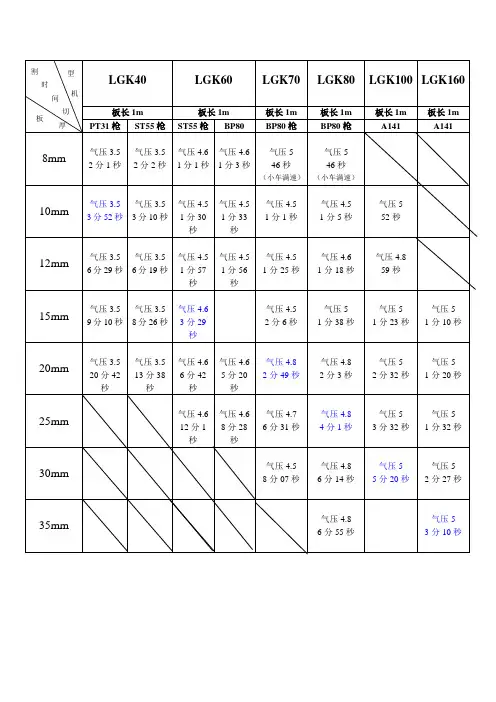
等离子切割机切割参数表(40A-160A)
- 格式:doc
- 大小:33.00 KB
- 文档页数:2

1产品简介1325型台式数控等离子切割机(快速切割)外形如图所示。
该型数控切割机为台式龙门结构、使得运行高效稳定,且切割过程中使用连续喷水装置,可有效降低材料热变形以及正反面无挂扎、无发黑现象,该机型含一台60A专用等离子电源;标配有效切割范围为:1.25米*2.5米和1.25米*3.0米两种规格。
其主要特点:切割速度快,控制精度高,切割面光洁,;特别适用于5mm以内各种金属板材的等离子切割。
主要技术参数:台面尺寸1400*2850mm 和1400*3350 (可根据要加长)有效切割范围1250*2500mm 和1250*3000 (可根据要加长)等离子切割机6KW切割速度0-12000mm/min传输方式USB 或连机两种方式指令格式G 代码code\HPGL整机重量450kg输入电源380V/50HZmm输入电流45A/60A输入功率12KW切割电流60A切割电压90V电流调节范围15-60A工作方式非接触式引弧等离子电源国产60A 机用等离子电源等离子电源切割厚度(推荐)质量切割:0.3mm-2mm 最大边缘切割:5mm主要性能特点:• 整体采用全焊接结构,YX 轴采用国内最精密的同步带传动,Z 轴采用气动加自动调高,保证切割速度和精度• 专业针对广告行业的立体发光字槽型字的金属面板和底板进行切割, 切割精度达到标准• 采用电流可调式等离子电源,根据材料不同厚度调节电流大小, 保证切割材料无毛刺• 大容量储存空间, 同时保存30 个以上加工文件, 任意读取加工• 采用USB 接口和连机型两种方式, 瞬间完成数据传输,WIN98/2000/XP 下的热插拔,即插即用• 切口小,整齐,无掉渣现象,不需二次休整加工• 本机主要适用于钢板铝铁铜等金属材料的加工, 广泛应用于广告行业工艺美术字切割及钣金切割。

方菱等离子数控切割机参数表方菱等离子数控切割机参数表一、机床结构参数1.1 机床型号:FLP-13251.2 工作台尺寸:1300mm×2500mm1.3 切割厚度:依据不同等离子电源切割厚度可达到20mm-200mm 1.4 切割速度:依据不同等离子电源切割速度可达到0-10000mm/min1.5 控制系统:方菱数控系统二、传动系统参数2.1 X轴传动方式:直线导轨+齿轮传动2.2 Y轴传动方式:直线导轨+齿轮传动2.3 Z轴传动方式:球螺杆+直线导轨三、切割系统参数3.1 等离子电源型号:Hypertherm/Thermadyne/Kjellberg/Plasma Star/Oxygen Plus等品牌可选3.2 制冷方式:风冷/水冷两种方式可选3.3 切割气体类型:氧气/氮气/空气三种可选四、其他参数4.1 工作电压:220V/380V±10% 50Hz(60Hz)4.2 工作温度:0℃-45℃,相对湿度≤75%4.3 机床重量:约1500kg4.4 外形尺寸:3200mm×2200mm×1200mm五、机床特点5.1 高精度:采用高精度导轨和齿轮传动,保证了切割精度。
5.2 高效率:采用高速切割技术,提高了生产效率。
5.3 稳定性强:采用球螺杆传动方式,确保了机床的稳定性。
5.4 易操作:采用方菱数控系统,操作简单易懂。
5.5 可靠性高:选用知名品牌等离子电源和配件,保证了机床的可靠性。
六、适用范围6.1 金属制造业:适用于钢铁、不锈钢、铝合金等金属材料的切割。
6.2 模具制造业:适用于模具加工中的零件切割。
6.3 建筑装饰业:适用于建筑装饰中的金属零件切割。
6.4 其他行业:适用于各种需要金属材料切割的行业。
七、维护保养7.1 定期检查机床的润滑系统,保证机床的润滑。
7.2 定期检查机床的传动系统,保证传动系统的正常运转。
7.3 定期更换等离子电源的切割嘴和电极,保证切割质量。
cut等离子切割机参数
以下是一般的等离子切割机的参数:
1. 切割厚度:通常可以切割的材料厚度范围为0.5毫米至50毫米。
2. 切割速度:切割速度可以根据材料的不同进行调整,通常在1000毫米/分钟至8000毫米/分钟之间。
3. 切割精度:切割精度取决于机器的控制系统和切割头的精准度,通常可以达到±0.5毫米。
4. 切割面质量:等离子切割可以产生平滑的切割表面,但在切割厚度增加和切割速度加快时,切割面质量可能会有所降低。
5. 等离子气体:切割时使用的等离子气体通常为氧气、氮气或压缩空气。
6. 功率需求:切割机的功率需求取决于切割机的尺寸和切割厚度,通常在30千瓦至200千瓦之间。
这些参数可能会根据不同的切割机型号和制造商有所变化,所以在购买前最好咨询相关的销售代表获取详细的参数信息。
产品特点:
1、整机采用方管焊结构,具有刚性好,精度高,自重轻,惯量小的特点。
所有焊接件均振动时效去应力处理,有效的防止了结构变形;
2、纵、横向驱动:均采用精密斜齿齿轮齿条(7级精度)传动。
纵向导轨采用台湾进口的直线导轨,横向运行横梁整体铝结构,保证了切割机的运行平稳,精度高,且经久耐用,清洁美观;可以非常完美的保证运动的精度和平衡度;
3、简单易用的自动编程系统,使数控编程不再复杂,轻而易举;
4、数控控制系统采用中美合资北京斯达特的数控切割机控制系统,配合PLC作输入输出控制,使该电气系统具有优良稳定性和超强抗干扰。
产品主要技术性能指标:
1、切割形状:可编程切割直线和圆弧构成的任意平面形状钢板零件;
2、切割精度:国家标准JB/T10045.3-99;
3、切割宽度:横向跨度1500mm,有效切割宽度1250mm,可以根据客户需求加长;
4、轨道长度:轨道长度3000mm,有效切割长度2500mm,可以根据客户需求加长;
6、切割厚度:视等离子电源而定
7、割炬系统数:异型切割系统1套,
8、数控系统:北京斯达特SH2012H数控切割控制系统,简单易用,稳定可靠;
9、数控编程:基于AutoCAD的全自动图形化编程软件;文泰雕刻软件
10、文件传输:配USB接口;
12、切割气体:压缩空气
13、调速范围:0---15000mm/min(米/分钟)。
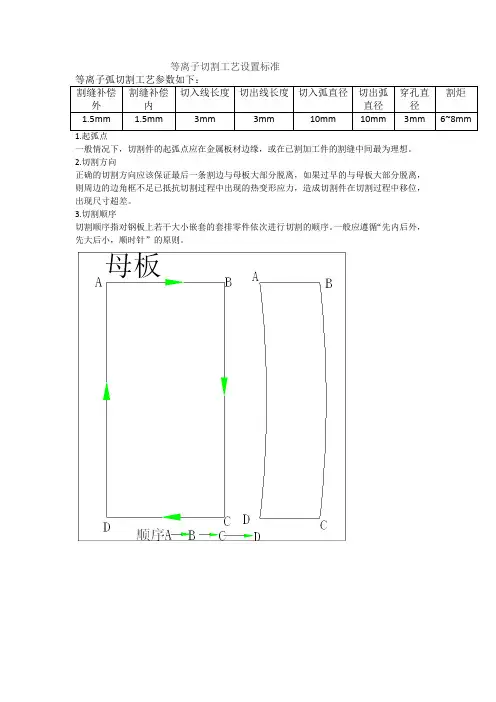
等离子切割工艺设置标准一般情况下,切割件的起弧点应在金属板材边缘,或在已割加工件的割缝中间最为理想。
2.切割方向正确的切割方向应该保证最后一条割边与母板大部分脱离,如果过早的与母板大部分脱离,则周边的边角框不足已抵抗切割过程中出现的热变形应力,造成切割件在切割过程中移位,出现尺寸超差。
3.切割顺序切割顺序指对钢板上若干大小嵌套的套排零件依次进行切割的顺序。
一般应遵循“先内后外,先大后小,顺时针”的原则。
等离子电源的功率,等离子电源的割枪,割嘴电极等耗材以及金属板材的厚度等等,还包括各种等离子弧切割工艺参数,直接影响切割过程的稳定性、切割质量和效果。
主要切割规范简述如下:1.空载电压和弧柱电压等离子切割电源,必须具有足够高的空载电压,才能容易引弧和使等离子弧稳定燃烧。
空载电压一般为120-600V,而弧柱电压一般为空载电压的一半。
提高弧柱电压,能明显地增加等离子弧的功率,因而能提高切割速度和切割更大厚度的金属板材。
弧柱电压往往通过调节气体流量和加大电极内缩量未达到,但弧柱电压不能超过空载电压的65%,否则会使等离子弧不稳定。
2.切割电流增加切割电流同样能提高等离子弧的功率,但它受到最大允许电流的限制,否则会使等离子弧柱变粗、割缝宽度增加、电极寿命下降。
3.气体流量增加气本流量既能提高弧柱电压,又能增强对弧柱的压缩作用而使等离子弧能量更加集中、喷射力更强,因而可提高切割速度和质量。
但气体流量过大,反而会使弧柱变短,损失热量增加,使切割能力减弱,直至使切割过程不能正常进行。
4.电极内缩量所谓内缩量是指电极到割嘴端面的距离,合适的距离可以使电弧在割嘴内得到良好的压缩,获得能量集中、温度高的等离子弧而进行有效的切割。
距离过大或过小,会使电极严重烧损、割嘴烧坏和切割能力下降。
内缩量一般取8-11mm。
5.割嘴高度割嘴高度是指割嘴端面至被割工件表面的距离。
该距离一般为4~10mm。
它与电极内缩量一样,距离要合适才能充分发挥等离子弧的切割效率,否则会使切割效率和切割质量下降或使割嘴烧坏。