注塑模具基础知识[1]
- 格式:ppt
- 大小:4.53 MB
- 文档页数:96

注射模基础知识一、注射模工作原理和结构组成任何注射模都可以分为定模和动模两大部分。
注射模可由八大部分功能结构组成。
(1)成型零部件这些零部件主要决定制品的几何形状和尺寸。
(2)合模导向机构。
(3)浇注系统。
(4)顶出脱模机构。
(5)侧向分型与侧向抽芯机构。
(6)排气结构。
(7)温度调节系统。
(8)支承零部件。
二、注射模设计一般步骤1.设计前的准备。
2.选择模具的结构类型。
3.分析研究注射机性能。
4.注射模设计审核。
三、注射模零部件的标准化四、注射模CAD简介在注射模设计中,模具结构设计涉及的内容既深又广。
在传统设计中,模具设计人员首先根据产品图,进行模腔尺寸换算得到模腔图形,然后,通过型腔布置、标准模架选择、流道设计、动模和定模部装图设计、顶出机构设计、斜抽芯机构设计、冷却系统设计、总装图设计等步骤,完成注射模总装图、部装图、零件图等的绘制。
由于大多数注射零件形状复杂,传统的手工设计周期长,模具图的绘制也非常繁杂,所以利用计算机辅助手段(CAD)来进行注射模的结构设计就很有必要。
(一)注射模CAD系统的工作流程(1)建立几何模型。
(2)工艺性考核。
(3)确定浇口形式。
(4)模具型腔数目和模具尺寸设计。
(5)标准模架选择。
(6)将制品几何模型转换为型腔几何模型(生成制品的外表面)和型芯几何模型(生成制品的内表面),并把它们与模架几何模型合并以构成模具的装配图。
(7)浇注系统结构设计。
(8)冷却系统的设计。
(9)加入模具零件。
(10)装配图和零件图。
(二)注射模CAD的特点(1)注射模CAD系统具备描述物体几何形状的能力。
(2)标准化是实现注射模CAD系统的有效手段。
(3)设计数据的处理是注射模CAD中的一个重要问题。
(4)注射模CAD系统具有广泛适应性。
(三)SolidWorks在注射模CAD设计中的应用SolidWorks是一种功能强大、易学易用和功能创新的三维CAD 软件,具有三维参数化设计功能,对注塑件进行三维实体造型,并可用于注射模零件图、装配图的绘制,利用其零件图形之间的相关性,修改十分方便。
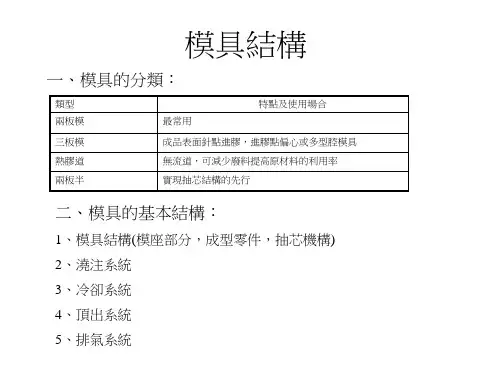
注塑模具的基本组成部分及分类一、注塑模具组成模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。
模具主要由浇注系统、调温系统、成型零件和结构零件组成。
其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分。
注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。
在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
为了减少繁重的模具设计和制造工作量,注塑模大多采用了标准模架。
1.浇注系统浇注系统是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。
浇注系统又称流道系统,它是将塑料熔体由注射机喷嘴引向型腔的一组进料通道,通常由主流道、分流道、浇口和冷料穴组成。
它直接关系到塑料制品的成型质量和生产效率。
2.主流道它是模具中连接注塑机射嘴至分流道或型腔的一段通道。
主流道顶部呈凹形以便与喷嘴衔接。
主流道进口直径应略大于喷嘴直径(0.8mm)以避免溢料,并防止两者因衔接不准而发生的堵截。
进口直径根据制品大小而定,一般为4-8mm。
主流道直径应向内扩大呈3°到5°的角度,以便流道赘物的脱模。
3.冷料穴它是设在主流道末端的一个空穴,用以捕集射嘴端部两次注射之间所产生的冷料,从而防止分流道或浇口的堵塞。
如果冷料一旦混入型腔,则所制制品中就容易产生内应力。
冷料穴的直径约8-10mm,深度为6mm。
为了便于脱模,其底部常由脱模杆承担。
脱模杆的顶部宜设计成曲折钩形或设下陷沟槽,以便脱模时能顺利拉出主流道赘物。
4.分流道它是多槽模中连接主流道和各个型腔的通道。
为使熔料以等速度充满各型腔,分流道在塑模上的排列应成对称和等距离分布。
分流道截面的形状和尺寸对塑料熔体的流动、制品脱模和模具制造的难易都有影响。
注塑模具是一种常见的工业制造工具,广泛应用于塑料制品的生产过程中。
它是将塑料加热熔化后注入模具中,并通过冷却硬化成型的过程。
注塑模具具有高效、精确、重复性好等特点,被广泛应用于汽车、电子、家电、医疗器械等领域。
本文将介绍注塑模具的基础知识,包括模具的类型、结构、设计原则、材料选择等内容。
正文内容:一、注塑模具的类型1.依据产品形状分类平面模具:用于生产平面形状的产品,如盖板、面板等。
长条模具:用于生产长条形状的产品,如管道、线槽等。
箱式模具:用于生产具有一定体积的产品,如箱子、容器等。
2.依据模具结构分类单腔模具:只有一个腔体,适用于生产单一产品。
多腔模具:有多个相同的腔体,可以同时生产多个产品。
多组份模具:可以同时注射多种材料,生产复合产品。
二、注塑模具的结构1.注塑模具的基本结构模具座:支撑整个模具的基础部件。
固定板:固定上模板和下模板的部件。
上模板:与固定板连接,上部为模腔所在的部分。
下模板:与固定板连接,下部为产品座标部分。
2.注塑模具的附属结构抽芯装置:用于模具腔体内形状复杂的产品,使产品脱模时不损坏。
取出装置:将注塑成型的产品从模具中取出。
冷却系统:通过冷却系统对模具加热的塑料进行冷却,使其硬化成型。
三、注塑模具的设计原则1.合理性原则产品可制造性:模具设计应符合产品的形状、尺寸、结构要求。
模具结构合理性:模具应具有良好的刚度和稳定性,以保证产品的质量和生产效率。
2.生产性原则降低模具成本:在不影响产品质量和生产效率的前提下,尽量降低模具制造成本。
提高模具寿命:通过合理的设计和材料选择,延长模具的使用寿命。
四、注塑模具的材料选择1.模具材料的要求高硬度:能够承受高压力和摩擦力。
高强度:能够承受高扭矩和冲击力。
耐磨性:能够抵抗长时间的磨损。
2.常用的模具材料冷工具钢:适用于生产大批量的塑料产品。
热工具钢:适用于生产高要求的高温、高压产品。
钨钢:适用于生产高精度、高要求的产品。
五、总结注塑模具是塑料制品生产过程中不可或缺的工具。