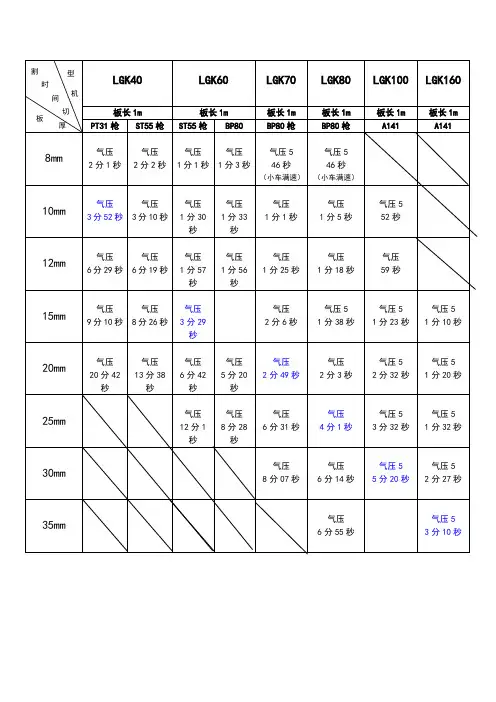
焊机、气刨、等离子切割参数
- 格式:pdf
- 大小:114.51 KB
- 文档页数:1


碳弧⽓刨及等离⼦切割⼯艺1.碳弧⽓刨的⼯艺特点碳弧⽓刨过程中,因急速加热和冷却以及局部的化学反应,在刨削表⾯及临近区产⽣增碳现象和热影响区,引起组织和硬度的变化。
(1)碳弧⽓刨常见缺陷及防⽌措施1) 夹碳刨削速度太快或碳棒送进过速,使碳棒头部触及铁⽔或未熔化的⾦属上,电弧就会因短路⽽熄灭。
由于温度很⾼,当碳棒再往前送或上提时,端部脱落并粘在未熔化⾦属上,产⽣“夹碳”缺陷。
发⽣夹碳后,在夹碳处电弧不能再引燃,这样就阻碍了碳弧⽓蚀的继续进⾏。
此外,夹碳外还形成⼀层硬脆且不容易清除的碳化铁(碳含量达6.7%)。
这种缺陷必须注意防⽌和消除,否则焊后容易出现⽓孔和裂纹。
清除的⽅法是在缺陷的前端引弧,将夹碳处连根⼀起刨除,或⽤⾓形磨光机磨掉。
2) 粘渣碳弧⽓刨操作时,吹出来的铁⽔叫“渣”,表⾯是⼀层氧化铁,内部是含碳很⾼的⾦属。
如果粘潭在刨槽的两侧,即产⽣粘渣。
粘渣主要是由于压缩空⽓压⼒⼩引起的,但刨槽速度与电流配合不当,刨削速度太慢也易粘渣,在采⽤⼤电流时更为明显。
其次在倾⾓过⼩时也易粘渣。
粘渣可采⽤风铲清除。
3) 刨槽不正或深浅不均碳棒歪向刨槽的⼀侧就会引起刨槽不正,碳棒运动时上下波动就会引起刨槽的深度不均,碳棒的⾓度变化同样能使刨槽的深度发⽣变化。
刨槽前,注意碳棒与⼯件的相对位置,提⾼操作的熟练程度。
4) 刨偏刨削时往往由于碳棒偏离预定⽬标造成刨偏。
碳弧⽓刨速度⼤约⽐电弧焊⾼2~4倍,技术不熟练就容易刨偏。
刨偏与否和所⽤⽓刨枪结构也有⼀定的关系。
例如,采⽤带有长⽅槽的圆周送风式和侧⾯送风式枪,均不易将渣吹到正前⽅,不妨碍刨削视线,因⽽减少了刨偏缺陷。
5) 铜斑采⽤表⾯镀铜的碳棒时,有时因镀铜质量不好,会使铜⽪成块剥落,剥落的铜⽪成熔化状态,在刨槽的表⾯形成铜斑。
在焊前⽤钢丝刷或砂轮机将铜斑清除,就可避免母材的局部渗铜。
如不清除,铜渗⼊焊缝⾦属的量达到⼀定数值时,就会引起热裂纹。
为避免这种缺陷要选⽤镀层质量好的碳棒,采⽤合适的电流,并注意焊前⽤钢丝刷或砂轮机清理⼲净。
电焊机新的执行标准:GB15579.1-2004根据中华人民共和国国家标准批准发布公告:2004年第3号(总第65号)序号164GB15579.1-2004弧焊设备第一部分:焊接电源,于2004年8月1日开始实施。
其中GB15579.1-2004弧焊设备第一部分:焊接电源是电焊机行业的基础标准。
此标准涉及面广,它既是对本行业产品总量90%以上的弧焊电源进行标准规范,也是各类弧焊电源“3C”认证所依据标准。
同时该标准为强制性。
按照中华人民共和国标准化法第三章第十四条规定:强制性标准必须执行。
不符合强制性标准的产品禁止生产、销售和进口。
在第四章法律责任中更明确指出:生产、销售、进口不符合强制性标准的产品的,由法律、行政法规规定的行政主观部门依法处理,法律、行政法规未作规定的,由工商行政管理部门没收产品的违法所得,并处罚款:造成严重后果构成犯罪的,对直接责任人员依法追究刑事责任。
由此,全国电焊机标准化技术委员会将组织专家对上述两项国家标准进行宣贯。
为了方便企业对新旧标准差异部分的了解,下面重点对2004年8月1日执行的强制性国家标准GB15579.1-2004《弧焊设备第一部分:焊接电源》差异部分进行分析论述,供企业参考。
1 国家标准GB15579.1-2004《弧焊设备第1部分焊接电源》中第八章”非常规运行“是2004版标准中新增加的重要内容。
强调焊接电源在极端非常的状况中避免发生介电强度不可恢复性的破坏以及着火燃烧。
这再次证明新标准的推行更强调保证人体健康及人身生命财产安全。
标准要求在风扇堵转、过载及短路的情况下,焊接电源不能因为电击穿而伤及操作者,或因过热出现明火引发火灾。
标准关注的重点是可能危及操作者安全的防护而并不要求在这种非常规状态下试验后焊接电源能否继续正常工作,保持原来的技术性能。
这一点是本章要求与防触电保护、热性能要求、热保护……等章要求的根本区别。
由于本章要求的是”不出现危险因素“,因此,对于带有(安装有)保护装置(例如断路器和热保护装置——见第九章)的焊接电源,如果其保护装置在焊接电源出现危险因素之前动作,应看作已达到本章要求。

金属极电弧切割碳弧气刨等离子切割的基本原理及常识介绍重点:金属极电弧切割,碳弧气刨,等离子切割难点:碳弧气刨基本原理,和掌握,等离子切割和掌握一.金属极电弧切割主要利用电焊条作电弧产生的电弧热来熔割工件的,应用于一般气割难以切割的金属,如:不锈钢、铸铁等。
用此方法切割时电流一般较大,工件切口表面粗糙,割缝较宽,切割处的熔渣是借助熔渣本身的重力和电弧吹力去除的。
二.碳弧气刨(一)基本原理碳弧气刨是利用碳极和金属之间产生的高温电弧,把金属局部加热到熔化状态,同时利用压缩空气的高速气流把熔化的金属吹掉,从而实现对金属母材进行刨削和切割的一种工艺方法。
一般手弧焊直流电源可选作碳弧气刨电源,除压缩空气外小型空压机也能保证,碳弧气刨控气压力O.5—0.6Mpa外加刨枪和碳棒。
(二)工艺特点;1.生产率高;在仰视或垂直位置时优越性大,生产是风铲4倍。
2.改善劳动强度没有震耳的噪声,劳动强度小。
1.使用灵活方便:有利于保证质量,可在较小的位置施工。
(三),碳弧气刨的应用1.可用于挑焊根2.返修焊件和清除焊接缺陷,刨削焊缝余高。
3.开焊接坡口4.清理铸件毛边,飞刺,浇冒口及铸件的缺陷。
5.切割不锈钢中、薄板,以及板材上的开孔等。
(四),碳弧气刨工艺1.工艺参数及其影响1)极性:由于碳弧气刨一般都采用直流电源,所以极性对不同材料的气刨过程稳定性和质量影响是有所不同的。
常用金属材料极性选择金属材料钢铸铁钢及合金铝及合金不锈钢极性反接正接正接正接或反接反接2)碳棒直径与电流:碳弧气刨作用的电极材料是纯碳棒,碳棒表面应镀的金属是铜,碳棒直径是根据被刨削金属的厚度来选择的。
刨削金属厚度增加时,碳棒直径也相对增大,电流也需增大,碳棒直径应比刨槽宽度小2MM左右。
钢板厚度与碳棒直径的关系钢板厚度碳棒棒直径钢板厚度碳棒直径3 4——6 6——8 一般不刨45——68——1210——1515以上6——88——1010不同的开关的碳棒的电流选用也可参照经验公式I=(30—50)d I —刨削电流A d—碳棒直径MM常用碳棒规格与选用电流断面形状规格(MM)适用电流(A)断面形状规格(MM)适用电流(A)圆形Ø3×355Ø4×355Ø5×355Ø6×355Ø7×355Ø8×355150——180150——200150——250180——300200——350250——400扁形3×12×3555×10×3555×12×3555×15×3555×18×3555×20×355200——300300——400350——450400——500500——600550——6003)刨削速度:速度太快会造成碳棒与金属相碰,使碳粘干刨槽顶端,形成“夹碳”,随刨削速度增大,刨槽深度将减小,通常刨削速度为0.5——1.2M/Min较合适。
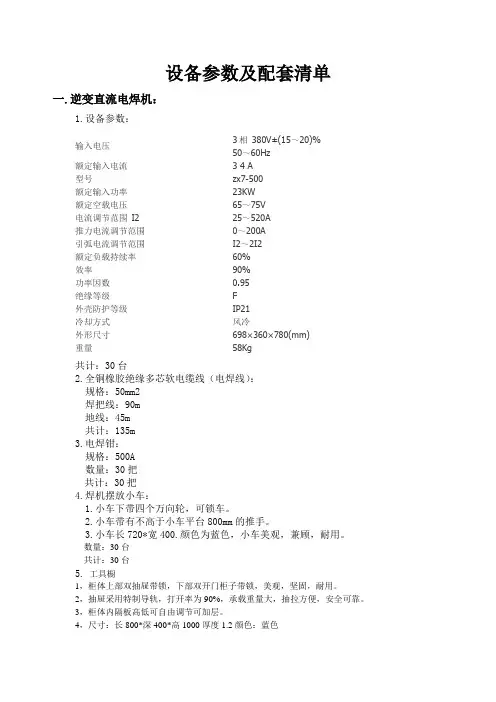
设备参数及配套清单一.逆变直流电焊机:1.设备参数:共计:30台2.全铜橡胶绝缘多芯软电缆线(电焊线): 规格:50mm2 焊把线:90m 地线:45m 共计:135m3.电焊钳: 规格:500A 数量:30把 共计:30把4.焊机摆放小车:1.小车下带四个万向轮,可锁车。
2.小车带有不高于小车平台800mm 的推手。
3.小车长720*宽400.颜色为蓝色,小车美观,兼顾,耐用。
数量:30台 共计:30台5. 工具橱1,柜体上部双抽屉带锁,下部双开门柜子带锁,美观,坚固,耐用。
2,抽屉采用特制导轨,打开率为90%,承载重量大,抽拉方便,安全可靠。
3,柜体内隔板高低可自由调节可加层。
4,尺寸:长800*深400*高1000厚度1.2颜色:蓝色输入电压 3相 380V±(15~20)% 50~60Hz 额定输入电流 3 4 A 型号zx7-500 额定输入功率 23KW 额定空载电压 65~75V 电流调节范围 I2 25~520A 推力电流调节范围 0~200A 引弧电流调节范围 I2~2I2 额定负载持续率 60% 效率 90% 功率因数 0.95 绝缘等级 F 外壳防护等级 IP21 冷却方式 风冷外形尺寸 698×360×780(mm) 重量58Kg共计:30台设备全部厂家安装调试需购买国家级、自治区技能大赛专用设备二、熔化极二氧化碳保护焊机规格:60mm2地线:45m共计:45m3.二氧化碳(Co2)气瓶共计:30瓶4二氧化碳减压器共计30个5.焊机摆放小车:1.小车下带四个万向轮,可锁车。
2.小车带有不高于小车平台800mm的推手。
3.小车长720*宽400.颜色为蓝色,小车美观,坚固,耐用。
数量:30台共计:30台5.焊条(焊丝)摆放架共计:6组设备全部厂家安装调试需购买国家级、自治区技能大赛专用设备三、直流脉冲氩弧焊机1.设备参数共计:30台2.全铜橡胶绝缘多芯软电缆线(电焊线): 规格:50mm2 焊把线:90m 地线:45m 共计:135m3. 氩气(Ar)气瓶 共计:30瓶4.氩气减压器 共计30个5.焊机摆放小车:输入电压3相 266V-456V 50~60Hz脉冲频率 0.1-500Hz 型号 WSM-400 额定输入功率 17KW 额定空载电压 55~70V 电流调节范围 5~410A 推力电流范围 0~1500A/ms 上坡时间 0.1-99.9s 下坡时间 0.1-99.9s 电焊时间 0.01-99.9s 提前送气时间 0-13s 滞后送气时间 0.1-50s 额定负载持续率 60% 效率 85% 功率因数 0.93 绝缘等级 F 外壳防护等级 IP21S 冷却方式 风冷 外形尺寸 560×300×530(mm)1.小车下带四个万向轮,可锁车。
实用标准文案
产品特点:
1、整机采用方管焊结构,具有刚性好,精度高,自重轻,惯量小的特点。
所有焊接件均振动时效去应力处理,有效的防止了结构变形;
2、纵、横向驱动:均采用精密斜齿齿轮齿条(7级精度)传动。
纵向导轨采用台湾进口的直线导轨,横向运行横梁整体铝结构,保证了切割机的运行平稳,精度高,且经久耐用,清洁美观;可以非常完美的保证运动的精度和平衡度;
3、简单易用的自动编程系统,使数控编程不再复杂,轻而易举;
4、数控控制系统采用中美合资北京斯达特的数控切割机控制系统,配合PLC作输入输出控制,使该电气系统具有优良稳定性和超强抗干扰。
产品主要技术性能指标:
1、切割形状:可编程切割直线和圆弧构成的任意平面形状钢板零件;
2、切割精度:国家标准JB/T10045.3-99;
3、切割宽度:横向跨度1500mm,有效切割宽度1250mm,可以根据客户需求加长;
4、轨道长度:轨道长度3000mm,有效切割长度2500mm,可以根据客户需求加长;
6、切割厚度:视等离子电源而定
7、割炬系统数:异型切割系统1套,
8、数控系统:北京斯达特SH2012H数控切割控制系统,简单易用,稳定可靠;
9、数控编程:基于AutoCAD的全自动图形化编程软件;文泰雕刻软件
10、文件传输:配USB接口;
12、切割气体:压缩空气
13、调速范围:0---15000mm/min(米/分钟)。
精彩文档。

1.碳弧气刨的工艺特点碳弧气刨过程中,因急速加热和冷却以及局部的化学反应,在刨削表面及临近区产生增碳现象和热影响区,引起组织和硬度的变化。
(1)碳弧气刨常见缺陷及防止措施1) 夹碳刨削速度太快或碳棒送进过速,使碳棒头部触及铁水或未熔化的金属上,电弧就会因短路而熄灭。
由于温度很高,当碳棒再往前送或上提时,端部脱落并粘在未熔化金属上,产生“夹碳”缺陷。
发生夹碳后,在夹碳处电弧不能再引燃,这样就阻碍了碳弧气蚀的继续进行。
此外,夹碳外还形成一层硬脆且不容易清除的碳化铁(碳含量达6.7%)。
这种缺陷必须注意防止和消除,否则焊后容易出现气孔和裂纹。
清除的方法是在缺陷的前端引弧,将夹碳处连根一起刨除,或用角形磨光机磨掉。
2) 粘渣碳弧气刨操作时,吹出来的铁水叫“渣”,表面是一层氧化铁,内部是含碳很高的金属。
如果粘潭在刨槽的两侧,即产生粘渣。
粘渣主要是由于压缩空气压力小引起的,但刨槽速度与电流配合不当,刨削速度太慢也易粘渣,在采用大电流时更为明显。
其次在倾角过小时也易粘渣。
粘渣可采用风铲清除。
3) 刨槽不正或深浅不均碳棒歪向刨槽的一侧就会引起刨槽不正,碳棒运动时上下波动就会引起刨槽的深度不均,碳棒的角度变化同样能使刨槽的深度发生变化。
刨槽前,注意碳棒与工件的相对位置,提高操作的熟练程度。
4) 刨偏刨削时往往由于碳棒偏离预定目标造成刨偏。
碳弧气刨速度大约比电弧焊高2~4倍,技术不熟练就容易刨偏。
刨偏与否和所用气刨枪结构也有一定的关系。
例如,采用带有长方槽的圆周送风式和侧面送风式枪,均不易将渣吹到正前方,不妨碍刨削视线,因而减少了刨偏缺陷。
5) 铜斑采用表面镀铜的碳棒时,有时因镀铜质量不好,会使铜皮成块剥落,剥落的铜皮成熔化状态,在刨槽的表面形成铜斑。
在焊前用钢丝刷或砂轮机将铜斑清除,就可避免母材的局部渗铜。
如不清除,铜渗入焊缝金属的量达到一定数值时,就会引起热裂纹。
为避免这种缺陷要选用镀层质量好的碳棒,采用合适的电流,并注意焊前用钢丝刷或砂轮机清理干净。
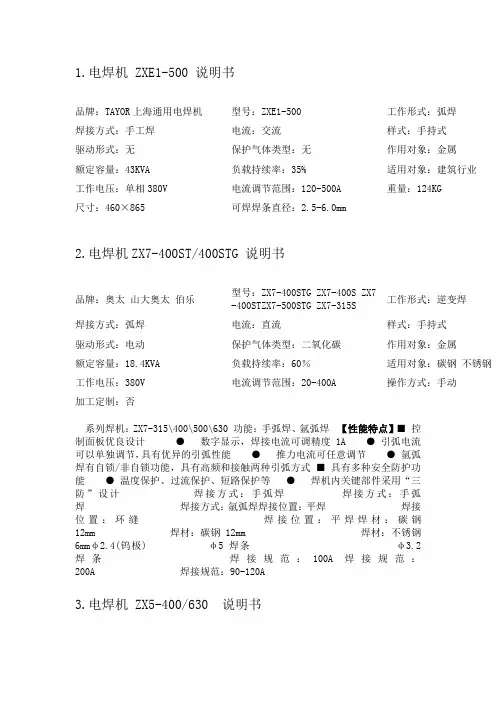
1.电焊机 ZXE1-500 说明书品牌:TAYOR上海通用电焊机型号:ZXE1-500 工作形式:弧焊焊接方式:手工焊电流:交流样式:手持式驱动形式:无保护气体类型:无作用对象:金属额定容量:43KVA 负载持续率:35% 适用对象:建筑行业工作电压:单相380V 电流调节范围:120-500A 重量:124KG尺寸:460×865可焊焊条直径:2.5-6.0mm2.电焊机ZX7-400ST/400STG 说明书品牌:奥太山大奥太伯乐型号:ZX7-400STG ZX7-400S ZX7-400STZX7-500STG ZX7-315S工作形式:逆变焊焊接方式:弧焊电流:直流样式:手持式驱动形式:电动保护气体类型:二氧化碳作用对象:金属额定容量:18.4KVA 负载持续率:60%适用对象:碳钢不锈钢工作电压:380V 电流调节范围:20-400A 操作方式:手动加工定制:否系列焊机:ZX7-315\400\500\630 功能:手弧焊、氩弧焊【性能特点】■控制面板优良设计●数字显示,焊接电流可调精度1A ● 引弧电流可以单独调节,具有优异的引弧性能●推力电流可任意调节● 氩弧焊有自锁/非自锁功能,具有高频和接触两种引弧方式■具有多种安全防护功能● 温度保护、过流保护、短路保护等●焊机内关键部件采用“三防”设计焊接方式:手弧焊焊接方式:手弧焊焊接方式:氩弧焊焊接位置:平焊焊接位置:环缝焊接位置:平焊焊材:碳钢12mm 焊材:碳钢12mm 焊材:不锈钢6mmφ2.4(钨极) φ5焊条φ3.2焊条焊接规范:100A 焊接规范:200A 焊接规范:90-120A3.电焊机 ZX5-400/630 说明书一、概述:我厂开发研制的ZX5系列晶闸管弧焊整流器包括ZX5-250、ZX5-400、ZX5-630、ZX5-1000共四种机型。
该系列弧焊整流器系国家推广的第八批节能产品,是取代已淘汰的AX系列旋转直流弧焊机的理想产品。