注塑模具冷却时间影响分析
- 格式:doc
- 大小:17.00 KB
- 文档页数:4

聚丙烯注塑工艺参数聚丙烯注塑工艺是一种常用的塑料加工方法,它涉及到一系列的工艺参数。
下面将按照章节划分段落,为您解释聚丙烯注塑工艺参数。
1. 温度参数:温度是聚丙烯注塑工艺中最重要的参数之一。
主要包括以下几个方面:1.1 模具温度:模具温度对成型件的外观质量和尺寸稳定性有很大影响。
通常情况下,模具温度通常设置在50-80摄氏度之间。
1.2 料筒温度:料筒是塑料熔融和塑化的地方,料筒温度的调节会影响塑料的熔融和流动性。
通常情况下,料筒温度设置在160-230摄氏度之间。
1.3 射嘴温度:射嘴是将熔融的塑料注入模具的地方,射嘴温度的调节会影响塑料的流动性和充填性能。
通常情况下,射嘴温度设置在180-220摄氏度之间。
2. 压力参数:压力是聚丙烯注塑工艺中另一个重要的参数。
主要包括以下几个方面:2.1 注射压力:注射压力是指塑料在注射过程中所受到的压力,它影响塑料的充填性能和尺寸稳定性。
通常情况下,注射压力设置在50-150Mpa之间。
2.2 保压压力:保压压力是指塑料在保压过程中所受到的压力,它影响成型件的密实度和尺寸稳定性。
通常情况下,保压压力设置在30-100Mpa之间。
3. 注塑速度参数:注塑速度是指塑料在注射过程中的流动速度。
主要包括以下几个方面:3.1 注射速度:注射速度的快慢对成型件的外观质量和尺寸稳定性有影响。
通常情况下,注射速度设置在5-150mm/s之间。
3.2 压力速度:压力速度是指塑料在保压过程中的流动速度,它影响成型件的密实度和尺寸稳定性。
通常情况下,压力速度设置在5-50mm/s之间。
4. 冷却时间参数:冷却时间是指塑料在注射成型后,需要进行冷却固化的时间。
主要包括以下几个方面:4.1 注射冷却时间:注射冷却时间是指塑料在注射过程中的冷却时间,它影响成型件的收缩率和尺寸稳定性。
通常情况下,注射冷却时间设置在10-60秒之间。
4.2 保压冷却时间:保压冷却时间是指塑料在保压过程中的冷却时间,它影响成型件的收缩率和尺寸稳定性。

注塑常见缺陷和原因分析注塑是一种常用的制造工艺,用于生产各种塑料和橡胶制品。
然而,在注塑过程中常常会出现一些缺陷,如短裂纹、熔痕、气泡等,影响产品的质量和性能。
本文将对注塑常见缺陷进行分析,并探讨其原因。
1.短裂纹短裂纹是注塑中最常见的缺陷之一,通常出现在产品的边缘或表面,呈现出细小的裂纹。
它的主要原因有:(1)材料问题:注塑中使用的塑料或橡胶材料的熔融指数较低,流动性差,容易造成流动不畅而引起短裂纹。
(2)模具问题:模具的出水口或喷嘴设计不合理,导致材料流动不畅,产生过高的注射压力,从而引起短裂纹。
(3)注塑参数问题:注塑机的注射速度过快,冷却时间不足,也会在产品中产生短裂纹。
2.熔痕熔痕是注塑过程中另一种常见的缺陷,表现为产品表面的沟槽或凹痕。
造成熔痕的原因主要有:(1)注塑温度问题:注塑温度过高会导致材料熔化过度,流动性增强,从而产生熔痕。
(2)注塑压力问题:注塑压力过大时,材料在模具中流动不畅,产生摩擦力增加,也会导致熔痕的产生。
(3)模具设计问题:如果模具中的出水口或喷嘴设计不合理,也会在产品表面形成熔痕。
3.气泡气泡是注塑中常见的缺陷,表现为产品内部或表面的空腔。
气泡的形成原因有:(1)材料问题:注塑材料中含有过多的水分或挥发性物质,注塑过程中被加热蒸发,生成气泡。
(2)注塑温度过高:高温会导致材料熔化过度,容易产生气泡。
(3)注塑压力问题:过高的注塑压力会使材料在注塑过程中产生剧烈的振动,从而引起气泡。
(4)模具问题:模具中存在堵塞或不良的冷却系统,也会导致气泡的产生。
4.缩短问题缩短是指产品在冷却过程中出现尺寸缩小的现象。
产生缩短的主要原因有:(1)注塑温度过低:低温会使注塑材料的熔融程度不足,流动性降低,产生缩短。
(2)冷却时间不足:注塑材料冷却时间不足会导致产品未完全固化,容易产生缩短。
(3)注塑压力问题:过大的注塑压力会使产品产生内部的应力,引起尺寸缩小。
(4)模具问题:模具中存在过多的冷却系统,会导致材料过度冷却而使产品缩短。
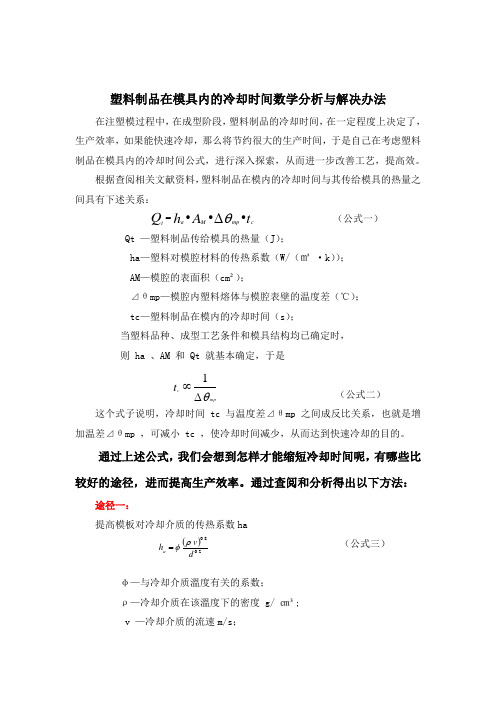
塑料制品在模具内的冷却时间数学分析与解决办法在注塑模过程中,在成型阶段,塑料制品的冷却时间,在一定程度上决定了,生产效率,如果能快速冷却,那么将节约很大的生产时间,于是自己在考虑塑料制品在模具内的冷却时间公式,进行深入探索,从而进一步改善工艺,提高效。
根据查阅相关文献资料,塑料制品在模内的冷却时间与其传给模具的热量之间具有下述关系:(公式一)Qt —塑料制品传给模具的热量(J );ha —塑料对模腔材料的传热系数(W/(㎡ ·k ));AM —模腔的表面积(cm ²);⊿θmp —模腔内塑料熔体与模腔表壁的温度差(℃);tc —塑料制品在模内的冷却时间(s );当塑料品种、成型工艺条件和模具结构均已确定时,则 ha 、AM 和 Qt 就基本确定,于是(公式二)这个式子说明,冷却时间 tc 与温度差⊿θmp 之间成反比关系,也就是增加温差⊿θmp ,可减小 tc ,使冷却时间减少,从而达到快速冷却的目的。
通过上述公式,我们会想到怎样才能缩短冷却时间呢,有哪些比较好的途径,进而提高生产效率。
通过查阅和分析得出以下方法:途径一:提高模板对冷却介质的传热系数ha(公式三)φ—与冷却介质溫度有关的系数;ρ—冷却介质在该溫度下的密度 g/ ㎝³;v —冷却介质的流速m/s ; t A h Q c mp M a t ∙∙∙=∆θθ∆∝mp c t 1()2.08.0 dv h a ρφ=d —冷却管路的直径mm 。
传热系数与冷却介质在模具冷却通道内的流动速度有关。
紊流状态下的传热系数可比层流高10~20倍。
层流时流体的层与层之间仅以热传导方式传热。
紊流时管壁和中心处流体发生无规则快速对流,传热效果大大增加。
通过分析上式可知,通过提高冷却介质在该温度下的密度ρ,冷却介质的流速,都可以提高传热系数ha ,从而加快塑料制品的冷却速度。
途径二:提高模具与冷却介质之间的温度差(公式4) 这个式子说明,冷却时间 tc 与温度差⊿θmp 之间成反比关系,也就是增加温差⊿θmp ,可减小 tc ,使冷却时间减少,从而达到快速冷却的目的。

moldflow冷却的温度-时间曲线
Moldflow的冷却温度-时间曲线是指在注塑过程中,模具内部冷却温度随时间变化的曲线。
这个曲线对于注塑过程的优化和产品质量的控制非常重要。
一般来说,冷却温度-时间曲线可以分为以下几个阶段:
1. 装填阶段(Fill Stage):在这个阶段,模具开始充满熔融塑料。
冷却温度-时间曲线应该是先升高到接近熔融温度,然后保持在高温状态,直到模具装填完成。
2. 冷却阶段(Cooling Stage):在装填阶段完成后,模具开始冷却。
冷却温度-时间曲线应该是逐渐下降的,直到达到所需的注塑温度。
3. 保压阶段(Holding Pressure Stage):在冷却阶段结束后,保压阶段开始。
在这个阶段,模具内部的温度可能会有小幅度的上升,因为在保压过程中仍需要一定的热能。
需要注意的是,冷却温度-时间曲线的具体形状和变化速度会受到多种因素的影响,包括注塑材料的热传导性能、模具的冷却结构和冷却介质等。
因此,在实际应用中,需要通过模拟分析或者实验测量来获取准确的冷却温度-时间曲线,并根据曲线的变化情况来调整注塑工艺参数,以实现最优的注塑效果和产品质量。

注塑成型brt时间参数
注塑成型的BRT时间参数是指塑料在注射成型过程中的保压时间、冷却时间和脱模时间。
保压时间是指在塑料进入模具后,保持一定的压力以确保塑料充分填充模具并凝固的时间。
保压时间的长短取决于塑料的种类、厚度和形状等因素。
通常情况下,保压时间会在塑料充分凝固之后再增加一段时间,以确保产品的尺寸和形状稳定。
冷却时间是指在塑料充分填充模具并保压后,需要等待塑料冷却凝固的时间。
冷却时间的长短取决于塑料的种类、厚度、模具结构以及注射成型设备的冷却系统等因素。
通常情况下,需要通过试验和经验来确定最佳的冷却时间,以确保产品质量和生产效率。
脱模时间是指在塑料冷却凝固后,需要等待模具打开并取出成品的时间。
脱模时间的长短取决于模具结构、塑料的收缩率、成型周期等因素。
合理的脱模时间可以确保产品的表面光洁度和尺寸精度。
综上所述,注塑成型的BRT时间参数是影响产品质量和生产效率的重要因素,需要根据具体的生产工艺和产品要求进行合理的设
置和调整。
通过不断的试验和改进,可以优化BRT时间参数,提高注塑成型的生产效率和产品质量。

注塑冷却时间最简单的计算大家好!今天咱们聊聊注塑冷却时间的计算,这个话题听起来可能有点复杂,但其实很简单,我们可以用最简单的方法来搞定它。
行啦,废话不多说,咱们直接上干货吧!1. 什么是注塑冷却时间?首先,咱们得搞清楚什么是注塑冷却时间。
说白了,注塑冷却时间就是在注塑过程中,塑料从熔融状态变成固态的时间。
就像你在家里做蛋糕,烤好后需要时间冷却才能切开一样,注塑的塑料也得慢慢变硬才行。
1.1 冷却时间为什么重要?冷却时间对于注塑工艺至关重要,直接影响产品的质量和生产效率。
想象一下,要是冷却时间计算错了,可能导致产品变形,甚至出错,这可就得不偿失了。
对了,冷却时间长了,生产效率也会受到影响,浪费时间不说,还会增加成本呢!1.2 如何计算冷却时间?这就带来我们今天的重点——如何计算冷却时间。
别急,其实并不复杂。
最简单的计算方法是用以下公式:。
[ text{冷却时间} = frac{L^2}{k} ]。
其中,(L) 是模具的壁厚,(k) 是材料的冷却系数。
听起来有点像外星语言?别担心,我来给你解读一下。
这个公式的意思是,冷却时间和模具的壁厚的平方成正比,和材料的冷却系数成反比。
也就是说,壁厚越大,冷却时间越长;材料冷却系数越高,冷却时间越短。
2. 影响冷却时间的因素冷却时间不仅仅受公式影响,还有很多实际因素,比如说模具设计、材料类型、注塑机的设置等等。
2.1 模具设计模具的设计对于冷却时间有很大的影响。
如果模具设计得不合理,比如冷却系统不均匀,那么冷却时间就会大打折扣。
举个例子,如果模具里有的地方冷却得特别快,有的地方却特别慢,这样就容易导致产品的质量问题。
所以,模具设计得好,冷却时间自然也会更好控制。
2.2 材料类型不同的塑料材料有不同的冷却特性。
有的塑料冷却得特别快,有的则比较慢。
所以说,材料的选择对于冷却时间也是非常重要的。
比如,聚丙烯(PP)通常比聚乙烯(PE)冷却得要快,这就意味着同样的模具和设置下,使用PP材料可能会有较短的冷却时间。
常用注塑工艺参数注塑工艺参数是指在注塑成型过程中需要设置的各项参数,包括料筒温度、注塑压力、注射速度、保压时间、冷却时间等。
这些参数的设置将直接影响到注塑成型的质量和效率。
下面是一些常用的注塑工艺参数。
1.料筒温度:注塑过程中需保持一定的料筒温度,一般分为上料区、加热区和冷却区。
上料区用于将塑料原料加热至熔融状态,一般设置较低的温度,避免原料在上料过程中过度熔化或变质。
加热区用于将熔融状态的塑料加热至合适的注射温度,一般设置较高的温度。
冷却区用于降低热塑性塑料的温度,避免注射后的产品变形或变色。
2.注塑压力:注塑压力是指注射机在注塑成型过程中对塑料熔融物体所施加的压力。
注塑压力既影响塑料的熔融和注射速度,也影响充填过程中的背压。
一般情况下,注塑压力应根据产品的尺寸、结构和塑料的性质进行调整,以保证产品的充填性能和尺寸精度。
3.注射速度:注射速度是指注射机将塑料熔融物体注射到模具中的速度。
注射速度的快慢将直接影响到产品的充填性能和尺寸精度。
一般情况下,注射速度应根据产品的尺寸、壁厚和注塑机的规格进行调整,以保证产品的充填性能和表面质量。
4.保压时间:保压时间是指在注射和充填完成后,继续对模具施加一定的保压力和时间,使产品保持充填状态直到冷却和固化完全。
保压时间一般根据产品的尺寸、壁厚和注塑机的规格进行调整,以保证产品的密实度和尺寸精度。
5.冷却时间:冷却时间是指产品在模具中冷却和固化的时间。
冷却时间应根据产品的尺寸、壁厚和冷却条件进行调整,以保证产品冷却和固化完全,并避免产品变形和缩水现象的发生。
6.模具温度:模具温度是指模具加热系统对模具进行加热的温度。
模具温度应根据产品的尺寸、壁厚和塑料的性质进行调整,以保证产品的表面质量和尺寸精度。
7.射胶量:射胶量是指每次注射时注塑机所注入模具中的塑料量。
射胶量一般根据产品的尺寸、壁厚和注塑机的规格进行调整,以保证产品的充填性能和表面质量。
8.背压:背压是指在注射过程中,注塑机对塑料熔融物体施加的压力。
注塑机工艺参数及其调整1.注塑温度:注塑温度是指塑料熔融的温度,主要由注射缸、料筒和模具温度共同决定。
一般情况下,注塑温度过高容易导致塑料烧焦或产生气泡,注塑温度过低则会导致塑料无法充分熔融,影响注塑质量。
因此,需要根据塑料的熔融温度范围来调整注塑温度,以保证塑料充分熔融。
2.注塑压力:注塑压力是指塑料在注塑过程中的压力,主要由注射缸的后压力控制。
注塑压力过大容易导致塑料流道太长或破裂,注塑压力过小则会导致塑料填充不充分。
因此,需要根据模具的复杂程度和塑料的流动性来调整注塑压力,以保证塑料充分填充。
3.冷却时间:冷却时间是指注塑过程中塑料在模具中冷却的时间,主要由模具温度和冷却系统决定。
冷却时间过短容易导致塑料收缩不足或变形,冷却时间过长则会导致生产周期变长。
因此,需要根据塑料的熔融温度和冷却系统的效果来调整冷却时间,以保证塑料充分冷却。
4.注塑速度:注塑速度是指塑料在注塑过程中的流动速度,主要由注射速度和料筒容积控制。
注塑速度过快容易导致塑料压力过大或气泡,注塑速度过慢则会导致塑料充填不充分。
因此,需要根据模具的复杂程度和塑料的流动性来调整注塑速度,以保证塑料充分充填。
5.模具温度:模具温度是指模具的加热温度,主要由模具加热器和模具冷却系统共同决定。
模具温度过高容易导致模具变形或烧焦,模具温度过低则会导致塑料无法充分熔融。
因此,需要根据塑料的熔融温度范围来调整模具温度,以保证塑料充分熔融。
对于注塑机工艺参数的调整,首先需要根据生产要求和塑料特性确定初始参数,然后通过试验和实际生产进行调整。
在调整过程中,可以根据注塑机的控制系统和传感器实时监测关键参数的变化,以及通过对注塑件的检测来判断是否需要进一步调整。
此外,注塑机操作人员需要具备一定的经验和技术知识,以便能够合理调整参数并解决生产中出现的问题。
总结起来,注塑机工艺参数的调整是一个动态的过程,需要根据塑料特性和生产要求进行合理的调整,以获得最佳的注塑效果。
提⾼⽣产效率,你必须知道的通⽤塑料不同料厚的冷却时间注塑周期注塑周期是指注塑机完成特定的⼀整套动作所需要的时间。
因此,每个部分的动作时间都可能影响到整个周期时间,要达到缩短周期时间,提⾼⽣产效率的⽬的,应分别考虑运作的每个部分以便辨别可能缩短时间的部分,这样对每个部分常常可节省⼀点点时间。
虽然这种节省可能很少,但当这些时间加在⼀起时,从总体缩短的百分⽐来看,缩短的时间会⼗分显著。
注塑机的空运⾏时间空运⾏时间是注塑机空操作时完成⼀个完整周期所需的时间,即没有任何塑料在注塑机⾥⾯。
不管该注塑机的⼤⼩和类型如何,当你试图更改运作时应先了解注塑机的空运作,因为它有助于注塑者确定某特定的注塑机是否有能⼒在⾼产量下⽣产或保持该产量。
所以在试图减少运作时间之前,从注塑机的状态、年期和空运⾏时间⽅⾯来考虑是否能减少运作时间。
表1:通⽤注塑机空运⾏时间锁模⼒(顿)空运⾏时间(秒)空运⾏时间(不包括射嘴回退时间)秒机板开合总时间(秒)机肘注塑机40 1.40 1.000.5060 1.60 1.200.6085 1.75 1.320.66100 1.80 1.400.70125 1.44-1.800.80-1.500.40-0.75150 1.90 1.15-1.550.58-0.78175 2.10 1.40-1.800.70-0.90210 2.20 1.500.75250 2.60-2.90 2.00-2.25 1.00-1.12300 2.80 2.20 1.10350 3.00 2.25 1.12420 2.60-3.00 2.00-2.25 1.00-1.12560 2.75-3.00 2.00-2.40 1.00-1.20750 3.69 3.00 1.501000 4.80-7.00 3.80-6.00 1.90-3.001250 4.80-7.00 3.80-6.00 1.90-3.0016008.00-11.25--18008.00-11.25--250011.25-20.00--300012.00-20.00--360012.00-20.00--油压注塑机60 1.38--90 1.64--120 1.71--150 1.89--200 2.57--250 2.77--350 3.00--420 3.00--500 3.60--650 5.54--注塑周期的分段注塑周期主要运⾏运作分为:闭模…射胶…冷却…开模及注塑件顶出。
注塑模具冷却时间影响分析
作者:高和会
来源:《城市建设理论研究》2013年第22期
【摘要】注塑模具冷却时间对模具的成型及质量有很大影响,模具生产时需认真考虑此问题,本文就此来具体分析和探讨影响注塑模具冷却时间的影响因素,以便为模具设计提供参考。
【关键词】注塑模具;冷却时间;影响因素
中图分类号:TG76 文献标识码:A 文章编号:
一、引言
我们日常使用的生活用品、玩具等产品在批量生产前都需要作出外形模具,模具做好之后,产品的外形就利用模具来批量生产,可见模具对我们的生活有着巨大的影响,注塑模具冷却时间是模具制作中的一个重大问题,其对模具有着很大的影响,因此,研究其影响因素十分必要。
二、模具冷却结构分析
制件冷却时间通常是指塑料熔体从充满型腔起,到可以开模取出制件时止的这一段时间。
开模取出制件以制件已充分凝固,具有一定刚性和强度为准,通常设计冷却系统时应选择塑件达到脱模温度所需冷却最长的时间。
塑料与冷却液之间的热交换是通过模具内热传导完成的。
热传导可通过傅里叶微分方程进行处理。
由于塑件主要有二维特性,而热量只沿一维方向即厚度方向传递,当塑件的长度与厚度之比L / S > 10 的场合,对塑件的冷却一维计算就可以。
因此以下对电视机壳这样的大型制品,外形较简单、规整,其长度远超过厚度的十倍。
边界效应F已小到可以忽略的地步,这样可以将其当作: 大平壁F处理。
高温熔体进入冷模腔,使模腔壁温度升高,其热量大部分传给冷却水流带走,其余由模具、模架以及传导对流、辐射的方式传给周围环境,从而使塑件冷却达到脱模温度。
常见的冷却系统分为直通式和点冷式两种结构,下面对这两种结构进行简要阐述。
(1)直通式冷却管道。
直通式冷却管道一般可分为外接直通式冷却管道和内接直通式冷却管道两种。
外接式是指在模具外用水管接头和橡皮管将模具内钻的管道连接回路;内接式是指在模具内部用水管接头和螺塞将钻的管道连接成回路。
直通式冷却管道对规则浅型塑件的冷却效果较好,加工方便,常做为优先选择的冷却方式。
(2)点冷式冷却。
点冷式冷却的特点是局部冷却,适用于型芯冷却。
按照结构形式可分为喷泉式、隔板式、螺旋形塑料隔水片和导热针式。
大型深型腔模具常用多孔隔板式冷却。
大部分模具型腔采用直通式冷却管道,结构简单,加工方便。
考虑到仪表板属于深腔大型制品,为了加强型芯的冷却效果,型芯采用隔板式冷却方式,在型芯内钻多个孔,在每个水孔内插入纵向隔板,水从隔板一侧向上流动翻到另一侧,然后再进入相邻的孔,最终流出模外。
此外,虽然仪表板模具绕注系统釆用了热流道方法,但由于热流道与周围模板之间有隔热层,只有少数热量传递出来,影响效果不大,所以此处不考虑热流道的冷却。
三、注塑模具冷却时间影响因素
注塑过程中塑件溶体冷却时间,通常是指塑料溶体从充满模具型腔起到可以开模取出塑件为止的时间。
对于汽车仪表板等大型制品来说,长和宽远远超过其厚度的10倍,因此具有二维特性,而热量只沿一维方向即塑件的厚度方向传递,因此该类制品的冷却可按一维传热模型计算
1. 模具材料
通常,从机械强度出发,选钢材为模具材料。
如果只考虑材料的冷却效果时,则要求导热系数高,从熔融塑料上吸收热量越迅速,冷却越快。
在这些材料中,C 和Cr 含量越高,导执热性越差。
不锈钢导热系数只有钢的1/ 2 以下。
而铜铝锌合金导热系数为钢的1。
5~3 倍,试制模具自然冷却周期比钢的短,制品收缩状态也比钢模具好得多,但其价格、加工成本要高,因此在保证模具刚度和强度条件下,为降低成本,在适当部位可选导热系数较大的材料作为镶嵌件之用。
而下面对冷却时间的实例模具计算中就采用了这一点,而且计算结果表明这样做确实收到了很好的效果。
2.模塑材料
模塑材料的传热效果,对冷却时间具有重大影响。
塑料熔体带入模腔的热量,以热传导形式被冷却水带出模外,这就需要时间。
但是塑料的导热系数K值和热扩散系数K 值( K =
K/CPQ( K为导热系数,Cp 为比热容,Q为密度) ) 都很低,可用填充、改性或加入填料的方法加以改善。
3.冷却回路分布
为使模具表面温度均匀,型腔与冷却回路的分布状态,也就是距离和间隔问题,值得重视,要求冷却回路输出热量和塑料熔体带入的热量成比例关系。
冷却回路通常按制件形状及所需温度分为: 直通式、圆周式、多级式、螺旋线式、涡旋式、平面U 形弯曲式、垂直U 形弯曲式、喷射式( 扩散管式) 、隔离板式( 挡板式) 。
又可按流量和回路数目分为直列冷却和并列冷却; 按模具内是否装入镶拼件还可分为直接冷却和间接冷却,但后者是以分割套匣组合而成,所以不能完全密封,冷却效率当然不及直接冷却佳。
注塑成形是瞬时完成的,理想的情况是进行迅速而均匀的冷却,但在实际上,塑料熔体从浇口到型腔各点温度均在陆续下降。
在许多情况下由于成形件的形状,特别是壁厚不均导致冷却不均匀。
应按实际情况,相应地设置冷
却回路,可用后面提到的电模拟方法进行实验、调整。
另外,对于散热困难的型芯要设置有效的冷却回路。
如对细小型芯可采用导热性好的铍铜导热棒以及热管等进行冷却。
4.模具温度
近年来,由于温度调节器、冷冻器的普及,在很多情况下,已不用室温的水为冷却液,按塑料的不同种类,分别选用不同温度冷却液。
在这种情况下,要很好地掌握环境温度、冷却液温度,塑料变形温度等三个重要因素。
当模具温度与环境温度有较大差异时,要设置与制品形状相适应并使整个模具维持一定温度( 或保温) 的冷却回路,以防止模具本身因热膨胀而发生变形、翘曲等。
可以看出,在设计模具时,应充分考虑各种影响因素,尽可能对设计加以优化。
注塑模具冷却分析软件可以更好地帮助做到这一点
5.冷却液温度及流动状态
根据均匀冷却的考虑,冷却水在出、入口处的温差小为好。
一般希望控制在5℃以下,而精密成型模具、多腔模具要控制在2~ 3℃以下。
回路长度在1。
2~1。
5m 以下增加回路数可以增大流量,减少压力损失,提高传热效率。
显然,回路中的冷却水湍流比层流有更好的冷却效果,在湍流下的热传递比层流高10~20 倍。
由于雷诺准数Re= vdQ/ L( v 为冷却水流速,d 为冷却流道直径,Q为冷却水密度,L为冷却水粘度) ,当冷却水在管道内流速v 增加到某值时,Re> 104 ,达到稳定湍流,再增加冷却水流速,其传热效率并无明显提高。
但当其它条件不变,使用过冷水冷却,其粘度L增加,当L增大到一定程度时,Re< 2300,便处于层流状态,从而大大降低了热传递。
在大多数情况下,用于冷却模具的入口水温要高一些( 一般以10~18℃为宜) 。
6.制件厚度
一般制件越厚,其传热阻力越大,热量导出的难度就越大、越慢,因此,相应的所需冷却时间越长。
通常来说冷却时间与制件厚度平方成正比关系。
四、结束语
本文从模具材料、.模塑材料、冷却回路分布、模具温度、冷却液温度及流动状态、制件厚度等来分析其对模具冷却的影响,当然影响模具冷却时间的因素还有很多,以上分析的是几个常见而主要的因素,要想精确把握模具冷却时间还需要分析很多细小的方面,本文可为模具实际的生产提供些参考和借鉴。
参考文献
[1]孙桂兰,杜宏明. 基于Moldflow的风扇叶注塑模具冷却系统的设计及分析[J]. 机
械,2013,01:22-26.
[2]范小利. 注塑模具冷却系统与注塑制品性能关系的研究[D].北京化工大学,2003.
[3]赵灵. 注塑模冷却系统的CAE分析与优化[D].南京理工大学,2006.
[4]孙蒙蒙. 大型注塑模具设计及应用技术研究[D].南京理工大学,2013.
[5]李熹平. 快速热循环注塑模具及工艺关键技术研究[D].山东大学,2010.。