、结果与分析
(一)风送前后烟丝物理指标变化情况
实验之后得到的风送前后烟丝物理指标变化具体情况如表1 所示,实验风速
的范围在15-25m/s之间。
当风速增加,风送前后烟丝具有的填充值、含水率这
两项物理指标的变化没有较为明显的规律。
之所以产生这样的现象,主要是因为
烟丝含水率对烟丝填充值的变化情况影响较大,而支持风力送丝的风能主要来自
于贮丝房,烟丝含水率不确定;烟丝中长丝率呈明显增高趋势,而中丝率、短丝率、碎丝率的变化情况则不具备明显规律特征[3]。
表1 风送前后烟丝物理指标变化情况
(二)不同风送速度对烟丝物理指标影响的分析
实验之后得到风送速度对烟丝物理指标影响的方差结果如表2所示,烟丝中长丝率、含水率、填充率等物理指标受风速变化情况的影响不大,而中丝率、短丝率等物理指标受风速变化情况的影响较明显[4]。
表2 风送速度对烟丝物理指标影响的分析结果
(三)实验总结
通过分析实验结果能够知道,在实验范围内,中丝率和短丝率受风速变化的影响较大,风送前后具有的差异水平极其显著,并且通过分析风送前后风速变化对长丝率和短丝率产生的影响能够发现,当风速保持在15-17m/s的环境下时,能够将风速对烟丝质量造成的不良影响最大程度消除。
与此同时,风力送丝风速不同时,不仅会对烟支质量标准偏差会产生不同影响,而且还会对对烟支吸阻均值会产生不同影响。
当风速为15m/s时,烟支质量标准偏差较小,烟丝具有的吸阻均值与中心值最接近[5]。
结束语:
由于风力送丝系统具有整体布局具有较高灵活性、烟丝输送效率较高、管理较方便、不会对输送物料造成任何污染、确保生产环境不会产生尘灰等多元化优势,已经被我国烟草企业广泛使用在卷烟生产过程中。
因此,为了有效实现促进烟草企业生产质量和效率进一步提升的目标,必须加大研究风力送丝对烟丝结构影响情况的研究力度,明确了解不同风速指标对烟丝各项物理指标产生的不同影响,对其中存在的问题详细分析,采取对应、有效的解决措施。
长此以往,不仅能够帮助烟草企业制定一套有效提升卷烟生产质量的措施,而且还能为烟草企业降低生产成本,提高经济效益和社会效益贡献积极力量。
参考文献:
[1]张雯,唐军,刘静,等.基于相似性原理的烟丝结构分布稳定性评价[J].江西农业学报,2019,031(006):84-88.
[2]楚晗,范磊,王爱霞,等.不同规格卷烟烟丝结构与物理质量的差异性研究[J].南方农业学报,2019,050(007):P.1565-1571.
[3]王天怡,高尊华,范磊,等.基于灰色关联法的短支烟烟丝结构优化研究[J].食品与机械,2019,035(007):210-214.
[4]赵静芬,李坚.不同烘丝方式对细支卷烟烟丝结构和烟支质量的影响分析[J].轻工科技,2020,v.36;No.257(04):120-121.
[5]潘广乐,张二强,宋祖国,等.过程筛分量对烟丝结构和烟支质量影响研究[J].轻工科技,2019,v.35;No.253(12):124-125.。