注塑模具常用零件共32页
- 格式:ppt
- 大小:1.61 MB
- 文档页数:16
模具主要零配件、项目名称及功能导柱(边钉、GR 定位销DP )——可分为普通型导柱(直边)和有托导柱(托边),起定位导向作用,保证各类机构在工作过程中定位导向。
一般硬度为 HRC58~62导套(胚司)------可分为直司(BB 套)和托司(BA 套),起定位导向作用,配合导柱一起使用。
顶柱(EP/RR 回针、回程柱、回位销)顶针回复原位。
中导柱(中GP 针板边、EGP ------用做顶针板定位之用,承托顶针板的重使顶出及回复时更顺畅,保证顶针能正确垂直的顶出制品。
中导套(中配合中导柱一起使用,运用中导套设计使顶针板定位更加精确。
拉杆(水口边、 SP ) --- 承托上模重量,限制上夹板(定模面板)、水口A 板之间的行程。
挡圈(水口介子)---- 固定在拉杆的末端,作用是限制上夹板、水口板、 A板的行程距离,防止A 板脱落浇口套(唧咀)是一个与注塑机连接的配件,塑胶料从此通道注入模内。
一般硬度为HRC53~58浇口套也就是模具浇注系统的主流道。
定位环(法兰)---- 用作模具与啤机容易对准和定位。
顶针将成品从模芯顶出,达到脱模的目的。
司筒(顶管) ---- 将成品从模芯顶出,作用与顶针相同 ,但一般用于制品中心带有细孔的圆柱时的脱模 .司筒针------用于制品的柱位孔成型,配合司筒使用,并不是脱模用途撑头(SP )- 承托 B 板,减少因注塑时受压变型 .垃圾钉(ST ) -- 承托着顶针板 ,由于它面积较少 ,可防止垃圾积在上面 ,令顶针板不平或变形 .运水孔 --- 用于对模具的有效冷却 ,使模温保持在一定的范围内 .喉咀 ------ 安装在模具运水孔上 ,用来连接啤机的冷却水喉 ,一般用黄铜制成 .拉料杆 -------保持顶针板活动顺滑,并确保量,BA 、EGP ) 板、1、分流道拉料杆:因分流道中所存的塑料不易脱落,便于开摸系时冷料脱模。
2、浇口拉料杆:在开模时从浇口套内拉出主流道凝料使与注塑机喷嘴分离,一般都设在冷料穴的尽端,拉料杆直径等于、浇口内孔大端的直径,以便于沟住冷料。

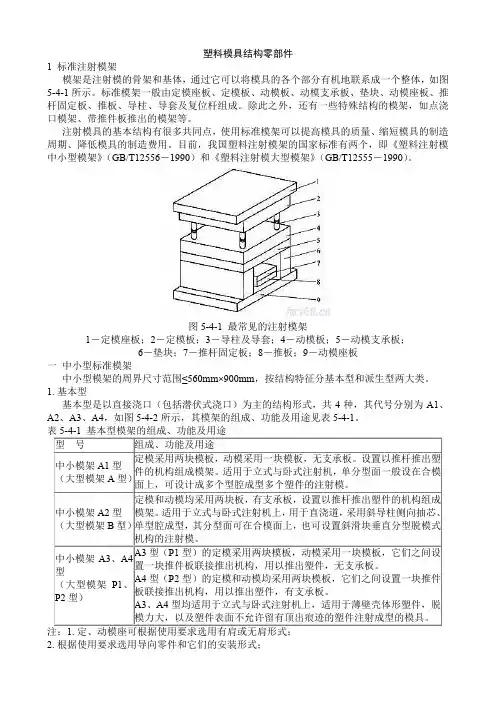
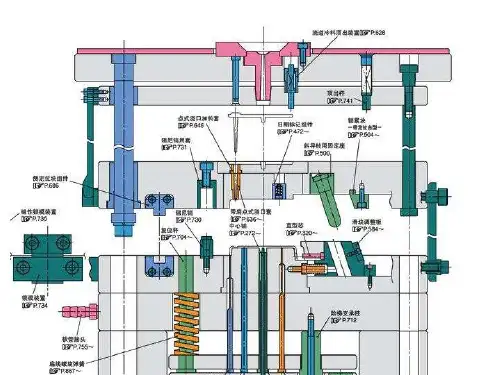
塑料模具结构零部件1 标准注射模架模架是注射模的骨架和基体,通过它可以将模具的各个部分有机地联系成一个整体,如图5-4-1所示。
标准模架一般由定模座板、定模板、动模板、动模支承板、垫块、动模座板、推杆固定板、推板、导柱、导套及复位杆组成。
除此之外,还有一些特殊结构的模架,如点浇口模架、带推件板推出的模架等。
注射模具的基本结构有很多共同点,使用标准模架可以提高模具的质量、缩短模具的制造周期、降低模具的制造费用。
目前,我国塑料注射模架的国家标准有两个,即《塑料注射模中小型模架》(GB/T12556-1990)和《塑料注射模大型模架》(GB/T12555-1990)。
图5-4-1 最常见的注射模架1-定模座板;2-定模板;3-导柱及导套;4-动模板;5-动模支承板;6-垫块;7-推杆固定板;8-推板;9-动模座板一中小型标准模架中小型模架的周界尺寸范围≤560mm×900mm,按结构特征分基本型和派生型两大类。
1. 基本型基本型是以直接浇口(包括潜伏式浇口)为主的结构形式,共4种,其代号分别为A1、A2、A3、A4,如图5-4-2所示,其模架的组成、功能及用途见表5-4-1。
2. 根据使用要求选用导向零件和它们的安装形式;3. A1~A4型的功能及通用性强,是国际上使用模架中具有代表性的结构。
图5-4-2 基本型标准模架b 派生型派生型是在基本型的基础上派生而来,以点浇口和多分型面为主的结构形式,共9种,其代号分别为P1~P9,如图5-4-3所示,其模架的组成、功能及用途见表5-4-2。
表2. 其模架结构以点浇口、多分型面为主,适用于多动作的复杂注射模;3. 扩大了模架应用范围,增大了模架标准的覆盖面。
图5-4-3 派生型标准模架另外,标准中还规定,以定模、动模座板有肩、无肩划分,又会增加13个品种,总计共26个模架品种。
这些模架规格基本上覆盖了注射容量为10~4000cm3注射机用的各种中小型热塑性和热固性塑料注射模具。
塑料模具结构零部件1 标准注射模架模架是注射模的骨架和基体,通过它可以将模具的各个部分有机地联系成一个整体,如图5-4-1所示。
标准模架一般由定模座板、定模板、动模板、动模支承板、垫块、动模座板、推杆固定板、推板、导柱、导套及复位杆组成。
除此之外,还有一些特殊结构的模架,如点浇口模架、带推件板推出的模架等。
注射模具的基本结构有很多共同点,使用标准模架可以提高模具的质量、缩短模具的制造周期、降低模具的制造费用。
目前,我国塑料注射模架的国家标准有两个,即《塑料注射模中小型模架》(GB/T12556-1990)和《塑料注射模大型模架》(GB/T12555-1990)。
图5-4-1 最常见的注射模架1-定模座板;2-定模板;3-导柱及导套;4-动模板;5-动模支承板;6-垫块;7-推杆固定板;8-推板;9-动模座板一中小型标准模架中小型模架的周界尺寸范围≤560mm×900mm,按结构特征分基本型和派生型两大类。
1. 基本型基本型是以直接浇口(包括潜伏式浇口)为主的结构形式,共4种,其代号分别为A1、A2、A3、A4,如图5-4-2所示,其模架的组成、功能及用途见表5-4-1。
2. 根据使用要求选用导向零件和它们的安装形式;3. A1~A4型的功能及通用性强,是国际上使用模架中具有代表性的结构。
图5-4-2 基本型标准模架b 派生型派生型是在基本型的基础上派生而来,以点浇口和多分型面为主的结构形式,共9种,其代号分别为P1~P9,如图5-4-3所示,其模架的组成、功能及用途见表5-4-2。
表2. 其模架结构以点浇口、多分型面为主,适用于多动作的复杂注射模;3. 扩大了模架应用范围,增大了模架标准的覆盖面。
图5-4-3 派生型标准模架另外,标准中还规定,以定模、动模座板有肩、无肩划分,又会增加13个品种,总计共26个模架品种。
这些模架规格基本上覆盖了注射容量为10~4000cm3注射机用的各种中小型热塑性和热固性塑料注射模具。


导柱(边钉、GP、定位销DP)------ 可分为普通型导柱(直边)和有托导柱(托边),起定位导向作用,保证各类机构在工作过程中定位导向。
一般硬度为HRC58~62导套(胚司)------ 可分为直司(BB套)和托司(BA套),起定位导向作用,配合导柱一起使用。
顶柱(EP/RP、回针、回程柱、回位销)------ 保持顶针板活动顺滑,并确保顶针回复原位。
中导柱(中GP针板边、EGP)------ 用做顶针板定位之用,承托顶针板的重量,使顶出及回复时更顺畅,保证顶针能正确垂直的顶出制品。
中导套(中BA、EGP)------ 配合中导柱一起使用,运用中导套设计使顶针板定位更加精确。
拉杆(水口边、SP)------ 承托上模重量,限制上夹板(定模面板)、水口板、A板之间的行程。
挡圈(水口介子) ------固定在拉杆的末端,作用是限制上夹板、水口板、A 板的行程距离,防止A板脱落浇口套(唧咀)是一个与注塑机连接的配件,塑胶料从此通道注入模内。
一般硬度为HRC53~58 浇口套也就是模具浇注系统的主流道。
定位环(法兰)------ 用作模具与啤机容易对准和定位。
顶针将成品从模芯顶出,达到脱模的目的。
司筒(顶管)------ 将成品从模芯顶出,作用与顶针相同,但一般用于制品中心带有细孔的圆柱时的脱模.司筒针 ------用于制品的柱位孔成型,配合司筒使用,并不是脱模用途.撑头(SP) ------承托B板,减少因注塑时受压变型.垃圾钉(ST) ------承托着顶针板,由于它面积较少,可防止垃圾积在上面,令顶针板不平或变形.运水孔 ------用于对模具的有效冷却,使模温保持在一定的范围内.喉咀 ------安装在模具运水孔上,用来连接啤机的冷却水喉,一般用黄铜制成.拉料杆 ------1、分流道拉料杆:因分流道中所存的塑料不易脱落,便于开摸系时冷料脱模。
2、浇口拉料杆:在开模时从浇口套内拉出主流道凝料使与注塑机喷嘴分离,一般都设在冷料穴的尽端,拉料杆直径等于、浇口内孔大端的直径,以便于沟住冷料。
注塑模具零件是指构成模具结构的各种零件,接下来给大家详细介绍一下注塑模具常用零件名称及其作用吧,简单易懂!一、导向零件为了确保动模和定模在合模时能准确对中,在模具中必须设置导向部件。
在注塑模中通常采用四组导柱与导套来组成导向部件,有时还需在动模和定模上分别设置互相吻合的内、外锥面来辅助定位。
1.导柱:与安装在另一半的模具上的导套(或孔)相配合,用以保证动模具开合模运动导向精度的圆柱形零件。
有带头导柱和带肩导柱两种。
2.推板导柱:与推板导套(或孔)呈滑配合,用于脱模机构运动导向的圆柱形两种。
3.导套:与安装在另一半模具上的导柱相配合,用以保证动模与定模的相对位置,保证模具开合模运动导向精度的圆套形零件。
有直导套和带头导套两种。
4.推扳导套:固定于推板上,与推板导柱呈滑配合,用于脱模机构运动导向的圆套形零件。
二、推出机构在开模过程中,需要有推出机构将塑料制品及其在流道内的凝料推出或拉出。
推出固定板和推板用以夹持推杆。
在推杆中一般还固定有复位杆,复位杆在动、定模合模时使推板复位。
1.推杆:直接推出塑件或浇注系统凝料的杆件,有圆柱头推杆、带肩推杆和扁头推杆等。
圆柱头推杆可用来推顶推顶板,亦称预杆。
2.推管:直接推出塑件的管状零件。
3.推件板:直接推出塑件的板状零件。
4.推件环:局部或整体推出塑件的环状或盘形零件。
5.推杆固定板:固定推出和复位零件以及推板导套的板状零件。
6.推杆:支承推出和复位零件,直接传递机床推出力的板件。
7.连接推杆:连接推件板与推板固定板,传递推力的杆件。
8.拉料杆:设置在主流道的正对面,头部形状特殊,能够拉出主流道凝料的杆件,头部形状有Z形,球头形,倒锥形,菌形及圆锥头形等。
9.推流道板:随着开模运动,推出浇注系统凝料的板件。
亦称推料板。
三、侧抽芯机构有些带有侧凹或侧孔地塑料制品,在被推出以前必须先进行侧向分型,抽出侧向型芯后方能顺利脱模,此时需要在模具中设置侧抽芯机构。
1.斜销(斜导柱):倾斜于分型面装配,随着模具的开闭使滑块(或凹模拼块)在模内产生往复运动的圆柱形零件。