等离子切割机切割参数标准标准表格40A160A.doc
- 格式:doc
- 大小:157.52 KB
- 文档页数:2
cut等离子切割机参数【最新版】目录一、等离子切割机简介二、等离子切割机的参数设置1.加工厚度2.切割速度3.功率4.输入电压5.电源频率6.等离子电流7.文件传输方式8.工作方式三、切割电源的电气原理四、总结正文一、等离子切割机简介等离子切割机是一种采用等离子弧进行材料切割的设备,具有切割速度快、效率高、切割面光洁度好等特点。
它广泛应用于金属加工、制造业等领域。
二、等离子切割机的参数设置1.加工厚度:0.215mm等离子切割机的加工厚度是指切割机可以切割的最大材料厚度。
本设备的加工厚度为 0.215mm。
2.切割速度:0-8000mm/min切割速度是指等离子切割机在切割过程中的速度,范围为0-8000mm/min。
用户可以根据实际需求进行调整。
3.功率:8.5kw功率决定了等离子切割机的切割能力,本设备的功率为 8.5kw。
4.输入电压:3 相 380v输入电压是指等离子切割机所需的电源电压,本设备为 3 相 380v。
5.电源频率:50hz电源频率是指等离子切割机所需的电源频率,本设备为 50hz。
6.等离子电流:60a等离子电流是指等离子弧的电流大小,本设备为 60a。
7.文件传输方式:usb 接口文件传输方式是指等离子切割机传输切割文件的方式,本设备采用usb 接口进行文件传输。
8.工作方式:非接触式引弧工作方式是指等离子切割机的切割方式,本设备采用非接触式引弧进行切割。
三、切割电源的电气原理切割电源包括主电路及控制电路两部分,电气原理如下:主电路包括接触器,高漏抗的三相电源变压器,三相桥式整流器,高频引弧线圈及保护元件等组成。
由高漏抗引成陡将的电源外特性。
控制电路通过接触器对主电路进行控制,实现切割过程的自动控制。
四、总结等离子切割机具有高效、高速、高精度等特点,广泛应用于金属切割领域。
用户需要根据实际需求进行参数设置,以达到最佳的切割效果。
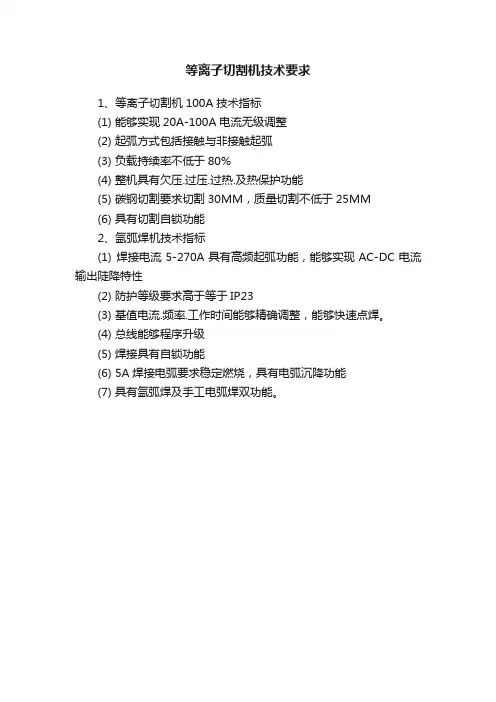
等离子切割机技术要求
1、等离子切割机100A技术指标
(1) 能够实现20A-100A电流无级调整
(2) 起弧方式包括接触与非接触起弧
(3) 负载持续率不低于80%
(4) 整机具有欠压.过压.过热.及热保护功能
(5) 碳钢切割要求切割30MM,质量切割不低于25MM
(6) 具有切割自锁功能
2、氩弧焊机技术指标
(1) 焊接电流5-270A具有高频起弧功能,能够实现AC-DC电流输出陡降特性
(2) 防护等级要求高于等于IP23
(3) 基值电流.频率.工作时间能够精确调整,能够快速点焊。
(4) 总线能够程序升级
(5) 焊接具有自锁功能
(6) 5A焊接电弧要求稳定燃烧,具有电弧沉降功能
(7) 具有氩弧焊及手工电弧焊双功能。



等离子切割的最佳参数取决于许多因素,包括材料类型、材料厚度、切割速度、电流强度、气体类型和气体压力等。
以下是一些一般的建议:1.材料类型和厚度:对于较薄的材料,可以使用较低的电流和较快的切割速度。
对于较厚的材料,可能需要更高的电流和较慢的切割速度。
2.切割速度:切割速度应该足够快,以避免过度熔化材料,但又不能太快,以免切割不彻底。
如果切割速度过慢,可能会导致熔滴堆积在切口底部;如果切割速度过快,可能会导致切口不整齐或不彻底。
3.电流强度:电流强度应根据材料的厚度和切割速度进行调整。
一般来说,电流越高,切割速度和切割深度也会增加。
4.气体类型和气体压力:气体类型和气体压力也会影响切割效果。
一般来说,氩气和氮气用于不锈钢和铝的切割,而氧气用于碳钢的切割。
气体压力应根据材料的厚度和切割速度进行调整。
下面是一些基本的参数范围,这些范围是基于等离子切割机的一般操作经验和制造商的建议:1.碳钢:厚度:1-25mm电流:30-200A切割速度:约2000-3000mm/min气体:氧气,气压约4.5-5.5 bar2.不锈钢:厚度:1-50mm电流:30-200A切割速度:约1000-2500mm/min气体:氩气或氮气,气压约4.5-5.5 bar3.铝:厚度:1-30mm电流:30-200A切割速度:约2000-3000mm/min气体:氩气或氮气,气压约4.5-5.5 bar请注意,这些参数只是大致的范围,实际的最佳参数可能会根据具体的设备、材料和应用需求有所不同。
在使用等离子切割机时,应始终遵循制造商的指南和建议。

数控等离子切割机是目前市场比较流行的一种切割方式,它与数控火焰切割机一起占据了国内切割设备半壁江山。
并且目前的精细数控等离子切割机不管是在切割速度还是切割质量上面,丝毫不亚于激光切割机。
说道切割质量,相信很多人对数控等离子切割机的切割质量的评价标准还不是很清楚,今天,武汉耐霸数控的网络小编就给大家详细的介绍一下:数控等离子切割机切割质量的评价标准主要由切口的宽度、表面粗糙度、切口棱边的方形度、热影响区的宽度、挂渣量等五个方面,具体要求如下:第一、切口的宽度:切口的宽度是评价切割机切割质量的最重要特征值之一,也反映切割机所能切割最小圆的半径尺寸。
它是以切口最宽处的尺寸来计量的,大部分等离子切割机的切口宽度在0.15~6mm之间。
第二、表面粗糙度:它用来描述切口表面的外观,确定切割后是否需要再加工。
它是测量切口深度2/3处横断面上的Ra值。
由于切割气流的作用在切割前进方向上产生纵向振动的结果,主要形式是切割波纹。
等离子切割的表面粗糙度高于火焰切割,但是低于激光切割。
第三、切口棱边的方形度:它也是反映切割质量的重要参数,关系到切割后所需要再加工程度。
因此控制切口棱边的方形度非常重要。
第四、热影响区的宽度:该指标对于那些可硬化或可热处理的低合金钢或合金钢非常重要,过宽的热影响区宽度会明显改变切口附近的性能。
第五、挂渣量:是描述热切割后在切口下缘粘附的氧化物熔渣或重新凝固材料的多少。
我们在评价数控等离子切割机切割质量的时候,可以从以上五个方面去观察。
但是,五项标准并不是唯一,还有其他一些标准。
既然切割质量对于数控等离子切割机来说非常重要,那么我们在生产中又该采取哪些措施来提高切割质量呢?武汉耐霸数控根据自身的生产经验总结出了一下几点:第一、数控等离子切割机的各功能部件必须紧密结合。
轴承、销孔的间隙不能过大,因为切割过程是在铸坯的移动情况下同时进行,各部件的松动会引起割枪的摆动,进而影响到切割效果;第二、切割机中割枪的摆动、定位控制件斜板不宜短。
等离子电切系统参数配置
用途:适用于各种外科和内窥镜手术,用于手术中组织切割、凝血。
一、双极等离子(生理盐水下)电切镜参数
1、4mm目镜
2、外径≤26Fr
3、可360度旋转,持续灌流
4、有效长度:≥190mm
5、双极被动式工作把手
6、配双极大、小电切环
7、配外鞘灌流器
8、电切镜具有在生理盐水中进行诊断和电切、汽化、剜除等多种手术功能
二、双极等离子电切电凝系统参数
1、具有普通双极和等离子(生理盐水下)工作等输出模式
2、等离子(生理盐水)最大输出功率:纯切≥200W、电凝≥100W
3、高频频率:≥300KHZ
4、能根据不同的组织的阻抗自动调节功率输出,保证等离子持续
的激发
5、具有生理盐水检测功能,防止介质误用
6、具有记忆功能,方便找到医生偏好使用的设置
三、其它
1、在山东省范围内有专业售后服务机构
2、提供原厂质保服务36个月,有完整的维修服务方案,发生故障时及时提供备用机,满足临床需要。
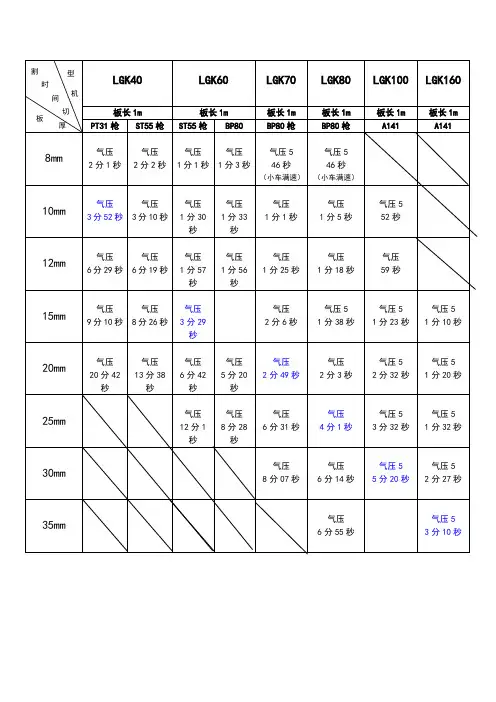
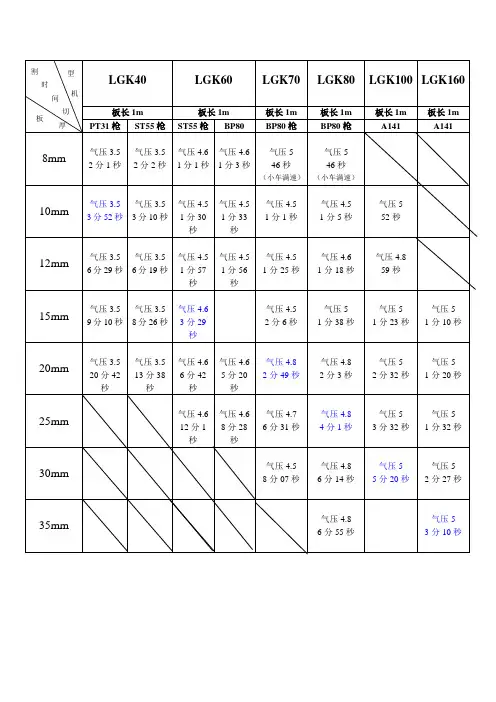
割
LGK40 LGK60 LGK70 LGK80 LGK100 LGK160 型
时
机
间
切
板长 1m 板长 1m 板长 1m 板长 1m 板长 1m 板长 1m 板
厚
PT31 枪ST55 枪ST55 枪BP80 BP80 枪BP80枪A141 A141 8mm
气压气压气压气压气压 5 气压 5
2 分 1 秒 2 分 2 秒 1 分 1 秒 1 分
3 秒46 秒46 秒
(小车满速)(小车满速)
10mm
气压气压气压气压气压气压气压 5
3 分 52 秒 3 分 10 秒 1 分 30 1 分 33 1 分 1 秒 1 分 5 秒52 秒
秒秒
12mm
气压气压气压气压气压气压气压
6 分 29 秒 6 分 19 秒 1 分 5
7 1 分 56 1 分 25 秒 1 分 1
8 秒5
9 秒
秒秒
15mm
气压气压气压气压气压 5 气压 5 气压 5
9 分 10 秒 8 分 26 秒 3 分 29 2 分 6 秒 1 分 38 秒 1 分 23 秒 1 分 10 秒
秒
20mm
气压气压气压气压气压气压气压 5 气压 5
20 分 42 13 分 38 6 分 42 5 分 20 2 分 49 秒 2 分 3 秒 2 分 32 秒 1 分 20 秒
秒秒秒秒
25mm
气压气压气压气压气压 5 气压 5
12 分 1 8 分 28 6 分 31 秒 4 分 1 秒 3 分 32 秒 1 分 32 秒
秒秒
30mm
气压气压气压 5 气压 5
8 分07 秒 6 分14 秒 5 分20 秒 2 分27 秒35mm
气压气压 5
6 分55 秒 3 分10 秒。