钴钼系催化剂反硫化的处理
- 格式:pdf
- 大小:135.37 KB
- 文档页数:2
硫化成功的必备条件有三个:1)要有足够高的硫化温度,一般不大于500 ℃;2)要有足够的强制硫化时间,并且最好有数小时的闷炉;3)强制硫化时,原料气中的硫化氢越高越好,一般不低于15 g/Nm3 。
硫化时要防止催化剂超温,超过550 ℃对催化剂造成危害,但短时间超温对催化剂活性影响不大。
一、硫化条件1、温度对硫化反应深度的影响很大,一般入口温度控制在230~260℃,床层温度控制在250~280℃。
硫化反应后期应尽量提温,适当的高温(~425℃)既可以保证催化剂的活性,又可缩短硫化时间。
2、硫化压力对硫化深度的影响不是很大,可根据装置的实际情况来确定压力,一般不低于1.0MPa(表压)。
3、H2S的浓度过低(体积分数≤0.2%)时,还原后的催化剂活性较差;H2S的较高时,对催化剂的影响不大。
出于安全考虑,H2S的浓度不宜提的太高。
4、系统中H2的体积分数尽量控制在10%~20%,过低会影响CS2的氢解,过高则有可能发生还原反应。
CS2在200℃以上时才发生氢解反应,所以添加CS2要等到温度达230℃左右开始添加。
过早添加容易使CS2氢解不完全,在系统内冷凝和吸附。
当达到温度时,就会突然发生氢解反应,放出大量的反应热导致床层温度暴涨。
但超过250℃再加CS2,就可能发生CoO和MoO3的还原反应,使催化剂失活。
运行过程中要保持H2的体积分数在10%~35%之间,因为当H2的浓度过低时,亦有可能造成CS2氢解不完全,在系统内冷凝和吸附。
当H2含量提高时,CS2大量氢解,释放过多的反应热,从而导致催化剂床层温度暴涨。
串联硫化时要防止“提温提硫”的同时发生,因为当上段硫穿透时,较高的热点温度和上段穿透的硫进入下一段,造成下段“提温提硫”,很容易造成超温。
钴钼系耐硫变换催化剂装填及使用过程注意事项钴钼系耐硫变换催化剂装填及使用过程注意事项摘要:摘要:从钴钼系耐硫宽温变换催化剂的装填、硫化、接气、操作等方面简述了其生产中的使用要求,提出了操作过程中的注意事项。
关键词:钴钼系催化剂装填硫化活性一、装填催化剂的装填是一个十分重要的步骤,要分层装填,每层都要整平之后再装下层,装填后的床层必须平整均匀,严防疏密不均形成沟流,影响催化剂的使用。
1.装填注意事项1.1当汽气比、CO变换负荷选定后,可简单地由操作压力确定空速。
空速以半水煤气为准,如果原料气中CO含量体积分数约为45%,则选定的空速适当降低。
1.2为防止气体偏流,每段床层的高度不应小于1 m,床层高径比以0.5~1.0为宜。
1.3催化剂装填时,其上下均要铺设铁丝网下面2层,上面1层,在上层铁丝网上放置高度为50~100 mm的耐火球或铝球,以防止冷凝水直接接触催化剂。
二、硫化1.硫化过程注意事项在钴钼催化剂中,Mo是主催化剂,Co是助催化剂,对钴钼催化剂的硫化主要是对Mo的硫化。
Mo在硫化时一般Mo+6、Mo+5、Mo+4 3种价态存在,Mo+5与变换反应中的变换活性有关,,由于Mo+6、Mo+4 同时存在,因此Mo不能完全被还原,为保证硫化完全彻底硫化时应注意以下几点。
1.1干态硫化一般在硫化之前,首先应对催化剂升温,脱除吸附水。
1.2提高H2S浓度高硫浓度可保证硫化反应的需要,并缩短反应时间,不过在硫化初期不要将H2S含量提得太高,应采取逐渐渗透的方式,避免反应过急,使催化剂温度波动过大。
1.3低温硫化当床层温度达到180℃时,将气体入口温度降到170~180℃,然后加入CS2,使催化剂在H2S吸收区反应,可避免硫化初期温度超过200℃而引起的异常激烈反应。
主要硫化阶段为180~300℃为保证温度,应将炉温控制在250℃左右,并逐步加大CS2的量。
当分析显示变换炉出口H2S达到1 g/m3或进出口H2S含量相等时,保持运行2 h 即为合格。
硫化步骤:触媒升温硫化曲线表:阶段执行时间(hr) 空速(h-1 ) 床层各点温度(℃) 入炉H2S含量(g/Nm3 ) 备注1.升温12~14 200~300 常温~210 用煤气将系统置换合格后推电炉升温2.硫化期20~24 100~200 210~300 10~15 待出口气的H2S含量≥3g/Nm3 ,床层穿透3.强化期109 100~200 300~350350~450 15~20 变换炉出口H2S含量≥10g/Nm34.降温置换~8 200~300 180~200 0.05 出口H2S含量≤0.5g/Nm3 ,并入系统生产1、煤气升温阶段(1) 常温~120℃(6~8h),120℃恒温2 h,120~200℃(4h)。
(2) 按升温硫化流程调节好有关阀门,压缩机1台三出送气压力<0.2MPa,最大循环气量15000Nm3/h。
(3) 待电加热器、变换炉各处煤气置换O2<0.5%,电加热器通气正常后,启3组电炉丝开始煤气升温。
(4) 打开循环气体出口阀,关低变炉出口DN150放空阀,将循环气体导入压机一入煤气总管,开始循环升温。
(5) 电加热器升温时,采取必要措施严格按升温曲线进行。
升温期间视各段温升情况及时增减电炉丝组数,调节各段进气阀开度、气量或煤气换热器进出口煤气副线阀等。
当两变换炉床层温差较大时,可用进两炉的升温煤气阀调节不同入炉点的气量。
(6) 升温期间,严格控制煤气中O2<0.5%,防止电加热器起火**,严格控制煤气系统压力不得超过0.3MPa。
(7) 恒温前应先降低热煤气温度。
(8) 在煤气升温结束前3h,两硫化罐应按要求灌装好CS2,并连接好N2瓶,升压至0.45~0.5MPa、并排水后备用。
(9) 升温期间,要注意及时排放油分离器和活性炭滤油器导淋,严防油水带入系统。
(10) 循环升温时,不必开放空,待硫化开始后,可在系统出口处打开放空置换一部分气体,以补充氢气含量。
钴钼加氢转化脱硫催化剂钴钼加氢转化脱硫催化剂是一种用于去除燃料或石油产品中硫化物的催化剂。
这种催化剂主要由钴、钼和载体组成,通过催化氢气与硫化物反应,将硫化物转化为无害的硫化氢气体。
下面将详细介绍钴钼加氢转化脱硫催化剂的制备、性能以及应用。
钴钼加氢转化脱硫催化剂的制备主要包括材料选择、载体制备、催化剂加载等步骤。
钴和钼是该催化剂中的活性组分,可选择不同形式的这两种元素,如钴钼硫酸盐、钴钼氧化物等。
载体材料通常选择活性炭、氧化铝、硅胶等,这些材料具有较高的比表面积和孔隙率,有利于催化剂的活性表面积增大,提高催化效果。
催化剂的制备通常通过浸渍、共沉淀、担载等方法进行。
制备过程中还需考虑合适的温度、pH值以及添加剂的使用等因素,以控制催化剂的物理性质和催化活性。
钴钼加氢转化脱硫催化剂具有较高的催化活性和选择性。
钴钼在催化剂中起到催化反应的作用,当氢气与硫化物反应时,钴钼催化剂能够迅速催化氢气的加氢作用,生成硫化氢气体。
催化剂中的载体材料具有很好的吸附性能,能够吸附硫化物分子,使纳米级活性物种更好地接触催化剂表面,提高催化反应的效果。
此外,催化剂还具有良好的热稳定性和抗中毒性,能够长时间保持高效的催化活性。
钴钼加氢转化脱硫催化剂在石油工业中具有广泛的应用。
它主要用于合成气的脱硫、煤气脱硫、液化石油气脱硫和重油脱硫等工艺。
钴钼催化剂能够高效地去除燃料或石油产品中的硫化物,避免硫化物对催化剂和设备的腐蚀,提高燃料的清洁度和燃烧效率。
同时,它还能有效控制燃料中的硫排放,减少对环境的污染。
未来,钴钼加氢转化脱硫催化剂还有很大的发展潜力。
随着环保和能源政策的不断加强,对燃料和石油产品中硫含量的要求将越来越严格。
钴钼加氢转化脱硫催化剂作为一种高效、经济、环保的脱硫催化剂,将在石油工业中得到更广泛的应用。
同时,还有人们不断研究改进催化剂的活性和选择性,以提高催化剂的使用寿命和抗中毒能力,进一步降低处理成本。
总之,钴钼加氢转化脱硫催化剂是一种高效的催化剂,能够有效去除燃料或石油产品中的硫化物。
Co - Mo系耐硫变换催化剂的硫化处理1、硫化反应耐硫变换催化剂在使用前一般要将其活性组份的氧化态转化为硫化态,这一转化过程称之为硫化。
钴钼系耐硫催化剂的硫化反应在热力学上可用下列式子表示:CS2 + 4H2 = 2H2S + CH4 + 230. 45 kJMoO3 + H2 + 2H2S = MoS2 + 3H2O +48. 15 kJCoO + H2S = CoS + H2O + 13. 4 kJCO + 3H2 = CH4 + H2O + 214. 8 kJCO+H2O = CO2+H2 +41.19 KJ/mol2H2 +O2 =2 H2O + 241. 83 kJ上述反应均为放热反应。
常用的硫化剂有CS2和H2S两种。
其中H2S来自高硫煤气或固体硫化剂, CS2可直接加入原料气。
另外,硫氧化碳等有机硫也可作硫化剂。
2、硫化反应机理在催化剂的硫化过程中,不论采用何种硫化方法,最基本的硫化剂就是H2S。
因此只要在硫化条件下容易提供H2S的物质都可用作硫化剂。
工业上通常采用低分子量的有机硫化合物和无机的固体硫化剂。
硫化过程通常分为两个反应步骤,即硫化剂的分解和催化剂活性组分的相态转化。
(1)硫化剂的分解硫化剂的分解是指硫化剂在催化剂正常的硫化工艺条件下,硫化剂与氢气或水发生化学反应生成H2S的过程,下面是常见的几种硫化剂及其分解反应。
CS2(二硫化碳)十4H2=CH4十2H2SCOS(硫氧碳)十H2O=CO2十H2S(2)硫化对耐硫变换催化剂的作用:使催化剂中的金属组分即活性组分由氧化态变成硫化态,如MoO3变成活性物种MoS2;使催化剂中的活性组分处于最佳活性价态,以Mo为例,Mo由MoO3中Mo6+经过硫化变为活性物种MoS2。
MoO3和CoO在催化剂硫化过程中发生的化学变化表示如下:(3)硫化剂的选择从硫化剂的分解反应上看,其最终产物为H2S,理论上认为除本身的分解反应外,不会对催化剂的硫化过程造成影响。
钴钼加氢脱硫的原理和流程如下:
•原理:在催化剂表面上,硫化物与氢气发生化学反应,转化为相对不活跃的产物。
•流程:原料天然气经压缩机加压→配入氢(氨合成新鲜气)→加热至400℃→进入钴钼加氢反应器进行加氢反应,将有机硫转化为硫化氢→进入氧化锌脱硫槽,脱除硫化氢→配入中压水蒸气→加热到500~520℃→送到辐射段顶部原料气总管→分配进入各转化管→气体流经催化床,一边吸热一边反应→离开转化管的转化气汇合于集气管→继续吸收热量,使温度达到850~860℃→经输气总管送往二段转化炉。
钴钼系催化剂使用过程中注意事项吕洪浩(兖矿鲁南化肥厂合成氨分厂,山东滕州木石镇,277527)内容简介:本篇文章主要是介绍钴-钼系催化剂从催化剂的选用到催化剂硫化,再到催化剂的接原料气和催化剂使用过程中注意的事项,及相关的原因和处理方法等。
关键词:钴-钼系催化剂活性压力降空速高径比硫化超温升华反硫化腐蚀Co-Mo catalyst in the process of noteLu:honggao(Yankuang Lunan ammonia plant fertilizer plant, the town of stone inTengzhou, Shandong, 277527)Synopsis : This article is to introduce the main cobalt-molybdenum catalyst from the use of the catalyst curing catalyst, the catalyst then take raw gas and catalyst to the process of the issues and related causes and treatment methods.Key words : cobalt-molybdenum catalyst activity space velocity, pressure drop, high-Drive than curing temperature distillation sulfide corrosion 随着近几年化肥行业节能降耗工作的开展,钴钼系耐硫宽温变换催化剂得到越来越多厂家的青睐。
现根据本人的经验,并结合我厂钴钼系催化剂使用的情况,介绍一下在其使用过程中的注意事项。
1、钴钼系催化剂的选用(1)钴钼系催化剂的选用原则钴钼系催化剂有突出的耐硫性能,它适用于以煤、重油(或渣油)为原料的合成氨厂;在无H2S或少H2S的环境中,活性比较差,通常不适用于以轻油、天然气为原料的合成氨厂。
钴钼系催化剂反硫化的处理曹昭军;吕洪浩;汪宇安【摘要】主要介绍钴钼系催化剂发生反硫化问题的现象、原因和处理方法.【期刊名称】《化工设计通讯》【年(卷),期】2011(037)002【总页数】2页(P55-56)【关键词】钴钼系催化剂;反硫化;中变炉;热点;汽气比【作者】曹昭军;吕洪浩;汪宇安【作者单位】贵州开阳化工有限公司,贵州,开阳,550300;贵州开阳化工有限公司,贵州,开阳,550300;贵州开阳化工有限公司,贵州,开阳,550300【正文语种】中文【中图分类】TQ113.24+70 引言随着市场经济逐步深入,国内化工企业为生存和发展,将目光转移到减少消耗,降低成本的先进技术上来。
钴钼系催化剂以其优秀的特点,获得越来越多企业的青睐,并被众多的企业所使用。
我公司老系统于1998年完成变换系统全低变工艺流程的改造,催化剂也由铁铬系催化剂改为钴钼系催化剂。
在最初使用时,因对钴钼系催化剂的了解不完全,发生了较多的问题,总体上有三方面的问题:(1)钴钼系催化剂在接气过程中的超温问题,特别是新催化剂表现得更为突出;(2)钴钼系催化剂的反硫化问题;(3)钴钼系催化剂使用过程中的阻力问题。
2005年根据我厂的操作经验,笔者对钴钼系催化剂接气过程中超温问题进行了讨论,并在《中氮肥》杂志上发表。
现结合最近工作中存在的问题,就钴钼系催化剂的反硫化问题谈一些感受,欢迎各位指正。
1 钴钼系催化剂反硫化现象2008年10月份,我公司老系统大修开车后第二个月的一天,控制室监控人员反映,中变炉热点温度突然从423℃下降到387℃,波动幅度较大,明显出现异常。
技术人员立即对当时各种运行数据趋势图进行调查,具体情况如下:系统气量53000 m3/h,压力2.15 MPa,中变炉入口温度220℃,蒸汽添加量19.7 t/h,入工段 H2S含量178 mg/m3,除中变炉热点温度下降外,其他均正常。
技术人员为保证生产,立即做了常规调整,方法如下:(1)提中变炉入口温度至225℃;(2)加大蒸汽添加量至 20 t/h(汽气比0.38);(3)调整中变炉入口、二段换热器副线阀、废锅副线阀等各阀门开度。
钴钼系耐硫变换催化剂哎呀,今天咱们聊聊钴钼系耐硫变换催化剂,听起来是不是有点儿拗口?但别担心,咱们就把它聊得轻松有趣,保证让你听得懂、记得住!首先呢,钴和钼这两位老兄可不是随便的人物,它们可是化学界的明星。
钴呢,大家可能知道,它常常出现在电池和合金里,而钼呢,那就是一位默默无闻的好帮手,常常被用来增强材料的耐热性。
两者结合在一起,那真是碰撞出火花,让我们能够对抗那些 pesky 硫元素。
说到硫,很多人一想到它就觉得有点恶心,那股味道,真的是让人反胃。
不过别小看了这位“臭小子”,在一些化工过程中,它可是个常客。
想象一下,在某个繁忙的工厂里,油气转化成更有价值的产品,这时候硫就开始捣乱了,真让人恼火。
可别担心,咱们有钴钼系耐硫变换催化剂来救场。
它们就像是工厂里的超级英雄,能在高温、高压的环境下,依然保持镇定,化解这些硫带来的麻烦。
你可能会想,这催化剂到底是怎么运作的?这就好比是你厨房里的调料,一旦放对了,整道菜瞬间提升档次。
钴钼系催化剂在化学反应中,就像那小撮盐,让原本平淡无奇的反应变得活色生香。
它们通过降低反应的活化能,让反应更加顺畅,搞得硫也没办法对它们施加太大压力,真的是一绝。
还有一点很重要,咱们得知道,这钴钼系催化剂可不是一劳永逸的,使用久了,它们也会有些疲惫。
不过别怕,科学家们可不是吃干饭的,研究者们不断在这方面摸索,努力提高催化剂的稳定性和耐硫性能。
想象一下,经过精心设计的催化剂,能在恶劣环境下奋勇向前,真的是“马到成功”。
聊到这里,可能有的小伙伴就开始想,为什么我们不直接用其他材料,比如铂?铂虽然也是个好东西,但价格太高了,简直就是奢侈品啊!钴钼系催化剂的优势就在于,既能发挥出色的催化效果,又不至于让我们的钱包大出血。
想想看,能以较低的成本获得高效的催化,简直就是“物超所值”。
咱们还得提到环保问题。
现代社会越来越重视可持续发展,钴钼系催化剂在减少有害排放、提升资源利用效率方面也发挥了重要作用。
K8-11系列催化剂使用注意事项一、催化剂的使用1.1 催化剂的装填装填催化剂之前,必须认真检查反应器,保持清洁干净,支撑栅格正常牢固。
为了避免在高的蒸汽分压和高温条件下损坏失去强度,催化剂床层底部支撑催化剂的金属部件应选用耐高温和耐腐蚀的惰性金属材料。
惰性材料应不含硅,防止高温、高水汽分压下释放出硅。
催化剂装填时,通常没有必要对催化剂进行过筛,如果在运输及装卸过程中,由于不正确地作业使催化剂损坏,发现有磨损或破碎现象必须过筛。
催化剂的装填无论采取从桶内直接倒入,还是使用溜槽或充填管都可以。
但无论采用哪一种装填方式,都必须避免催化剂自由下落高度超过1米,并且要分层装填,每层都要整平之后再装下一层,防止疏密不均,在装填期间,如需要在催化剂上走动,为了避免直接踩在催化剂上,应垫上木版,使身体重量分散在木版的面积上。
一般情况下,催化剂床层顶部应覆盖金属网和/或惰性材料,主要是为了防止在装置开车或停车期间因高的气体流速可能发生催化剂被吹出或湍动,可能由于气体分布不均发生催化剂床层湍动,损坏催化剂。
由于高压,原料气密度较大,为了尽可能的减小床层阻力降,应严格控制催化剂床层高度和催化剂床层高径比。
通常催化剂床层高度应控制在3〜5m催化剂床层高径比控制在1.0〜1.8。
1.2 开车1.2.1 升温为防止水蒸气在催化剂上冷凝,首次开车升温时,应使用惰性气体(Nl、H、空气或天然气)把催化剂加热到工艺气露点以上温度,最好使用2。
采用務O C /h的升温速度加热催化剂,根据最大可获得流量来设定压力,从而确保气体在催化剂上能很好分布。
在通常情况下,气体的有效线速度不应小于设计值的50%但也不应超过设计值。
当催化剂床层温度达到100C〜130C时,恒温2〜3小时排除吸附的物理水,然后继续升温至200C〜230C时,进行下一步的硫化程度。
如果最初加热选用的是空气,在引入硫化气之前,必须用氮气或蒸汽吹扫系统,以置换残余氧气。
钴钼加氢转化脱硫催化剂是一种用于脱除燃料气体中硫化物的催化剂。
这类催化剂通常应用于石油炼制、天然气处理和化学工业中,以减少硫氧化物对环境和设备的腐蚀影响。
以下是钴钼加氢转化脱硫催化剂的主要特点和工作原理:
特点:
1.催化剂成分:钴钼加氢转化脱硫催化剂主要由钴(Co)和钼(Mo)组成。
这两种元素的协同作用使催化剂对硫化物有很高的选择性和活性。
2.高催化活性:钴钼加氢转化脱硫催化剂具有较高的催化活性,可以在相对较低的温度下实现硫化物的高效脱除。
3.耐高温性:这种催化剂通常具有较好的耐高温性能,适用于炼油和化工等高温工业环境。
4.长寿命:合理设计和优化的催化剂结构使其具有较长的使用寿命,减少更换频率,提高经济性。
工作原理:
1.硫化物转化:钴钼加氢转化脱硫催化剂通过在催化剂表面上发生的化学反应,将硫化物转化为相对不活跃的产物,如硫化氢(H2S)。
2.加氢反应:在加氢条件下,硫化物与氢气反应生成硫化氢,同时催化剂表面上的活性位点参与了这一加氢反应。
3.催化剂再生:随着时间的推移,催化剂表面可能会积聚硫或其他物质,降
低其活性。
为了延长催化剂的寿命,需要对其进行定期的再生或者在线调整操作。
4.适用范围:钴钼加氢转化脱硫催化剂广泛应用于石油炼制和天然气处理等领域,帮助企业满足环保法规要求,减少硫排放。
总体而言,钴钼加氢转化脱硫催化剂在降低硫化物含量、改善产品质量、减少环境污染等方面发挥着重要的作用。
钴钼系耐硫变换催化剂运行问题分析及解决措施摘要:CO位移是合成氨生产中负责制氢的重要环节,层催化剂是层段的核心。
因此,开关催化剂的使用寿命不仅关系到整个设备的稳定运行,也影响到企业的经济效益。
自分层催化剂停用以来,全厂相继研究了导致催化剂停用的因素,最后发现是有机氯转化为原煤所致。
目前还没有很好的方法来防止氯气对耐硫变换催化剂的中毒和停用,因此只能从煤炭开采和洗涤过程的源头进行控制。
关键词:钴钼催化剂;耐硫变换;床层温度;催化剂活性;积灰;预变换过滤器引言层状段是合成氨生产中的一个重要过程,承担着将CO转化为H2以供后续合成物段使用的任务。
CoH2O产生H2和CO2的反应需要催化剂的参与,只能在一定温度和压力下进行。
当前,工业中广泛使用的CO-Shift催化剂主要分为高温催化剂(Fe-Cr)、低温催化剂(Cu-Zn)和远距离温度催化剂(Co-Mo)。
高温Fe-Cr催化剂和低温Cu-Zn催化剂要求原料气(主要是硫含量)的高进气条件,限制了其在煤化工行业的应用。
钴基催化剂具有较广的温度变化,不需要饲料气体中含硫量,满足煤炭化工行业的发展要求。
即使Co-Mo宽度的温度位移催化剂与供气不那么严格,但催化剂失活的因素很多,如氧含量过高和蒸汽冷凝。
1、钴钼系耐硫变换催化剂的装填负载耐硫共Mo变换催化剂是使用耐硫共Mo变换催化剂的重要步骤之一。
在装入催化剂之前,应对反应堆进行仔细检查,以保持反应堆的清洁,并确保支撑网架的强度。
一般来说,安装前无需筛选催化剂。
但是,在运输和装卸过程中,催化剂可能由于运行异常而损坏。
当发现含有催化剂的装置磨损或损坏时,应仔细筛选。
催化剂可以直接从通道或通过滑道充电,但无论选择哪种充电方法,都必须防止催化剂的自由跌落高度超过1 m。
为了防止催化剂在加载、燃烧或燃烧过程中由于气流速度高而褪色或移动,有必要用铁丝网和专用防锈板复盖催化剂床的顶部,以防止冷凝水直接接触催化剂,并确保炉温。
钴钼系变换催化剂的反硫化与失活
陈劲松
【期刊名称】《化工设计通讯》
【年(卷),期】1996(022)003
【摘要】钴钼系变换催化剂造成失活的原因除反硫化外,还有多种操作、工艺上的原因。
文章对催化剂对H2S的吸附;催化剂的抗低硫性能;以及耐硫变换催化剂失活的11条原因予以了论述。
【总页数】4页(P16-18,24)
【作者】陈劲松
【作者单位】湖北省化学研究所
【正文语种】中文
【中图分类】TQ113.247
【相关文献】
1.钴钼系耐硫变换催化剂硫化与水解问题探讨 [J], 刘延来;徐常滨
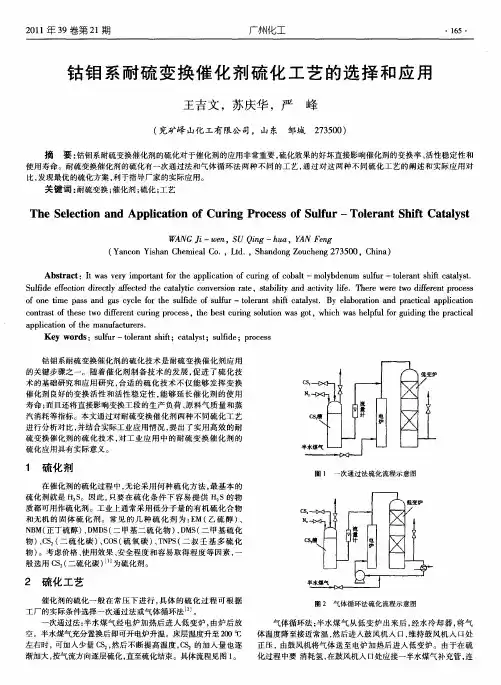
2.钴钼系耐硫变换催化剂硫化工艺的选择和应用 [J], 王吉文;苏庆华;严峰
3.钴钼系CO宽温耐硫变换催化剂硫化条件的研究 [J], 连熠磊;秦媛媛;纵秋云
4.钴钼系变换催化剂最低硫化氢浓度的公式推导 [J], 闵庆田
5.钴钼系变换催化剂反硫化动力学的研究 [J], 魏灵朝;刘怡
因版权原因,仅展示原文概要,查看原文内容请购买。