注塑模具冷却系统设计原则与Moldflow
- 格式:ppt
- 大小:3.80 MB
- 文档页数:68
注塑模冷却系统设计原则及结构形式⼀、模具冷却系统设计原则为了提⾼⽣产率,保证制品质量,模具冷却系统设计以保证塑件均匀冷却为基本原则。
具体设计时注意以下⼏点:①冷却⽔孔数量尽量多、尺⼨尽量⼤型腔表⾯的温度与冷却⽔孔的⼤⼩、疏密关系密切。
冷却⽔孔孔径⼤、孔间距⼩,型腔表⾯温度均匀,如图3-9-3所⽰。
②冷却⽔孔⾄型腔表⾯距离要适宜孔壁离型腔的距离要适宜,⼀般⼤于10mm,常⽤12~15mm。
太近,型腔表⾯温度不均匀,参见图3-9-3d ;太远,热阻⼤,冷却效率低。
当塑件壁厚均匀时,各处冷却⽔孔与型腔表⾯的距离最好相同,如图3-9-4,a⽐b好。
当塑件壁厚不均匀时,厚壁处冷却⽔通道要适当靠近型腔,如图3-9-4,c⽐d好。
③⽔料并⾏,强化浇⼝处的冷却成型时⾼温的塑料熔体由浇⼝充⼊型腔,浇⼝附近模温较⾼、料流末端温度较低。
将冷却⽔⼊⼝设在浇⼝附近,使冷却⽔总体流向与型腔内物料流向趋于相同(⽔料并⾏),冷却⽐较均匀。
④⼊⽔与出⽔的温差不可过⼤如果⼊⽔温度和出⽔温度差别太⼤,会使模具的温度分布不均。
为取得整个制品⼤致相同的冷却速度,需合理设置冷却⽔通道的排列形式,减⼩⼊出⽔温差。
如图3-9-6,a形式会使⼊⽔与出⽔的温差⼤,b形式相对较好。
⑤冷却⽔孔布置要合理冷却⽔通道尽可能按照型腔形状布置,塑件的形状不同,冷却⽔道位置也不同,例如:图3-9-9:扁平塑件,侧⾯进浇。
动定模均距型腔等距离钻孔。
图3-9-10 :浅壳类塑件定模钻孔、动模组合型芯铣槽。
图3-9-11:中等深度壳类塑件。
凹模距型腔等距离钻孔,凸模钻斜孔得到和塑件形状类似的回路。
图3.9 1:深腔制品。
凸凹模均采⽤组合式,车螺旋槽冷却,从中⼼进⽔,在端⾯(浇⼝处)冷却后沿环绕成型零件的螺旋形⽔道顺序流出模具。
⑥冷却⽔道要便于加⼯装配冷却⽔道结构设计必须注意其加⼯⼯艺性,要易于加⼯制造,尽量采⽤钻孔等简单加⼯⼯艺。
对于镶装组合式冷却⽔道还要注意⽔路密封,防⽌冷却⽔漏⼊型腔造成型腔锈蚀。


第4章基于Moldflow的冷却系统设计冷却系统由冷却介质、进水口和冷却管道组成[54]。
冷却系统设计的原则[55]:(1) 塑件壁厚基本均匀时,冷却水道与型腔表面距离最好相等。
一般水孔到型腔表面距离应大于10mm,常用12-15mm。
(2) 浇口处应加强冷却。
一般浇口处温度最高,常将冷却水道入口处设置在浇口附近。
(3) 冷却水道出入口温差应尽量小。
如果出入口温差较大,这样就会使模具温度分布不均匀。
(4) 冷却水道布置应避开塑件容易产生熔接痕的部位。
熔接痕处本身温度就低,如果再开设冷管,就会更促使熔接痕产生。
4.1 冷却介质选定[56]冷却介质有水、压缩空气和冷凝水。
水冷最为普遍,因为水的热容量大,传热系数大,成本低廉。
零件冷却介质采用水冷却。
水温度一般采用环境温度25℃。
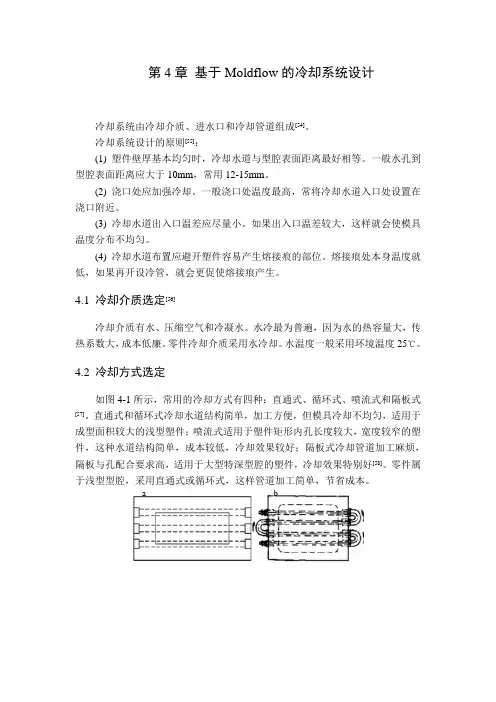
4.2 冷却方式选定如图4-1所示,常用的冷却方式有四种:直通式、循环式、喷流式和隔板式[57]。
直通式和循环式冷却水道结构简单,加工方便,但模具冷却不均匀,适用于成型面积较大的浅型塑件;喷流式适用于塑件矩形内孔长度较大,宽度较窄的塑件,这种水道结构简单,成本较低,冷却效果较好;隔板式冷却管道加工麻烦,隔板与孔配合要求高,适用于大型特深型腔的塑件,冷却效果特别好[58]。
零件属于浅型型腔,采用直通式或循环式,这样管道加工简单,节省成本。
a b图4-1 四种冷却方式[58] (a) 直通式 (b) 循环式(c) 喷流式(d) 隔板式4.3 冷却管道设计4.3.1 管道直径和长度确定[59]对于无论多大模具,水孔直径不能大于14mm ,否则冷却水难以成湍流,降低热交换效率。
一般水孔直径可根据塑件平均厚度确定。
均厚2mm ,水孔直径可取8-10mm ;均厚2-4mm ,水孔直径可取10-12mm ;均厚4-6mm ,水孔直径可取10-14mm 。
零件均厚为2mm ,取水孔直径为10mm 。
管道长度由动定模板宽度决定,在前面的模架选择中选定的模板宽度为800mm ,所以管道长度为800mm 。

注塑成型流动行为设计原则注塑成型流动行为设计原则注射成型注射成型注塑成型机注塑成型机锁模单元液压单元Hopper 漏斗Screw (Ram)螺杆Barrel 料筒Heaterbands电热器来自外部单元的模具冷却在料筒和模具之间的喷嘴Nozzle (不显示)冷却时间开模时间充填时间保压时间注塑成型周期注塑成型周期周期时间充填时间保压时间冷却时间开模时间22秒19102注塑成型周期注塑成型周期充填Filling–模具闭合,螺杆快速向前移动,在模穴壁形成凝固塑料皮层保压Packing(保持Holding)–模穴填满,保压开始,冷却开始漏斗料筒螺杆模具螺杆对熔融塑料施加一定的压力使更多的塑料进入模穴内,这也称为“补偿阶段”。
注塑成型过程注塑成型过程冷却Cooling–保压完成,浇口凝固关闭,冷却继续–螺杆快速后移,开始为下一次注射塑炼树脂 开模Mold Open –冷却完成,模具打开注塑成型过程注塑成型过程注塑模具注塑模具固定侧可动侧流动行为流动行为在注塑模具中一个塑料分子会做些什么?充填阶段加压阶段补偿阶段Filling ,计量的充填模穴Pressurization ,建立模穴压力Compensation ,挤入额外的塑料以减少收缩成型各阶段成型各阶段喷泉流动喷泉流动描述塑料在一个模具中的流动现象首先进入的材料出现在浇口附近的表面最后进入模穴的材料,在中心层的熔融塑料下游出现对分子和在产品表面的纤维配向有直接的影响分子配向由剪切流动引起。
在凝固层剪切量高,因此导致最高的配向。
流动截面/分子配向流动截面/分子配向剪切率最小最大张力张力低配向高配向由剪切流动产生的热输入和进入模具的热损失之间应该是平衡的。
冷的模具热的熔融塑料热损失进入模具高剪切率热输入塑料流凝固层较快的注射速率较慢的注射速率对比流动截面/热交换流动截面/热交换注射时间/凝固层厚度注射时间/凝固层厚度较短的注射时间将会生产较薄的凝固层及较大的流动通道。
注塑模冷却系统设计一、冷却系统原理冷却系统的设计原则包括以下几点:1.均匀冷却:冷却通道应布置得均匀,确保注塑模腔内的温度分布均匀,避免产生缺陷。
2.高效冷却:冷却通道应尽可能靠近模具表面,并减小冷却通道的截面积,以增加冷却介质对模具的冷却效果,提高生产效率。
3.多角度冷却:在模具中设置多个冷却通道,使冷却介质能够从不同的角度覆盖模具表面,提高冷却效果。
4.控制温度:通过合理设置冷却通道的长度、截面积和数量等参数,控制注塑模的冷却速度,确保产品达到理想的尺寸和性能。
二、冷却系统设计流程1.模具结构分析:根据产品的形状和尺寸,对模具进行结构分析,确定冷却通道的位置和数量。
2.冷却通道设计:根据模具结构,设计冷却通道的形状、截面积和长度等参数。
一般来说,冷却通道应尽量靠近模具表面,避免过于接近模腔导致冷却效果不佳。
3.冷却通道布置:根据模具结构和产品的需求,合理布置冷却通道的位置和数量。
通常情况下,冷却通道应均匀分布在模具的各个部位,并且覆盖整个模具表面。
4.冷却介质选型:选择合适的冷却介质,通常是冷水。
冷却介质的选择应考虑到模具材料的热导率、流动性以及生产环境等因素。
5.防止冷却死角:在冷却系统设计中,应尽量避免冷却死角的产生。
冷却死角是指冷却介质在注塑模内积聚,无法很好地冷却模具的局部区域。
为了避免冷却死角,可以设置细小的冷却通道或者采用多角度冷却。
三、冷却系统优化方面为了进一步提高冷却系统的效果,可以从以下几个方面进行优化:1.模腔温度分析:利用模具流动分析软件,对模腔的温度分布进行分析,找出温度较高或较低的区域,并针对性地调整冷却通道的布置。
2.冷却介质控制:通过对冷却介质的输送速度、温度和压力等参数进行控制,进一步提高冷却效果。
3.冷却材料选择:选择具有较好导热性能的冷却材料,如铜合金等,以提高冷却效果。
4.模具表面处理:在模具表面进行特殊处理,如磨削、喷砂等,增加表面的热传导性,提高冷却效果。
模具设计中的冷却系统设计与优化分析在模具设计中,冷却系统的设计和优化是非常重要的一部分。
冷却系统的设计直接影响着模具的使用寿命、生产效率和产品质量。
本文将从冷却系统的设计原则、优化方法和实际案例分析三个方面来探讨模具设计中的冷却系统设计与优化分析。
一、冷却系统的设计原则冷却系统的设计原则主要包括以下几个方面:1. 冷却系统的位置和布局:冷却系统应该尽可能地靠近模具的加热部位,以提高冷却效果。
同时,冷却系统的布局应该合理,避免冷却死角,确保冷却水能够充分覆盖模具表面。
2. 冷却水的流速和温度:冷却水的流速应该适中,过大会浪费资源,过小则无法有效降温。
冷却水的温度也需要控制在合适的范围内,过高会导致冷却效果不佳,过低则可能引起冷凝水等问题。
3. 冷却系统的材料选择:冷却系统的材料应该具有良好的导热性和耐腐蚀性。
常见的冷却系统材料有铜、铝、不锈钢等。
在选择材料时,需要考虑模具的工作环境和使用寿命。
4. 冷却系统的管道设计:冷却系统的管道设计应该尽量简洁明了,避免过多的弯曲和分支,以减少流阻和压力损失。
同时,管道的直径和厚度也需要合理选择,以保证冷却水的流量和压力。
二、冷却系统的优化方法在模具设计中,冷却系统的优化方法主要包括以下几个方面:1. 流场模拟分析:通过流场模拟分析,可以预测冷却水的流动情况和温度分布,帮助设计师找出冷却死角和热点位置,并进行合理的优化设计。
2. 冷却系统的分区设计:根据模具的不同部位和工艺要求,将冷却系统划分为不同的区域,以便针对性地进行优化设计。
例如,在需要加热的部位增加冷却水的流量和温度,以提高冷却效果。
3. 冷却系统的循环方式:冷却系统的循环方式有单循环和双循环两种。
单循环适用于冷却要求相对较低的模具,而双循环适用于冷却要求较高的模具。
在选择循环方式时,需要考虑冷却效果和成本之间的平衡。
三、实际案例分析为了更好地理解模具设计中的冷却系统设计与优化分析,下面将以一个注塑模具为例进行实际案例分析。

注塑模具异形冷却水道Moldflow优化设计注塑模具冷却水道受加工方法的限制,塑件在冷却过程中易产生热点,使产品冷却不均匀而引变形和表面质量问题。
采用3D打印技术制造的模具,其内部异形冷却水道更靠近模具的冷却表面,从而提高了热量转移到冷却水的效率。
基于Moldflow模拟软件对传统的冷却水道设计和随形冷却水道设计进行了模具和产品温度场、冷却时间的对比,从而为冷却水道的优化设计提供依据。
标签:异形冷却水道;Moldflow;随形冷却;3D打印Abstract:The cooling water channel of injection mould is limited by the processing method,and the plastic parts are apt to produce hot spots in the cooling process,which makes the product cooling uneven and causes deformation and surface quality problems. The mold made by 3D printing technology,whose internal special cooling channel is closer to the cooling surface of the mould,improves the efficiency of heat transfer to cooling water. Based on Moldflow simulation software,the design of traditional cooling channel and the design of conformal cooling channel are compared in terms of the mold and product temperature field and cooling time,thus providing the basis for the optimization design of cooling channel.Keywords:special cooling channel;Moldflow;conformal cooling channel (CCC);3D printing1 概述随着中国制造业的快速发展和全球经济竞争的加剧,对模具工业提出了越来越高的要求。
注塑模具冷却水路设计一、冷却系统的设计原则1.均匀性原则:冷却水应能均匀地覆盖整个模具表面,保证模具各部位的冷却效果一致,避免出现局部过热或过冷的现象。
2.高效性原则:冷却水应尽可能快速地吸收模具上的热量,提高冷却速度,并迅速排出,以提高生产效率。
3.经济性原则:冷却系统的设计应尽量减少冷却水的流量和能耗,降低生产成本。
4.安全性原则:冷却系统的设计应考虑防止冷却水泄漏、烫伤操作人员等安全问题。
二、冷却水路的布置方式1.双水路布置:常用的冷却水路设计方式是双水路布置,即将进水和出水管道分开设置。
进水管道和出水管道应相对布置,使冷却水能够充分覆盖模具的表面,使冷却效果更好。
2.直线布置:冷却水路一般采用直线布置,以迅速传递模具表面的热量,提高冷却效果。
直线布置的冷却水路应尽量减少弯头和弯管,以降低水流阻力。
3.弯头布置:当模具的形状不规则或空间有限时,可以采用弯头布置的冷却水路,使冷却水能够覆盖到模具的各个部位。
但是,弯头布置会增加水流阻力,影响冷却效果,所以应尽量减少弯头的数量。
4.分级布置:对于大型模具或需要长时间注塑的产品,可以采用分级布置的冷却水路,将冷却水路分为多段,以提高冷却效果。
三、冷却水路的设计步骤1.根据产品的形状和结构,确定冷却水路的布置方式,包括进水管道和出水管道的位置和数量。
2.根据模具的尺寸和材料,计算冷却水路的长度和直径,并确定冷却水的流量和压力。
3.选择合适的冷却水路元件,如水管、弯头、分流装置等,并计算和确定它们的尺寸和数量。
4.验算冷却水路的设计是否符合要求,包括冷却水的流速、流量、冷却时间等。
5.根据模具的具体情况,设计冷却水路的进水和出水管道的接口,确保冷却水能够顺利流入和排出。
6.绘制冷却水路的详细图纸,包括冷却水路的布置、元件的尺寸和位置等。
四、注意事项1.冷却水路的布置应尽量远离模具的加热部位,避免冷却水的温度受到影响。
2.冷却水路的材料应选择耐腐蚀的材料,如不锈钢、铜等,以防止冷却水对模具的腐蚀。
模流分析之Moldflow冷却分析技术Moldflow冷却分析技术⼀、概述注塑模冷却系统设计的好坏是模具设计成功与否的⼀个关键因素,它直接影响塑料制品的质量和⽣产效率。
在注塑成型过程中,塑料制品在型腔中的冷却时间要占整个成型周期的70%~80%,⽽且冷却的速度和均匀性直接影响制品的性能。
如果冷却系统设计不合理的话,会造成⽣产周期过长,成本过⾼,另⼀⽅⾯,不均匀的冷却效果也会造成产品因热应⼒⽽产⽣翘曲变形,从⽽影响产品品质。
⼆、冷却分析技术的作⽤衡量模具冷却系统设计好坏的标准有两个:⼀是是制品冷却时间最短;⼆是使制品的各个部位均匀冷却。
影响冷却系统的因素很多,除了塑料制品的⼏何形状、冷却介质、流量、温度、冷却⽔路的布置、模具材料、塑料熔体温度、模具温度、塑料顶出温度外,还涉及到塑料与模具之间的⾮稳态热循环交互作⽤。
⽤实验的⽅法来测试不同的冷却系统对冷却时间和制品质量的影响是相当困难的,也是不现实的。
传统的冷却系统设计多以经验为主,往往⽆法将冷却系统优化,以进⾏均匀⽽有效的冷却,结果造成成型周期过长,并可能使产品冷却不均⽽导致翘曲变形。
计算机分析与模拟则是完成这种预测的最佳⽅法。
Moldflow 可以对冷却系统作优化设计,通过分析冷却系统对流动过程的影响,优化冷却管道的布局和边界条件,从⽽产⽣均匀的冷却,并由此缩短成型周期,减少产品成型后的内应⼒,提⾼产品质量,降低成本。
三、冷却系统设计原则1、注塑模的热传输在注塑成型过程中,存在四种基本的热传输⽅式:强制对流、⾃然对流、传导和辐射。
由塑料带⼊注塑模的热量,其中 80%~95%通过模具⾦属传导⾄冷却⽔管壁,然后遣散到冷却⽔管中去。
传导⾄注塑机模板的热量和从模具表⾯对流出去的热量仅占总量的 5%~15%,并不重要。
辐射到周围空间的热量,只有当模具温度达到85℃以上时才考虑。
在采⽤热流道的情况下,也会向模具输⼊热量。
在有些情况下,冷却液的温度⼤⼤⾼于环境温度,此时冷却液不是从模具吸收热量,⽽是向模具输⼊热量。
利用Moldflow软件优化注塑模的冷却系统余玲张诗(东莞航天精密模具有限公司成都分公司,成都610100)摘要利用MPI/Cool软件对支柱护板的冷却过程进行模拟分析,并根据CAE结果分析优化其冷却系统,从而优化冷却管路排布,以达到制品快速、均衡冷却,缩短注塑成型周期,提高生产效率的目的。
关键词注塑模Moldflow冷却系统在注射成型塑料制品的过程中,模具的冷却系统是控制模具温度的主要手段,也是缩短成型周期、提高生产率和保证制品质量的重要措施,因此,合理规划及设计模具的冷却系统具有重要意义[1]。
但目前的冷却系统设计几乎都是根据传统的经验和简化公式所得,很难完全应用于日趋复杂的制品结构,导致出现后期冷却效果不理想、成型周期长等问题,并且此时模具大部分结构已定,冷却水路的更改有很大的局限性,因此需要在前期设计时准确地预测其冷却系统的合理性,计算机分析与模拟则是完成这种预测的最佳方法,Moldflow软件的Cool模块就可以通过分析冷却系统对流动过程的影响,优化冷却管路的布局和工作条件,从而产生均匀的冷却,并由此缩短成型周期,减少制品成型后的内应力,提高制品质量,降低成本[2]。
1MPI/Cool简介影响注塑模冷却系统的因素很多。
如制品的结构形状、冷却介质的种类、温度、流速、冷却管路的几何参数及空间布置、模具材料、熔体温度、制品要求的顶出温度、模具温度、制品和模具间的热循环交互作用等。
这些参数之间互相联系,互相影响,唯有这些参数的合理组合才能获得理想的效果,但靠传统的经验和简化公式是很难确定的,只有通过CAE分析才能得到理想的结果[3]。
利用MPI/Cool并采用边界元法对模具的温度场进行三维模拟,在制品厚度方向上采用解析法来计算其温度分布,并通过制品的热流量将二者完全耦合进行迭代计算求解,同时将模具的温度场与冷却管路中冷却介质的能量方程联立起来求解,可靠地计算出制品与模具、模具与冷却介质间的界面温度。