注塑模具零件图标注规范20140416
- 格式:pdf
- 大小:987.56 KB
- 文档页数:5
1. 在平面组立图上, 以模具中心为原点, 标注以下各零件尺寸.1.1 模座上各模板的大小.1.2 模仁的长、宽。
1.3 导柱, 导套的位置.1.4 内、外拉杆的位置. (三板模用)1.5 顶板导柱、导套的位置.1.6 KO孔的位置.1.7 支柱(SP)的位置.1.8 限位销的位置.1.9 回位销(RP)的位置.1.10 尼龙开闭器的位置. (三板模用)1.11 定位器的位置.1.12 滑块座的位置和大小.1.13 模座上各螺丝的位置.(注明代号:)1.14 水孔的位置, 规格及编号(如 IN1、OUT1、IN2、OUT2)1.15 流道的大小.1.16 顶针的编号、大小。
(见附图)2. 组立图中主要螺丝应标上编号,长度。
形式 (平面图:公模侧S1、S3……,母模侧S2、S4……,断面图:M6*25L), 其编号在平面图和断面图上要一致.3. 各标准件在平面图上应标上代号(如SP, GB, STP; RP; EGP 等).4. 在断面图上主要标注的尺寸有:4.1 各模板的厚度以及模具的总长L , 总宽 W ,总高H.各模板的高度.4.2 定位环的大小, 高度及螺丝孔的位置.4.3 灌嘴的细部加工尺寸如直径、角度、球径等.4.4 模仁的厚度.4.5 模板、模仁的水孔高度,直径.4.6 定位导柱, 导套的长度及其大小.4.7 内、外拉杆的行程及其大小,内拉杆弹簧的规格. (三板模用)4.8 顶板导柱及其导套的长度和大小.4.9 KO孔的直径.4.10 支柱(SP)的长度和直径.4.11 回位销的大小和长度以及弹簧的规格.4.12 限位销的直径和高度或限位螺丝的大小.4.13 开闭器的直径和长度. (三板模用)4.14 定位块的高度.4.15 各吊模螺钉的规格及高度.4.16 滑块的行程及其高度和滑块弹簧的规格.斜导销的直径、斜度、长度.4.17 斜顶出销的角度、顶出行程和宽度以及其相关配件的参数.(见附图)4.18 胶口的形式(放大视图).4.19 双节顶针或套筒的下段N 值.4.20 密封圈的规格及个数.5. 材料清单表.见附图: 顶针流道: 断面组立图:定位环灌嘴:斜顶:滑块:螺丝: 附图:模具配件统一名称、部号对照表模具配件名称、部号中英文对照表:模座……mould base上固定板……Top Clamping Plate剥料板……Runner Stripper Plate母模板……Cavity Plate公模板……Core Plate承板……Support Plate间隔板……Space Plate密封圈双节顶针定位器(方) (((((((((螺丝配件编号要用指示:圆圈+引线表示详细”胶上顶出板……Ejector Retainer Plate下顶出板……Ejector Plate下固定板……Bottom Clamping Plate(司筒针)压板……Ejector Pin stopper导柱……Guide Pin导套……Guide bush灌嘴……Sprue bushings定位环……Locating ring(圆形)直束子……Inter l ock(凸)(圆形)直束子……Inter lock(凹)(圆形)斜束子……Taper inter lock(凸) (圆形)斜束子……Taper inter lock(凹)外拉杆……Outer puller pin外拉杆衬套……Bush for outer puller pin 回位销……Return pin(长方形)束子……(Inter lock)(凹)(长方形)束子……(Inter lock)(凸)抓料销……Runner Lock pin顶板导柱……Ejector leader bushi ng顶板导套……Ejector leader pin支撑柱……Support pin垃圾钉……Stop pin斜导柱……Angular pin斜顶……Lifter双节顶针……Shoulder ejector pin扁顶针……Flat ejector pin司筒针……Ejector sleeve母模仁……Cavity母模仁入子……Cavity pin公模仁……Core公模仁入子……Core pin入子……Insert滑块……Slide行程开关……Limit switch冷却水管……Cooling hose密封圈……O-ring弹簧……Spring热流道系统……Valve gate system希望以上资料对你有所帮助,附励志名言3条::1、世事忙忙如水流,休将名利挂心头。
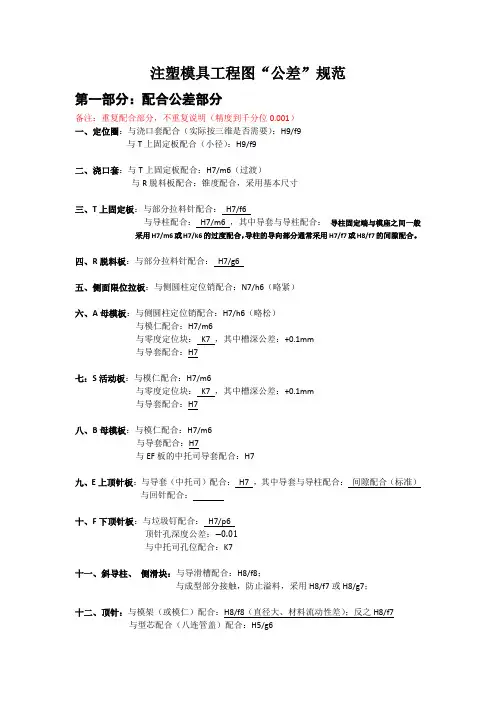
注塑模具工程图“公差”规范第一部分:配合公差部分备注:重复配合部分,不重复说明(精度到千分位0.001)一、定位圈:与浇口套配合(实际按三维是否需要):H9/f9与T上固定板配合(小径):H9/f9二、浇口套:与T上固定板配合:H7/m6(过渡)与R脱料板配合:锥度配合,采用基本尺寸三、T上固定板:与部分拉料针配合:H7/f6与导柱配合:H7/m6,其中导套与导柱配合:导柱固定端与模座之间一般采用H7/m6或H7/k6的过度配合,导柱的导向部分通常采用H7/f7或H8/f7的间隙配合。
四、R脱料板:与部分拉料针配合:H7/g6五、侧面限位拉板:与侧圆柱定位销配合:N7/h6(略紧)六、A母模板:与侧圆柱定位销配合:H7/h6(略松)与模仁配合:H7/m6与零度定位块:K7,其中槽深公差:+0.1mm与导套配合:H7七:S活动板:与模仁配合:H7/m6与零度定位块:K7,其中槽深公差:+0.1mm与导套配合:H7八、B母模板:与模仁配合:H7/m6与导套配合:H7与EF板的中托司导套配合:H7九、E上顶针板:与导套(中托司)配合:H7,其中导套与导柱配合:间隙配合(标准)与回针配合:十、F下顶针板:与垃圾钉配合:H7/p6顶针孔深度公差:−0.01与中托司孔位配合:K7十一、斜导柱、侧滑块:与导滑槽配合:H8/f8;与成型部分接触,防止溢料,采用H8/f7或H8/g7;十二、顶针:与模架(或模仁)配合:H8/f8(直径大、材料流动性差);反之H8/f7与型芯配合(八连管盖)配合:H5/g6十三、尼龙拉钉:与之相配合的孔位,均给配合:H7十四、键:键公差:h8与键槽轴的配合:H9(松)/N9(正常)/P9(紧)与毂(gu)的配合:JS9十五、轴承:与模架配合:M7与轴配合:k6第二部分:几何公差部分一、各块模板:平面度:0.015mm侧边与平面垂直度:0.01mm上下平行度:0.01mm模仁配合侧边与平面垂直度:0.01mm孔:位置度0.015mm二、顶针、复位杆等长轴类:直线度:0.01mm圆度:0.01mm同轴度:0.015mm三、定位圈:面轮廓度:0.01mm四、带锥度型芯:面轮廓度:0.01mm,2个锥度标注一个直径尺寸同轴度:0.015mm第三部分:技术要求部分模仁的技术要求:1.工件除模具成型部位外,其余锐边均须倒圆角:R1;2.工件中所有的公差孔以及公差尺寸边的粗糙度为Ra1.6;上下两面须磨加工;3.工件中外形定位面应保证其与基准C的相互垂直以及其对应边与基准A、B的相互平行;4.未注尺寸公差为IT13级,未注圆角为R1;5.模具成型部位及四周10度斜面须抛光,抛光后粗糙度为Ra0.4,抛光加工时请勿刮伤其余工件表面;6.材料粗加工单边须留0.8-1mm余量,粗加工后工件淬火热处理,硬度至48-52HRC,热处理后再精加工到图纸尺寸;7.其余未注尺寸请参照三维图或咨询设计人员。
.注塑模具工程图“公差”规范第一部分:配合公差部分0.001备注:重复配合部分,不重复说明(精度到千分位)H9/f9 一、定位圈::与浇口套配合(实际按三维是否需要)H9/f9 上固定板配合(小径):与T/m6(过渡)二、浇口套:与T上固定板配合:H7 R脱料板配合:锥度配合,采用基本尺寸与H7/f6 T上固定板:与部分拉料针配合:三、/m6 ,其中导套与导柱配合:与导柱配合:H7导柱固定端与模座之间一般/f7的间隙配合。
/f7或H8H7采用H7/m6或/k6的过度配合,导柱的导向部分通常采用H7H7/g6 脱料板:与部分拉料针配合:四、R/h6(略紧)五、侧面限位拉板:与侧圆柱定位销配合:N7(略松)/h6母模板:与侧圆柱定位销配合:H7六、A/m6 H7 与模仁配合:+0.1mm ,其中槽深公差:与零度定位块:K7H7 与导套配合:/m6 H7S活动板:与模仁配合:七:+0.1mm ,其中槽深公差:与零度定位块:K7H7 与导套配合:/m6 H7母模板:与模仁配合:八、BH7 与导套配合:H7 板的中托司导套配合:与EF间隙配合(标准)H7 ,其中导套与导柱配合:上顶针板九、E:与导套(中托司)配合:与回针配合:/p6 :与垃圾钉配合:H7十、F下顶针板顶针孔深度公差:K7 与中托司孔位配合:;与导滑槽配合:H8/f8 十一、斜导柱、侧滑块:;/g7或与成型部分接触,防止溢料,采用H8/f7H8/f7/f8与模架(或模仁)配合:十二、顶针:H8(直径大、材料流动性差);反之H8.../g6H5与型芯配合(八连管盖)配合:十三、尼龙拉钉:与之相配合的孔位,均给配合:H7十四、键:键公差:h8与键槽轴的配合:H9(松)/N9(正常)/P9(紧)与毂(gu)的配合:JS9十五、轴承:与模架配合:M7与轴配合:k6...第二部分:几何公差部分一、各块模板:平面度:0.015mm侧边与平面垂直度:0.01mm上下平行度:0.01mm模仁配合侧边与平面垂直度:0.01mm孔:位置度0.015mm二、顶针、复位杆等长轴类:直线度:0.01mm圆度:0.01mm同轴度:0.015mm三、定位圈:面轮廓度:0.01mm四、带锥度型芯:面轮廓度:0.01mm,2个锥度标注一个直径尺寸同轴度:0.015mm...第三部分:技术要求部分模仁的技术要求:1.工件除模具成型部位外,其余锐边均须倒圆角:R1;2.工件中所有的公差孔以及公差尺寸边的粗糙度为Ra1.6;上下两面须磨加工;3.工件中外形定位面应保证其与基准C的相互垂直以及其对应边与基准A、B的相互平行;4.未注尺寸公差为IT13级,未注圆角为R1;5.模具成型部位及四周10度斜面须抛光,抛光后粗糙度为Ra0.4,抛光加工时请勿刮伤其余工件表面;6.材料粗加工单边须留0.8-1mm余量,粗加工后工件淬火热处理,硬度至48-52HRC,热处理后再精加工到图纸尺寸;7.其余未注尺寸请参照三维图或咨询设计人员。

塑料注射模装配图样与图纸规范一、按投影规律布置的装配视图注射模装配图的几种图样布置形式如图3 一l 、图3 一2 所示。
图3 一1 的图样为按第三视角投影规律配置的正常视图,CORE VIEw 、cAvITY VIEw 采用了拆卸画法c 这种图样布置需要较大的I 翻纸空间。
二、企业装配图样表达方法图3 一2 未完全按视图的投影规律配置图样,但这种图样配置所占的图纸空间较小,这种配置形式为大多数模具企业所采用。
三、模具图样规范我国国家标准规定,技术图样采用第一视角投影,必要时(如有合同约定)可采用第三视角投影,使用第三视角投影必须标注第三视角的图标(如图3 一1、图3 一2 所示)。
目前,在我国沿海企业,第一视角投影与第三视角投影都被应用于注射模装配图与零件图,其中,以第二视角投影使用为多。
图3 一l 、图3 一2 均为第三视角投影视图。
注射模图样表达应注意以下问题:( l )图样中应标示基准。
基准标示的目的是为了统一设计、加工时工件的基准及摆放方向。
有单边基准和中心基准两类。
单边基准是指设计、加工时,以工件相邻两直角边为基准并按一定的方向摆放;中心基准是指设计、加工时,以工件的中心线为基准并按一定的方向摆放。
( 2 )为适应数控加工的要求,定位尺寸标注以坐标标注为主。
( 3 )装配图中应标示模具中心线与成品基准点,目.成品基准相对于模具基准的坐标应取整。
( 4 )零件图尺寸标注中,各零件坐标尺寸的标注应统一尺寸基准。
塑料注封模中英文术语我国不同地区,注射模零件名称差异很大。
为方便读者理解不同地区模具企业的技术文件,本节将常见的不同地区名称差异较大的模具零件名称加以对照,名称相同的零件未列出。
一、模胚组件如图3 一3 所示,模胚零件名称对照如下。
( l )模架(MOLD BASE ) :模胚。
( 2 )定模座板(TOP CLAMPP 以几):上码模板。
图3 一3 中件l 。
( 3 )动模座板(Bo ' ITOM Cl · AMP PLA 几):下码模板。
注塑模具图纸的规范设计确定设计规范在进行注塑模具图纸的规范设计前,我们需要明确设计规范。
设计规范是注塑模具设计的基础,它包括产品图纸、制造工艺和模具结构等方面的要求。
这些规范需要结合企业的实际生产情况和客户需求来确定。
收集资料在开始设计之前,我们需要收集和阅读有塑模具设计的资料和文献,以便更好地了解注塑模具图纸的规范设计。
这些资料包括产品图纸、模具结构、材料、成型工艺等方面的资料。
通过收集资料,我们可以对模具的设计有一个更全面的了解,并为后续的设计工作打下基础。
制定大纲在开始设计之前,我们需要制定一个详细的大纲,包括所有需要涉及的关键词和内容。
这样可以帮助我们把思路更好地组织起来,避免在写作过程中遗漏某些重要的细节。
编写草稿在开始设计之前,我们需要先编写一个草稿,使用已有的资料和信息来辅助我们的创作。
草稿应该包含大纲中提到的所有关键词和内容,并且应该尽可能清晰地展示我们的思路和结构。
逐步完善完成第一版草稿后,我们需要不断地修改和完善,以确保文章的准确性和完整性。
在修改过程中,我们需要考虑以下几个方面:模具结构的合理性;成型工艺的可行性;模具材料的选用;制造加工的方便性;维护保养的便利性。
审查和校对我们需要进行审查和校对,以确保文章的质量和完整性。
审查和校对的主要内容包括:内容的完整性:检查文章是否包含了所有必要的信息和数据,是否遗漏了某些关键点;语法和拼写错误:检查文章中是否存在语法错误、错别字或拼写错误等;标点符号:检查标点符号是否正确,是否符合行业标准;格式和排版:检查文章是否符合排版要求,是否存在格式问题;审核和校对:对文章进行最终审核和校对,确保文章的质量达到标准。
注塑模具图纸的规范设计是注塑模具制造过程中的重要环节,需要我们认真对待每一个步骤。
通过确定设计规范、收集资料、制定大纲、编写草稿、逐步完善和审查校对等方面的努力,我们可以确保注塑模具图纸的规范设计满足企业的实际生产需求,提高模具的质量和生产效率。
塑料模具设计的投影图,虽然已经清楚地表达形体的形状和各部分的相互关系,但还必须标注上足够的尺寸,才能明确塑料模具设计的实际大小和各部分的相对位置。
在标注塑料模具设计的尺寸时,要考虑两个原则问题:即投影图上应标注哪些尺寸和尺寸应标注在投影图的什么位置。
塑料模具设计图样上的尺寸由尺寸界线、尺寸线、尺寸起止符号和尺寸数字组成。
尺寸界线应用细实线绘画,一般应与被标注长度垂直,其一端应离开图样的轮廓线不小于2mm,另一端宜超出尺寸线2~3mm。
必要时可利用轮廓线作为尺寸界线。
尺寸线也应用细实线绘画,并应与被注长度平行,但不宜超出尺寸界尺寸标线之外,特殊情况下可以超出尺寸界线之外。
1.尺寸标注文字和五金零件代号文字高设定为2.0MM,批注文字设定为2.0MM.在像素较密集时尺寸标注和五金零件代号可采用1.5MM字高,(以上高度为出图后的实际字高)。
2.文字颜色设定为Bylayer。
3.标注文字字体名称:STYLE NAME:STANDARD,对应文字文件FONT NAME:ROMANC.SHX,宽高比系数 WIDTH FACTOR: 0.8。
4.标注形式的选择: 根据零部件的功能要求,所需加工精度来选择标注形式,标注小数点后二位,选UNIT2标注形式.标注小数点后一位,选UNIT1标注形式.标注整数位时,选UNIT0标注形式。
5.常见孔的尺寸标注形式:用UNIT1标注的孔:螺钉,弹簧,等高套筒,顶料销,过孔,逃孔,穿线孔等.用UNIT2标注的孔:导柱,固定销,定位销,坐标原点等.6.视图一般采用1:1比例绘制(计算机档案里像素是1:1,实际出图后可以不是).标注的尺寸值一般是计算器自动测量的值,不得用手改动编辑尺寸文字值.对于面积在200*300mm2以下的零件,不论是不是模板,尺寸都尽量标注齐全.(考虑用线割加工的内孔或奇异的外形零件除外)。
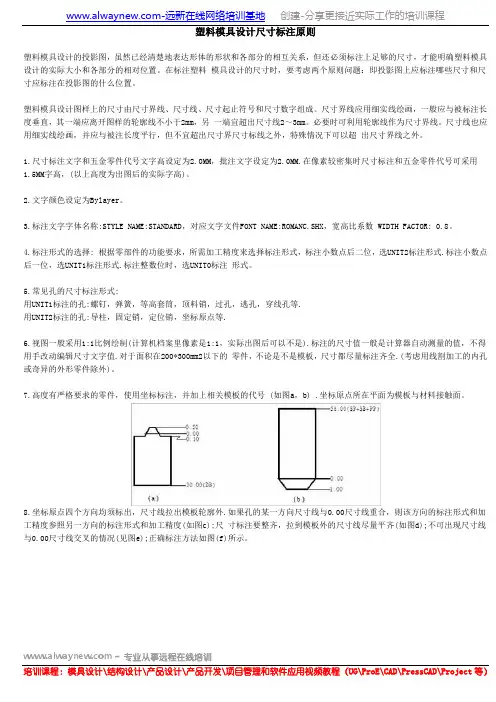
7.高度有严格要求的零件,使用坐标标注,并加上相关模板的代号 (如图a,b) .坐标原点所在平面为模板与材料接触面。
注塑模具工程图“公差”规范第一部分:配合公差部分备注:重复配合部分,不重复说明(精度到千分位)一、定位圈:与浇口套配合(实际按三维是否需要):H9/f9与T上固定板配合(小径):H9/f9二、浇口套:与T上固定板配合:H7/m6(过渡)与R脱料板配合:锥度配合,采用基本尺寸三、T上固定板:与部分拉料针配合: H7/f6与导柱配合: H7/m6 ,其中导套与导柱配合:导柱固定端与模座之间一般采用H7/m6或H7/k6的过度配合,导柱的导向部分通常采用H7/f7或H8/f7的间隙配合。
四、R脱料板:与部分拉料针配合: H7/g6五、侧面限位拉板:与侧圆柱定位销配合:N7/h6(略紧)六、A母模板:与侧圆柱定位销配合:H7/h6(略松)与模仁配合:H7/m6与零度定位块: K7 ,其中槽深公差:+与导套配合:H7七:S活动板:与模仁配合:H7/m6与零度定位块: K7 ,其中槽深公差:+与导套配合:H7八、B母模板:与模仁配合:H7/m6与导套配合:H7与EF板的中托司导套配合:H7九、E上顶针板:与导套(中托司)配合: H7 ,其中导套与导柱配合:间隙配合(标准)与回针配合:十、F下顶针板:与垃圾钉配合: H7/p6顶针孔深度公差:与中托司孔位配合:K7十一、斜导柱、侧滑块:与导滑槽配合:H8/f8;与成型部分接触,防止溢料,采用H8/f7或H8/g7;十二、顶针:与模架(或模仁)配合:H8/f8(直径大、材料流动性差);反之H8/f7与型芯配合(八连管盖)配合:H5/g6十三、尼龙拉钉:与之相配合的孔位,均给配合:H7十四、键:键公差:h8与键槽轴的配合:H9(松)/N9(正常)/P9(紧)与毂(gu)的配合:JS9十五、轴承:与模架配合:M7与轴配合:k6第二部分:几何公差部分一、各块模板:平面度:侧边与平面垂直度:上下平行度:模仁配合侧边与平面垂直度:孔:位置度二、顶针、复位杆等长轴类:直线度:圆度:同轴度:三、定位圈:面轮廓度:四、带锥度型芯:面轮廓度:,2个锥度标注一个直径尺寸同轴度:第三部分:技术要求部分模仁的技术要求:1.工件除模具成型部位外,其余锐边均须倒圆角:R1;2.工件中所有的公差孔以及公差尺寸边的粗糙度为;上下两面须磨加工;3.工件中外形定位面应保证其与基准C的相互垂直以及其对应边与基准A、B的相互平行;4.未注尺寸公差为IT13级,未注圆角为R1;5.模具成型部位及四周10度斜面须抛光,抛光后粗糙度为,抛光加工时请勿刮伤其余工件表面;6.材料粗加工单边须留余量,粗加工后工件淬火热处理,硬度至48-52HRC,热处理后再精加工到图纸尺寸;7.其余未注尺寸请参照三维图或咨询设计人员。
技术标准与规范 版次: 00 文件编号: 康模塑技字 2004 第2号 日期: 2013-5-1拟制: 沈俭 审核: 吉洪 批准: 杨晓明第 1 页 共 6 页零件尺寸标注作业规范1.目的:规范零件图作业的标准化。
2.操作规范:2.1零件图的视图摆放:2.1.1 视图采用第一角画法,按视图关系展开投影面。
2.1.2主视图应摆放在图纸的中央位置,在主视图中应尽可能的表现出零件的特征,不应使过多的特征在图中是虚线。
在一般情况下,定模板、定模芯及定模镶件主视图采用Bottom 视图并旋转180度,其它如顶板、动模板、顶针板、顶针固定板、底板等均采用TOP 视图。
视图的摆放要符合视觉习惯,视图摆放均匀。
复杂的零件要加三视图。
注意任何零件不论简单与否,至少都要有两个对应的视图,至少有一个视图的虚线打开。
2.1.3各零件视图在图纸上的比例选择要恰当,一般情况下零件图与实体的比例以不小于0.5:1为宜。
形状较为复杂的零件比例还可尽可能放大,原则上需要表达的线条在1mm 之内的需要放大或者作局部放大视图,以使图形清晰,最终目的是使制造者能清晰的看清楚图纸。
标注尺寸线间隔一般应不小于1mm ,间隔要均匀,尺寸要对齐。
2.1.4根据零件的难易程度选用图幅,一般情况下电视机模具定模板、动模板、动模芯用A0以上图幅,模芯镶件选用A3的图幅,铍铜镶件选用A2的图幅,2.1.5 视图(包括剖视图)以完整表达零件形状为目的,不应有冗余视图。
但不应使剖视图转折太多,同一方向的剖视图不允许交错在一起,必要时可适当增加局部剖视图。
在表达定模水道时应增加剖视图,标注水道深度和注释。
技术标准与规范 版次: 00 文件编号: 康模塑技字 2004 第2号 日期: 2013-5-1拟制: 沈俭 审核: 吉洪 批准: 杨晓明第 2 页 共 6 页2.1.6 Drafting 目录及文件名管理 dimdrf ---- mxxxxx1101-drf.prt大模:模号----draft domdrf ---- mxxxxx2101-drf.prth kdrf ---- mxxxxx3101-drf.prt小模:模号----draft----mxxxxx1101-drf.prt2.2基本规则:2.2.1基准角及其标注方法根据模具公司的技术文件,模架尺寸(指最大的板的尺寸)大于或等于600mm 的所有模板,模芯的尺寸全部以基准角标注,产品或模具中心到基准角的尺寸要用方框框起;600mm 以下的模具全部按分中标注尺寸。