工序尺寸及公差的确定
- 格式:ppt
- 大小:1.48 MB
- 文档页数:45
工序尺寸及其公差确定摘要:确定每道工序的工序尺寸及其公差是制定工艺规程的重要工作。
合理的工序尺寸及其公差是保证零件加工精度的重要基础,有利于减少废品,降低材料消耗,提高经济效益。
本文通过采用余量法、引用法、查表修正法等,对工序尺寸及其公差确定的方法步骤进行了综合性探讨。
关键词:尺寸公差工序1 引言实际生产中,因零件不同,确定工序尺寸及其公差的方法不一致。
确定工序尺寸及其公差常用方法有三种:引用法、余量法和工艺尺寸链法。
引用法是直接引用零件图上的设计尺寸及其公差作为工序尺寸及其公差。
主要用于定位基准与设计基准重合时,零件加工的最后一道工序或零件表面只加工一次的工序。
余量法是确定工序余量后,确定工序尺寸及其公差的方法,是实际生产中应用较多的方法。
适用于定位基准与设计基准重合时零件加工各工序。
2 确定工序尺寸及其公差的方法步骤2.1 确定加工工艺路线零件加工工艺路线是零件加工工艺的总体设计。
合理制定加工工艺路线,有利于充分利用人员、设备、工艺装备等资源;有利于保证零件加工质量,提高生产效率。
制定零件表面加工工艺路线主要是根据零件表面的技术要求。
零件表面技术要求高,工艺路线长,工序尺寸及其公差多。
另外,制定零件表面加工工艺路线时,还应考虑生产纲领、工件材料、热处理状态和具体生产条件等。
2.2 确定工序余量工序余量是指某一道工序中所切除的金属层厚度。
确定加工余量的方法有经验估计法、查表修正法和分析计算法。
生产中常用查表修正法。
根据零件表面尺寸、加工精度、生产纲领等要求,按照已确定的加工路线,采用查表修正法,确定每道工序的加工余量。
2.3 确定工序尺寸根据零件图,按包容面与被包容面分别计算出零件各表面工序尺寸。
对于被包容面,工序尺寸由最终工序的工序尺寸开始,依次加上本道工序的工序加工余量,就是前道工序的工序尺寸,从而计算出各道工序的工序尺寸;对于包容面,工序尺寸由最终工序的工序尺寸开始,依次减去本道工序的工序加工余量,就是前道工序的工序尺寸,从而计算出各道工序的工序尺寸。
加工余量工序尺寸与工序公差的确定加工余量是指在零件加工过程中为了保证零件尺寸精度而故意留下的一定尺寸余量。
而工序尺寸和工序公差的确定则是指在加工零件时,根据零件的设计要求和加工工艺,确定每个加工工序的尺寸和公差范围。
这两个问题在零件加工过程中起着非常重要的作用,对于保证零件的质量和精度具有至关重要的意义。
首先,我们来看看加工余量的作用。
在零件加工过程中,由于材料的变形、工艺的限制、加工设备的精度等因素,很难保证每个零件的尺寸都能精确到设计要求的尺寸。
因此,为了保证零件的尺寸精度,加工余量就显得非常重要了。
通过在零件尺寸上留下一定的余量,可以在后续的加工工序中进行修正,从而保证零件的最终尺寸能够达到设计要求。
同时,加工余量还可以在一定程度上弥补加工过程中可能出现的误差,提高零件的加工精度。
而工序尺寸和工序公差的确定则是在加工零件的每个工序中,根据零件的设计要求和加工工艺,确定每个工序的尺寸和公差范围。
这一步工作对于保证零件的加工精度和质量至关重要。
在确定工序尺寸和公差时,需要考虑到材料的性质、加工工艺的特点、加工设备的精度等因素。
只有合理确定了工序尺寸和公差,才能保证每个工序加工出来的零件都能满足设计要求,从而保证整个零件的质量和精度。
在实际的零件加工过程中,确定加工余量、工序尺寸和公差是一个比较复杂的工作。
首先,需要对零件的设计要求进行充分的了解和分析,明确每个尺寸的重要性和影响因素。
其次,需要对加工工艺和加工设备进行全面的评估,了解其加工精度和加工能力。
最后,需要根据实际情况,结合经验和技术,确定合理的加工余量、工序尺寸和公差范围。
在确定加工余量时,需要考虑到零件的材料、加工工艺和加工设备的精度等因素。
一般来说,对于精密零件,加工余量要尽量小,以减少修正工序的次数,提高加工效率和精度;而对于一般零件,加工余量可以适当放大,以提高加工的容错能力。
在确定工序尺寸和公差时,需要充分考虑到每个工序的加工精度和工艺特点,尽量减小工序间的误差传递,保证每个工序加工出来的零件都能满足设计要求。

加工余量、工序尺寸与工序公差的确定在工业制造中,加工余量、工序尺寸和工序公差的确定是非常重要的步骤。
这些参数的正确选择可以确保产品的质量和性能,并影响到生产效率和成本。
首先,加工余量是指在设计尺寸基础上增加的一小部分尺寸,以确保在加工过程中获得所需的精度和质量。
加工过程中,由于材料的变形、磨损和切削力产生的误差,零件的尺寸会发生变化。
因此,设计时要考虑到这些因素,给零件留出足够的加工余量,以实现最终尺寸的精确控制。
加工余量的确定需要综合考虑材料特性、加工方式和设备精度等因素,通常会根据经验进行选择。
其次,工序尺寸是指在工序中所需要的具体尺寸。
它根据产品的功能要求和设计要求来确定。
在制造过程中,通常会有多个工序,每个工序都有自己的尺寸要求。
工序尺寸的确定需要考虑到产品的装配、安装和使用等方面的要求,确保工序之间的配合和相互连接的准确度。
同时,还要考虑到不同材料的热胀冷缩系数,以保证产品在各种环境条件下的稳定性。
最后,工序公差是指在制造过程中允许的尺寸偏差范围。
由于加工方法和设备的限制,零件的尺寸不可能完全精确符合设计要求。
因此,在每个工序中都要设置一定的公差。
公差的确定需要综合考虑产品的功能要求、装配要求和材料的可变性等因素。
公差的范围决定了工序的控制难度和生产效率,范围过大会影响产品的精度和质量,范围过小会增加制造成本和难度。
综上所述,加工余量、工序尺寸和工序公差是工业制造中至关重要的参数。
它们的合理选择对于确保产品质量、提高生产效率和降低生产成本具有重要意义。
在确定这些参数时,需要考虑到材料特性、加工方式、设备精度、产品功能要求和装配要求等因素,并结合经验和实际情况进行综合分析和决策。
只有在合适的条件下,才能达到最佳的加工效果和产品性能。
加工余量、工序尺寸和工序公差是工业制造中重要的三个参数。
它们的选择直接影响产品的质量、性能和生产效率。
在制造过程中,合理确定这些参数非常关键,需要综合考虑多种因素。
第五节 工序尺寸及其公差的确定工序尺寸是加工过程中各个工序应保证的加工尺寸,其公差即工序尺寸公差。
正确地确定工序尺寸及其公差,是制订工艺规程的重要工作之一。
零件的加工过程,是毛坯通过切削加工逐步向成品过渡的过程。
在这个过程中,各工序的工序尺寸及工序余量在不断地变化,其中一些工序尺寸在零件图纸上往往不标出或不存在,需要在制定工艺过程时予以确定。
而这些不断变化的工序尺寸之间又存在着一定的联系,需要用工艺尺寸链原理去分析它们的内在联系,掌握它们的变化规律。
运用尺寸链理论去揭示这些尺寸之间的联系,是合理确定工序尺寸及其公差的基础。
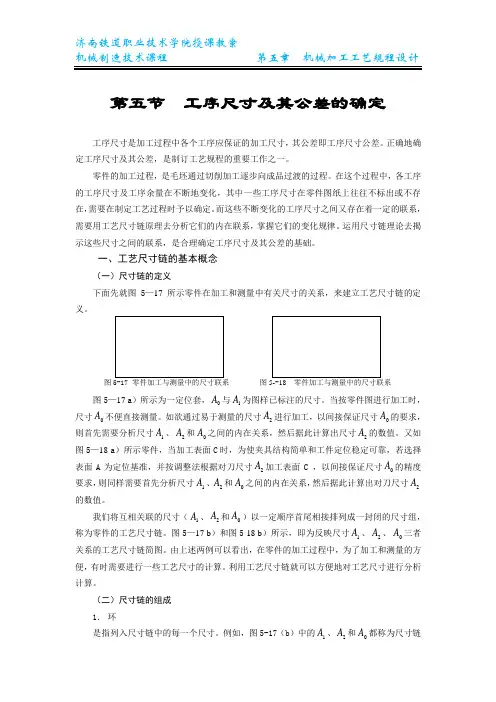
一、工艺尺寸链的基本概念(一)尺寸链的定义下面先就图5—17所示零件在加工和测量中有关尺寸的关系,来建立工艺尺寸链的定义。
图 图 图5—17 a )所示为一定位套,0A 与1A 为图样已标注的尺寸。
当按零件图进行加工时,尺寸0A 不便直接测量。
如欲通过易于测量的尺寸2A 进行加工,以间接保证尺寸0A 的要求,则首先需要分析尺寸1A 、2A 和0A 之间的内在关系,然后据此计算出尺寸2A 的数值。
又如图5—18 a )所示零件,当加工表面C 时,为使夹具结构简单和工件定位稳定可靠,若选择表面A 为定位基准,并按调整法根据对刀尺寸2A 加工表面C ,以间接保证尺寸0A 的精度要求,则同样需要首先分析尺寸1A 、2A 和0A 之间的内在关系,然后据此计算出对刀尺寸2A 的数值。
我们将互相关联的尺寸(1A 、2A 和0A )以一定顺序首尾相接排列成一封闭的尺寸组,称为零件的工艺尺寸链。
图5—17 b )和图5-18 b )所示,即为反映尺寸1A 、2A 、0A 三者关系的工艺尺寸链简图。
由上述两例可以看出,在零件的加工过程中,为了加工和测量的方便,有时需要进行一些工艺尺寸的计算。
利用工艺尺寸链就可以方便地对工艺尺寸进行分析计算。
(二)尺寸链的组成1. 环是指列入尺寸链中的每一个尺寸。
例如,图5-17(b )中的1A 、2A 和0A 都称为尺寸链的环,尺寸链至少由三个环构成。
加工余量、工序尺寸与工序公差的确定加工余量、工序尺寸与工序公差的确定是制造过程中非常重要的环节。
这些参数的正确选择可以确保产品的质量和性能符合设计要求,同时也可以提高生产效率和减少成本。
首先,加工余量是指工件的最终尺寸与设计尺寸之间的差值。
加工余量的大小会直接影响到零件的相对尺寸和形状。
通常情况下,在加工过程中需要保留适当的加工余量,以确保加工后的尺寸与设计要求相符。
加工余量的选择需要考虑材料的收缩率、热胀冷缩等因素,并结合加工方法和机械设备的精度要求进行确定。
其次,工序尺寸是指在制造过程中每个工序中所需达到的尺寸要求。
在多道工序的加工中,每个工序所要求的尺寸有时会与前后工序有关。
因此,确定工序尺寸时需要考虑工序之间的配合要求,以确保各工序之间的相互协调和流畅。
最后,工序公差是指在加工过程中允许的尺寸偏差范围。
工序公差可以直接影响到产品的装配性能、运转精度和可靠性。
确定工序公差时需要综合考虑产品的功能要求、装配及使用条件、工艺能力等因素。
通常情况下,工序公差需要在确保产品质量和性能的前提下尽量缩小,以提高生产效率和降低成本。
总而言之,加工余量、工序尺寸和工序公差的确定是制造过程中十分重要的环节。
正确选择和确定这些参数,可以确保产品符合设计要求,同时提高生产效率和降低成本。
因此,在进行加工过程中,工程师和技术人员需要综合考虑多种因素,并依据实际情况进行合理的确定。
加工余量、工序尺寸与工序公差的确定是制造过程中非常重要的环节。
这些参数的正确选择可以确保产品的质量和性能符合设计要求,同时也可以提高生产效率和减少成本。
加工余量是在加工过程中需要保留的尺寸差值。
加工余量的大小会直接影响到零件的相对尺寸和形状。
加工过程中的各种因素,如材料的物理特性、工件的几何形状、加工方法的选择等都会影响到加工余量的确定。
首先,材料的收缩率是影响加工余量选择的重要因素。
不同材料的收缩率不同,加工后的尺寸会有所变化。
在设计零件时,需要预留一定的加工余量,以弥补加工过程中材料收缩产生的尺寸变化。
工序尺寸是指某一工序加工应达到的尺寸,其公差即为工序尺寸公差,各工序的加工余量确定后,即可确定工序尺寸及公差。
零件从毛坯逐步加工至成品的过程中,无论在一个工序内,还是在各个工序间,也不论是加工表面本身,还是各表面之间,他们的尺寸都在变化,并存在相应的内在联系。
运用尺寸链的知识去分析这些关系,是合理确定工序尺寸及其公差的基础。
一、工艺尺寸链的概念及计算公式 (一)工艺尺寸链的概念 1 .尺寸链的定义在机器装配或零件加工过程中,由相互连接的尺寸形成的封闭尺寸组,称为尺寸链。
如图 3-78 所示,用零件的表面 1 定位加工表面 2 得尺寸 A1 ,再加工表面 3 ,得尺寸 A2 ,自然形成 A0 ,于是 A1 — A2 — A0 连接成了一个封闭的尺寸组(图 3-78b ),形成尺寸链。
在机械加工过程中,同一工件的各有关尺寸组成的尺寸链称为工艺尺寸链。
2 .工艺尺寸链的特征( 1 )尺寸链有一个自然形成的尺寸与若干个直接得到的尺寸所组成。
图 3-78 中,尺寸A1 、 A2 是直接得到的尺寸,而 A0 是自然形成的。
其中自然形成的尺寸大小和精度受直接得到的尺寸大小和精度的影响。
并且自然形成的尺寸精度必然低于任何一个直接得到的尺寸的精度。
( 2 )尺寸链一定是封闭的且各尺寸按一定的顺序首尾相接。
3 .尺寸链的组成组成尺寸链的各个尺寸称为尺寸链的环。
图 3-78 中 A 1 、 A 2 、A 0 都是尺寸链的环,它们可以分为:( 1 )封闭环在加工(或测量)过程中最后自然形成的环称为封闭环,如图 3-78 中的 A 0 。
每个尺寸链必须有且仅能有一个封闭环,用 A 0 来表示。
( 2 )组成环在加工(或测量)过程中直接得到的环称为组成环。
尺寸链中除了封闭环外,都是组成环。
按其对封闭环的影响,组成环可分为增环和减环。
①增环 尺寸链中,由于该类组成环的变动引起封闭环同向变动,则该类组成环称为增环,如图 3-78 中的 A 1 ,增环用来表示。
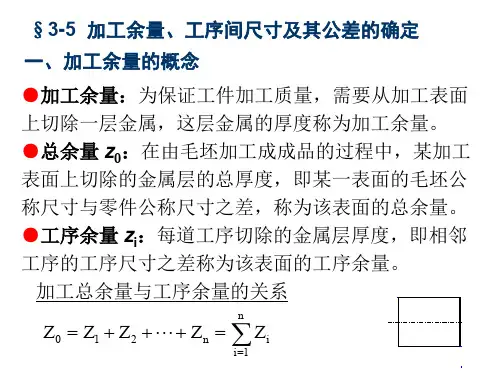
加⼯余量及⼯序尺⼨和公差的确定加⼯余量及⼯序尺⼨和公差的确定⼀、加⼯余量的确定(⼀)加⼯余量的概念加⼯总余量:⽑坯经机械加⼯⽽达到零件图的设计尺⼨,⽑坯尺⼨与零件图的设计尺⼨之差,即从被加⼯表⾯上切除的⾦属层总厚度。
⼯序余量:相邻两⼯序的尺⼨差,即在某⼀⼯序所切除的⾦属层厚度。
某个表⾯的加⼯余量。
与加⼯该表⾯各⼯序余量之间有下列的关系:(8-1)式中——加⼯该表⾯的⼯序数;——加⼯总余量;——各⼯序余量。
⼯序余量⼜可以分为单边余量和双边余量。
单边余量:若相邻两⼯序的⼯序尺⼨之差等于被加⼯表⾯任⼀位置上在该⼯序切除的⾦属层厚度。
双边余量:若加⼯回转表⾯时,在⼀个⽅向的⾦属层被切除时,对称⽅向上的⾦属层也等量地同时被切除掉,使相邻两⼯序的⼯序尺⼨之差等于被加⼯表⾯任⼀位置上在该⼯序内切除的⾦属层厚度的两倍。
如图8-11所⽰。
图8-4-1 单边余量和双边余量基本余量、最⼤加⼯余量和最⼩加⼯余量a) b)图8-4-2 基本余量、最⼤余量和最⼩余量加⼯余量变化的公差等于上道⼯序的⼯序尺⼨公差与本⼯序的⼯序尺⼨公差之和。
即(8-2)各个加⼯余量与相应加⼯尺⼨的关系如图8-4-3所⽰。
图8-4-3 加⼯余量与相应加⼯尺⼨(⼆)影响加⼯余量的因素1.上道⼯序加⼯表⾯(或⽑坯表⾯)的表⾯质量包括表⾯粗糙度⾼度和表⾯缺陷层深度;2.上道⼯序的尺⼨公差3.上道⼯序的位置误差4.本⼯序的安装误差(三)确定加⼯余量的⽅法1. 计算法此法是根据⼀定的资料,对影响加⼯余量的各项因素进⾏分析计算,然后综合考虑计算出来的,多⽤于⼤批⼤量⽣产,计算公式如下:对双边余量:(8-3)对单边余量:(8-4)⼀般取2. 查表法以⼯⼚的实际⽣产经验及⼯艺实践积累的有关加⼯余量的资料数据为基础,结合具体加⼯⽅法进⾏适当修正⽽得到加⼯余量的⽅法。
3. 经验法根据⼯艺⼈员的经验来确定加⼯余量的⽅法。
⼆、⼯序尺⼨和公差的确定⼀般情况下,加⼯某表⾯的最终⼯序的尺⼨及公差可直接按零件图的要求来确定。