第四章注射模设计(1-2-3-4节)
- 格式:ppt
- 大小:20.28 MB
- 文档页数:97
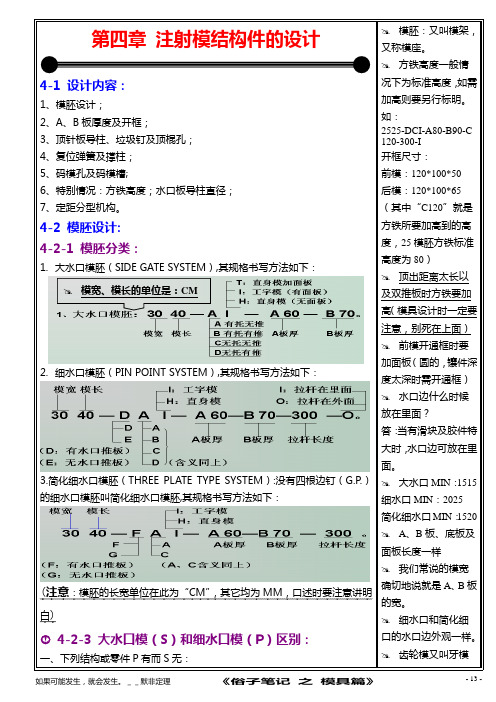
模宽、模长的单位是:CM
2.细水口模胚(PIN POINT SYSTEM),其规格书写方法如下:
3.简化细水口模胚(THREE PLATE TYPE SYSTEM):没有四根边钉(G.P.)的细水口模胚叫简化细水口模胚,其规格书写方法如下:
4-2-6 模胚尺寸的经验确
定法:
1、模胚的宽度:模胚顶针板宽度
应和内模镶件宽度A相当,两者之
差应在5~10mm之内。
(在标准
模胚中顶针板宽度与模胚宽度是
对应关系)
有面板时,一般等于框深A加20mm~30mm左右;无
~40mm左右。
(若后模开通框,才用托板。
托板厚度已
4-3 模胚中其它结构件的设计
复位弹簧的设计:
、自由长度的两种计算方法:
图5.5.15
注:复位弹簧必须埋入动模板或托板内15~20mm,如果计算长度小于此长度,应以此长度为准;如果计算长度大于此长度,应以计算长度为准。
(详细信息见弹簧设计手册)
4-3-3 撑柱的设计:
1、位置:尽量放中间,或对称布置;。

第二篇注射成型工艺及模具第四章注射成型工艺第一节热塑性塑料的工艺性能第二节注射机的基本结构及规格第三节注射成型原理及其工艺过程第四节注射成型工艺条件的选择与控制第五节几种常用塑料的注射成型特点第六节典型注射制件的工艺条件与各种塑料的注射工艺参数注射成型特点: (1 成型周期短,能一次成型形状复杂、尺寸精确、带有金属嵌件或非金属嵌件的塑料制件; (2 生产率高,易实现自动化生产; (3 除氟塑料以外,热塑性塑料都可以采用注射成型; (4 模具结构复杂,生产成本高,不适合单件生产。
主要技术任务如何根据设备条件和塑料原料,正确制定注射成型工艺规程以及合理设计注射模具,以保证生产能够正常进行,并具有较低的生产成本和较高的经济效益。
第一节热塑性塑料的工艺性能一塑料的成型收缩塑料制件从模具中取出发生尺寸收缩的特性称为塑料的收缩性。
a−b × 100% S 实= b a: 成型温度时制件尺寸,b:常温时制件尺寸 S 表示塑件的实际收缩率实由于成型温度时的制件尺寸无法测量,因此常用常温时的型腔尺寸取代。
c−b S 计= × 100% b C: 常温时型腔尺寸。
S计:塑件的计算收缩率 C=b(1+ S计)S计见表4-1,4-2具体分析时对于收缩率范围较小的塑料,取中间值,称平均收缩率对于收缩率范围较大的塑料,应根据制件的形状,特别时制件厚度来选,壁厚者选大值,壁薄者选小值。
制件各部分尺寸的收缩率不尽相同,应根据实际情况加以选择。
二塑料的流动性相对分子量小,熔融指数高,螺旋线长度长,表观粘度小,流动比好(流动长度/ 制品厚度)则流动性好。
流动性好的有:尼龙,聚乙烯,聚苯乙烯,聚丙烯,醋酸纤维流动性一般的有: ABS ,有机玻璃,聚甲醛,聚氯醚流动性差的有:聚碳酸酯,硬聚氯乙稀,聚苯醚,聚砜,氟塑料等。
①②③熔融指数的含义在规定条件下,一定时间内挤出的热塑性物料的量,也即熔体每 10min通过标准口模毛细管的质量,用 MFR 表示,单位为 g/10min 。


模宽、模长的单位是:CM
2.细水口模胚(PIN POINT SYSTEM),其规格书写方法如下:
3.简化细水口模胚(THREE PLATE TYPE SYSTEM):没有四根边钉(G.P.)的细水口模胚叫简化细水口模胚,其规格书写方法如下:
4-2-6 模胚尺寸的经验确定法:
1、模胚的宽度:模胚顶针板宽度应和内模镶件宽度A相当,两者之差应在5~ 10mm之内。
(在标准模胚中顶针板宽度与模胚宽度是对应关系)
2、模胚的长度:框边至回针孔外圆边应C≥10mm∽15mm的距离。
(40
4-3 模胚中其它结构件的设计
4-3-1 复位弹簧的设计:
、自由长度的两种计算方法:
计算长度LJ : LJ=压缩量/压缩比=制品推出距离/(35%—40%缩比越小,弹簧寿命越长)
最小长度Lmin:必须让弹簧藏入后模15—20mm+预压量(在模具设计上:预压量通常取15∽20mm)+H(见下图)+深入顶针板深度(如果有
图5.5.15
注:复位弹簧必须埋入动模板或托板内15~20mm,如果计算长度小于此长度,应以此长度为准;如果计算长度大于此长度,应以计算长度为准。
(详细信息见弹簧设计手册)
4-3-3 撑柱的设计:
1、位置:尽量放中间,或对称布置;
2、数量:尽量多些;( 最多不超
EGP.)、垃圾钉(STP.)及顶棍孔(K.O.);
;方铁;水口板导柱(水口边SP.);
、模胚:大水口模胚;细水口模胚;简化细水口模胚;
板厚度确定方法(见下表)。