等离子切割机切割参数表
- 格式:doc
- 大小:32.50 KB
- 文档页数:1


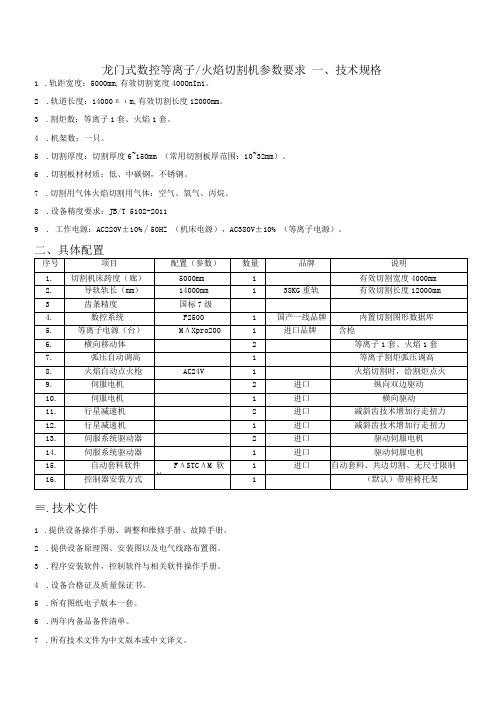
龙门式数控等离子/火焰切割机参数要求一、技术规格1.轨距宽度:5000mm,有效切割宽度400OnIn1。
2.轨道长度:14000πιm,有效切割长度12000mm。
3.割炬数:等离子1套、火焰1套。
4.机架数:一只。
5.切割厚度:切割厚度6~150mm (常用切割板厚范围:10~32mm)。
6.切割板材材质:低、中碳钢,不锈钢。
7.切割用气体火焰切割用气体:空气、氧气、丙烷。
8.设备精度要求:JB/T 5102-2011
9. 工作电源:AC220V±10%∕50HZ (机床电源),AC380V±10% (等离子电源)。
≡.技术文件
1.提供设备操作手册、调整和维修手册、故障手册。
2.提供设备原理图、安装图以及电气线路布置图。
3.程序安装软件,控制软件与相关软件操作手册。
4.设备合格证及质量保证书。
5.所有图纸电子版本一套。
6.两年内备品备件清单。
7.所有技术文件为中文版本或中文译文。

等离子切割的最佳参数取决于许多因素,包括材料类型、材料厚度、切割速度、电流强度、气体类型和气体压力等。
以下是一些一般的建议:1.材料类型和厚度:对于较薄的材料,可以使用较低的电流和较快的切割速度。
对于较厚的材料,可能需要更高的电流和较慢的切割速度。
2.切割速度:切割速度应该足够快,以避免过度熔化材料,但又不能太快,以免切割不彻底。
如果切割速度过慢,可能会导致熔滴堆积在切口底部;如果切割速度过快,可能会导致切口不整齐或不彻底。
3.电流强度:电流强度应根据材料的厚度和切割速度进行调整。
一般来说,电流越高,切割速度和切割深度也会增加。
4.气体类型和气体压力:气体类型和气体压力也会影响切割效果。
一般来说,氩气和氮气用于不锈钢和铝的切割,而氧气用于碳钢的切割。
气体压力应根据材料的厚度和切割速度进行调整。
下面是一些基本的参数范围,这些范围是基于等离子切割机的一般操作经验和制造商的建议:1.碳钢:厚度:1-25mm电流:30-200A切割速度:约2000-3000mm/min气体:氧气,气压约4.5-5.5 bar2.不锈钢:厚度:1-50mm电流:30-200A切割速度:约1000-2500mm/min气体:氩气或氮气,气压约4.5-5.5 bar3.铝:厚度:1-30mm电流:30-200A切割速度:约2000-3000mm/min气体:氩气或氮气,气压约4.5-5.5 bar请注意,这些参数只是大致的范围,实际的最佳参数可能会根据具体的设备、材料和应用需求有所不同。
在使用等离子切割机时,应始终遵循制造商的指南和建议。