注塑模具结构
- 格式:ppt
- 大小:6.36 MB
- 文档页数:30
注塑模具介绍及典型结构分析注塑模具是在注塑机上使用的一种工具,用于将熔融的塑料注入到模具腔中,冷却并形成所需的产品形状。
它是塑料注塑成型过程中不可缺少的组成部分。
注塑模具通常由模具基板、进料系统、冷却系统、腔体、顶出系统和模具腔板等部分组成。
1.模具基板:模具基板是模具的主要支撑结构,通常由钢材制成。
它具有足够的刚度和强度来抵抗注塑过程中的压力和热应力。
2.进料系统:进料系统是将熔融的塑料从注塑机送入模具腔体的通道。
它通常包括喷嘴、导流槽和进料孔。
进料系统的设计对产品的填充、流动和冷却有着重要影响。
3.冷却系统:冷却系统用于从注射模具中引出热量并加快产品冷却。
它通常由冷却孔和水管组成。
冷却系统的设计应使塑料能够均匀冷却,以防止产品缩短、翘曲和变形。
4.腔体:模具腔体是产品的实际成型空腔。
它的形状和尺寸应与所需产品的形状和尺寸相匹配。
模具腔体由腔板和芯棒组成。
腔板是模具的主要成型部分,芯棒是用于形成产品中的内部结构的部分。
5.顶出系统:顶出系统用于将成型产品从模具腔体中顶出。
它通常包括顶针和顶出板。
顶出系统的设计应使产品能够顺利顶出,同时避免产品损坏。
注塑模具的典型结构可以根据产品形状和要求的不同而有所变化,下面是一些常见的注塑模具结构:1.平板模具:平板模具是最简单和最常见的注塑模具结构,适用于产品形状简单、尺寸较小的情况。
它由两个平板组成,中间夹着模具腔板。
2.滑块模具:滑块模具适用于具有复杂形状、有空心结构或需要多个材料注塑的产品。
它包括一个或多个滑块,通过滑动来形成产品中的空心部分或添加附加材料。
3.悬挂模具:悬挂模具适用于需要动态脱模的产品。
它的结构类似于滑块模具,但模具腔板安装在一个悬挂板上,可以以一定的角度进行移动,以便更容易顶出成型产品。
4.热流道模具:热流道模具适用于要求填充均匀、减少废品产生的高精度产品。
它包括热流道系统,通过加热来控制塑料的流动和冷却过程。
总之,注塑模具在塑料注塑成型过程中起到至关重要的作用,通过不同的结构设计,可以满足不同产品的形状、尺寸和要求。
注塑模具的结构
注塑模具是一种用于生产塑料制品的模具,它的结构非常重要,直接影响着产品的质量和生产效率。
注塑模具主要由以下几个部分组成。
1. 模板:模板是注塑模具最基本的部件,它通常由两个或更多个零件组成。
每个零件都有一个平面面和一个垂直于平面面的立面。
在模板上安装其他零部件,如模芯、流道等。
2. 模芯:模芯是用于形成产品内部形状的部分。
它可以在注塑过程中向外移动,以便从已成型的产品中取出。
3. 流道系统:流道系统是将熔融塑料从注射机输送到模具中的管道系统。
它包括进料口、主流道、分支流道和喷嘴等部分。
4. 冷却系统:冷却系统是将熔融塑料冷却并使其凝固的部分。
它包括在模板中钻孔或铣槽以容纳水或油冷却剂,并通过管道连接到外部冷却设备。
5. 推杆机构:推杆机构用于从模具中顶出已成型产品。
它通常由一个或多个推杆组成,每个推杆都与模芯相连。
6. 定位系统:定位系统用于确保模板和其他零部件在正确位置上。
它通常包括定位销、定位套、锁紧螺母等部分。
7. 排气系统:排气系统用于释放模具中的空气,以便在注塑过程中熔融塑料可以充满整个模具。
它通常由排气孔、排气槽等部分组成。
总之,注塑模具是一个复杂的机械结构,需要各种零部件的协作才能完成生产任务。
不同类型的注塑模具结构也有所不同,但以上几个部分是基本共同点。
为了提高产品质量和生产效率,在设计和制造注塑模具时应注意合理布局和精细加工。
注塑模具结构详细讲解
注塑模具结构详细讲解
一、注塑模具的结构
1、模芯系统
模芯系统是注塑模具最基本的部分,也是注塑件形状的核心部分,模芯系统由模芯、模芯杆、模芯销等组成,是注塑模具的直接决定因素。
2、分型面系统
分型面系统是指模具上的分型面,一个注塑零件有多个型腔,那么模具上就有多块分型面,分型面是注塑件完成型腔分割的主要部件,此系统由分型面、模板及相应的锁模元件组成。
3、出料系统
出料系统是指模具内部空间外部出料口,在加工周期结束后,零件从模具中排出,出料系统由出料口、排模杆、排模座等组成。
4、加热系统
加热系统是模具加热的系统,它的作用是使模具的温度与注塑料浇注的温度保持一致,加热系统由加热器、电加热系统等组成。
5、冷却系统
冷却系统是指模具的冷却系统,它的作用是使模具的温度减少,以便加工周期结束后能够及时将注塑件排出,冷却系统由冷却水管、冷却器、冷却液等组成。
6、导模系统
导模系统是指用于将熔融料从料筒传递到型腔中的系统,它的功能是保证料筒内的注塑料均匀流入模具内部,导模系统由导模杆、料筒阀、排压杆等组成。
二、注塑模具的类型
1、滑块式注塑模具
滑块式注塑模具是模具机构设计中使用比较多的一种,它可以实现多模芯的任意选择,在模具的结构中,主要有模架、底盘、滑块和滑块销等。
2、分型销式注塑模具
分型销式注塑模具是模具结构设计中最为常用的一种,它可以实现多模芯多模型任意结合,在模具的结构中,主要有模架、底盘、分型销和分型销座等。
3、拉力式注塑模具
拉力式注塑模具是模具结构设计中使用比较少的一种,它可以实现多模芯的任意拉出,在模具的结构中,主要有模架、底盘、拉力轴和拉力钻等。
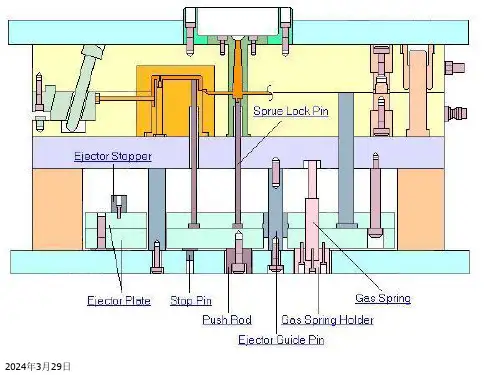

注塑模具结构原理
注塑模具结构是指由模具壳体和零件组成,用于塑料注塑成型工艺的重要设备。
它的结构原理主要有以下几个方面:
1. 模具壳体:注塑模具的外部结构,由上模板和下模板组成。
上模板和下模板通过模具座固定,并通过模具锁紧装置进行紧固。
模具壳体具有刚性和耐磨的特点,能够承受注塑过程中的压力和冲击力。
2. 模具腔:模具腔是注塑模具的内部空间,用于容纳熔融塑料,并使其按照所需形状冷却凝固。
模具腔的形状和尺寸根据产品的要求进行设计,可以是单腔、多腔或者嵌套式腔。
3. 引导系统:引导系统是指模具壳体中的导向装置,主要用于引导和定位模具的移动。
通常包括导柱、导套和导向孔等零件,能够保证上模板和下模板的垂直移动和水平移动的准确性。
4. 塑料进料系统:塑料进料系统是将熔融塑料送入模具腔内的部分。
它包括喂料口、喂料道和喂料设计等组成部分,能够保证熔融塑料在注塑过程中的均匀流动和充填模具腔体。
5. 冷却系统:冷却系统是用于降低模具温度,并使塑料冷却凝固的部分。
它通常由冷却通道和冷却导流板等组成,能够提高塑料注塑成型的效率和质量。
6. 塑料出料系统:塑料出料系统是将冷却凝固的塑料制品从模具中顺利脱出的部分。
它包括出料口、出料道和出料机构等组
成部分,能够保证塑料制品的顺利脱模和排出。
总之,注塑模具结构原理涉及模具壳体、模具腔、引导系统、塑料进料系统、冷却系统和塑料出料系统等多个方面,它们相互协调作用,使塑料注塑成型工艺能够顺利进行。
在实际应用中,根据不同的产品要求,注塑模具结构原理可能会有所调整和优化。

注塑模具的结构注塑模具是一种用于生产塑料制品的工具。
它的结构非常重要,直接影响到塑料制品的质量和生产效率。
下面将介绍注塑模具的结构和各部分的功能。
一、注塑模具的结构注塑模具主要由模具基座、模芯、模腔、导板、顶出机构、冷却系统等组成。
1. 模具基座:模具基座是模具的主要支撑部分,承受着整个模具的重量。
它通常由钢材制成,具有足够的刚性和强度。
2. 模芯:模芯是注塑模具中的一部分,用于形成塑料制品的内部结构。
它通常由钢材或铝材制成,具有一定的硬度和耐磨性。
3. 模腔:模腔是注塑模具中的另一部分,用于形成塑料制品的外部形状。
它通常由钢材制成,具有一定的硬度和耐磨性。
4. 导板:导板是注塑模具中的一个重要组成部分,用于引导模芯和模腔的运动。
它通常由钢材制成,具有一定的硬度和耐磨性。
5. 顶出机构:顶出机构用于将注塑模具中的塑料制品顶出模具。
它通常由弹簧和顶出杆组成,具有一定的弹性和耐磨性。
6. 冷却系统:冷却系统用于控制注塑模具中的温度,以保证塑料制品的质量。
它通常由冷却水管和冷却水箱组成,具有良好的散热性能。
二、注塑模具各部分的功能1. 模具基座:承受整个模具的重量,提供稳定的支撑。
2. 模芯:形成塑料制品的内部结构,如空心结构、螺纹等。
3. 模腔:形成塑料制品的外部形状,如平面、曲面等。
4. 导板:引导模芯和模腔的运动,确保塑料制品的精度。
5. 顶出机构:将塑料制品顶出模具,防止粘连和变形。
6. 冷却系统:控制注塑模具的温度,保证塑料制品的质量和生产效率。
三、注塑模具的制造工艺1. 设计:根据产品的要求和生产工艺,设计注塑模具的结构和尺寸。
2. 材料选择:选择合适的钢材或铝材作为注塑模具的材料,根据不同部位的要求选择不同的材质。
3. 加工:利用数控机床等设备对注塑模具进行精密加工,保证模具的尺寸和形状的精度。
4. 装配:将各个部件组装在一起,形成完整的注塑模具。
5. 调试:根据产品的要求进行模具的调试,保证模具的正常运行和塑料制品的质量。
注塑模具的结构与分类模具的基本结构:一、成型零部件指凹模、凸模部分中组成型腔的零件。
通常由型芯、镶件等组成,合模时构成型腔,由于填充塑料熔体,它决定塑件的形状和尺寸。
二、浇注系统浇注系统是熔融塑料从注塑机喷嘴进入模具型腔所流经的通道,一般由主流道、分流道、浇口、冷料穴组成。
三、定位导向机构导向机构分为动模与定模之间的导向机构和推出机构的定位导向机构两类。
首者是保证动模和定模在合模时准确对合,以保证塑件形状和尺寸的精确度;后者是避免顶出过程中推件板歪斜而设置的。
导向机构同时也起到了模具开模合模定位的作用。
四、脱模机构用于开模时将塑件从模具中脱出的装置,又称推出机构。
其结构形式很多,常见的有顶杆脱模机构、推板脱模机构和推管脱模机构等。
五、侧向分型与抽芯机构当塑件上的侧向有凹凸形状的孔或凸台时,就需要有侧向的凸模或型芯来成型。
在开模推出塑件之前,必须先将侧向凸模或侧向型芯从塑件上脱出或抽出,塑件才能顺利脱模。
使侧向凸模或侧向型芯移动的机构称为侧向抽芯机构。
六、温度调节系统为了满足注塑工艺对模具的温度要求,必须对模具温度进行调节控制,所以注塑模具常常设有冷却系统并在模具内部或四周安装加热元件。
冷却系统一般在模具上开设冷却水道。
七、排气系统在注塑成型过程中,为了将型腔内的空气排出,常常需要开设排气系统,通常是在分型面上有目的的开设若干条沟槽,或利用模具的推杆或型芯与模板之间的配合间隙进行排气。
小型塑件的排气量不大,因此可直接利用分型面进行排气,而不必另设排气槽。
八、其他零部件如用来固定、支承成型零部件或起定位和限位作用的零部件等。
注塑模具的结构与分类注塑模的基本结构都是由定模和动模两大部分组成的。
定模部分安装在注塑机的固定板上,动模部分安装在注塑机的移动板上。
注塑成型时,定模部分和随液压驱动的动模部分经导柱导向而闭合,塑料熔体从注塑机喷嘴经模具浇注系统进入形腔;注塑成型冷却后开模,即定模和动模分开,一般情况下塑件留在动模上,模具顶出机构将塑件推出模外。
根据模具上各部件的作用不同,一般注塑模可由以下几个部分组成。
成型零部件指定模、动模部分中组成型腔的零件。
通常由型芯、凹模、镶件等组成,合模时构成型腔,由于填充塑料熔体,它决定塑件的形状和尺寸。
浇注系统浇注系统是熔融塑料从注塑机喷嘴进入模具型腔所流经的通道,它由主流道、分流道浇口和冷料井组成。
导向机构导向机构分为动模与定模之间的导向机构和顶出机构的导向机构两类。
首者是保证动模和定模在合模时准确对合,以保证塑件形状和尺寸的精确度;后者是避免顶出过程中推出板歪斜而设置的。
脱模机构用于开模时将塑件从模具中脱出的装置,又称顶出机构。
其结构形式很多,常见的有顶杆脱模机构、推板脱模机构和推管脱模机构等。
侧向分型与抽芯机构当塑件上的侧向有凹凸形状的孔或凸台时,就需要有侧向的凸模或型芯来成型。
在开模推出塑件之前,必须先将侧向凸模或侧向型芯从塑件上脱出或抽出,塑件才能顺利脱模。
使侧向凸模或侧向型芯移动的机构称为侧向抽芯机构。
加热放冷却系统为了满足注塑工艺对模具的温度要求,必须对模具温度进行控制,所以模个常常设有冷却系统并在模具内部或四周安装加热元件。
冷却系统一般在模具上开设冷却水道。
排气系统在注塑成型过程中,为了将型腔内的空气排出,常常需要开设排气系统,通常是在分型面上有目的的开设若干条沟槽,或利用模具的推杆或型芯与模板之间的配合间隙进行排气。
小型塑件的排气量不大,因此可直接利用分型而排气,而不必另设排气槽。
其他零部件如用来固定、支承成型零部件或起定位和限位作用的零部件等。
看了看注塑模具的结构下面我们来谈一谈他的分类,这边根据注塑模的结构特征对其进行分类如下单分型面注塑模开模时,动模和定模分开,从而取出塑件,称单分型面模具,又称双板式模。