工序余量与工序尺寸及其公差的关系余量公差
- 格式:ppt
- 大小:215.00 KB
- 文档页数:18
加工余量工序尺寸与工序公差的确定加工余量是指在零件加工过程中为了保证零件尺寸精度而故意留下的一定尺寸余量。
而工序尺寸和工序公差的确定则是指在加工零件时,根据零件的设计要求和加工工艺,确定每个加工工序的尺寸和公差范围。
这两个问题在零件加工过程中起着非常重要的作用,对于保证零件的质量和精度具有至关重要的意义。
首先,我们来看看加工余量的作用。
在零件加工过程中,由于材料的变形、工艺的限制、加工设备的精度等因素,很难保证每个零件的尺寸都能精确到设计要求的尺寸。
因此,为了保证零件的尺寸精度,加工余量就显得非常重要了。
通过在零件尺寸上留下一定的余量,可以在后续的加工工序中进行修正,从而保证零件的最终尺寸能够达到设计要求。
同时,加工余量还可以在一定程度上弥补加工过程中可能出现的误差,提高零件的加工精度。
而工序尺寸和工序公差的确定则是在加工零件的每个工序中,根据零件的设计要求和加工工艺,确定每个工序的尺寸和公差范围。
这一步工作对于保证零件的加工精度和质量至关重要。
在确定工序尺寸和公差时,需要考虑到材料的性质、加工工艺的特点、加工设备的精度等因素。
只有合理确定了工序尺寸和公差,才能保证每个工序加工出来的零件都能满足设计要求,从而保证整个零件的质量和精度。
在实际的零件加工过程中,确定加工余量、工序尺寸和公差是一个比较复杂的工作。
首先,需要对零件的设计要求进行充分的了解和分析,明确每个尺寸的重要性和影响因素。
其次,需要对加工工艺和加工设备进行全面的评估,了解其加工精度和加工能力。
最后,需要根据实际情况,结合经验和技术,确定合理的加工余量、工序尺寸和公差范围。
在确定加工余量时,需要考虑到零件的材料、加工工艺和加工设备的精度等因素。
一般来说,对于精密零件,加工余量要尽量小,以减少修正工序的次数,提高加工效率和精度;而对于一般零件,加工余量可以适当放大,以提高加工的容错能力。
在确定工序尺寸和公差时,需要充分考虑到每个工序的加工精度和工艺特点,尽量减小工序间的误差传递,保证每个工序加工出来的零件都能满足设计要求。
工序尺寸及其公差的确定与加工余量大小,工序尺寸标注方法及定位基准的选择和变换有密切的关系。
下面阐述几种常见情况的工序尺寸及其公差的确定方法。
(一)从同一基准对同一表面多次加工时工序尺寸及公差的确定属于这种情况的有内外圆柱面和某些平面加工,计算时只需考虑各工序的余量和该种加工方法所能达到的经济精度,其计算顺序是从最后一道工序开始向前推算,计算步骤为:1 .确定各工序余量和毛坯总余量。
2 .确定各工序尺寸公差及表面粗糙度。
最终工序尺寸公差等于设计公差,表面粗糙度为设计表面粗糙度。
其它工序公差和表面粗糙度按此工序加工方法的经济精度和经济粗糙度确定。
3 .求工序基本尺寸。
从零件图的设计尺寸开始,一直往前推算到毛坯尺寸,某工序基本尺寸等于后道工序基本尺寸加上或减去后道工序余量。
4 .标注工序尺寸公差。
最后一道工序按设计尺寸公差标注,其余工序尺寸按“单向入体”原则标注。
例如,某法兰盘零件上有一个孔,孔径为,表面粗糙度值为R a0.8 μ m (图 3-83 ),毛坯为铸钢件,需淬火处理。
其工艺路线如表 3-19 所示。
解题步骤如下:( 1 )根据各工序的加工性质,查表得它们的工序余量(见表 3-19 中的第 2 列)。
( 2 )确定各工序的尺寸公差及表面粗糙度。
由各工序的加工性质查有关经济加工精度和经济粗糙度(见表 3-19 中的第 3 列)。
( 3 )根据查得的余量计算各工序尺寸(见表 3-19 中的第四列)。
( 4 )确定各工序尺寸的上下偏差。
按“单向入体”原则,对于孔,基本尺寸值为公差带的下偏差,上偏差取正值;对于毛坯尺寸偏差应取双向对称偏差(见表 3-19 中的第5 列)。
(二)基准变换后,工序尺寸及公差的确定在零件的加工过程中,为了便于工件的定位或测量,有时难于采用零件的设计基淮作为定位基准或测量基准,这时就需要应用工艺尺寸链的原则进行工序尺寸及公差的计算。
1 .测量基准与设计基准不重合在零件加工时会遇到一些表面加工后设计尺寸不便于直接测量的情况。
加工余量、工序尺寸与工序公差的确定在工业制造中,加工余量、工序尺寸和工序公差的确定是非常重要的步骤。
这些参数的正确选择可以确保产品的质量和性能,并影响到生产效率和成本。
首先,加工余量是指在设计尺寸基础上增加的一小部分尺寸,以确保在加工过程中获得所需的精度和质量。
加工过程中,由于材料的变形、磨损和切削力产生的误差,零件的尺寸会发生变化。
因此,设计时要考虑到这些因素,给零件留出足够的加工余量,以实现最终尺寸的精确控制。
加工余量的确定需要综合考虑材料特性、加工方式和设备精度等因素,通常会根据经验进行选择。
其次,工序尺寸是指在工序中所需要的具体尺寸。
它根据产品的功能要求和设计要求来确定。
在制造过程中,通常会有多个工序,每个工序都有自己的尺寸要求。
工序尺寸的确定需要考虑到产品的装配、安装和使用等方面的要求,确保工序之间的配合和相互连接的准确度。
同时,还要考虑到不同材料的热胀冷缩系数,以保证产品在各种环境条件下的稳定性。
最后,工序公差是指在制造过程中允许的尺寸偏差范围。
由于加工方法和设备的限制,零件的尺寸不可能完全精确符合设计要求。
因此,在每个工序中都要设置一定的公差。
公差的确定需要综合考虑产品的功能要求、装配要求和材料的可变性等因素。
公差的范围决定了工序的控制难度和生产效率,范围过大会影响产品的精度和质量,范围过小会增加制造成本和难度。
综上所述,加工余量、工序尺寸和工序公差是工业制造中至关重要的参数。
它们的合理选择对于确保产品质量、提高生产效率和降低生产成本具有重要意义。
在确定这些参数时,需要考虑到材料特性、加工方式、设备精度、产品功能要求和装配要求等因素,并结合经验和实际情况进行综合分析和决策。
只有在合适的条件下,才能达到最佳的加工效果和产品性能。
加工余量、工序尺寸和工序公差是工业制造中重要的三个参数。
它们的选择直接影响产品的质量、性能和生产效率。
在制造过程中,合理确定这些参数非常关键,需要综合考虑多种因素。
加工余量、工序尺寸与工序公差的确定加工余量、工序尺寸与工序公差的确定是制造过程中非常重要的环节。
这些参数的正确选择可以确保产品的质量和性能符合设计要求,同时也可以提高生产效率和减少成本。
首先,加工余量是指工件的最终尺寸与设计尺寸之间的差值。
加工余量的大小会直接影响到零件的相对尺寸和形状。
通常情况下,在加工过程中需要保留适当的加工余量,以确保加工后的尺寸与设计要求相符。
加工余量的选择需要考虑材料的收缩率、热胀冷缩等因素,并结合加工方法和机械设备的精度要求进行确定。
其次,工序尺寸是指在制造过程中每个工序中所需达到的尺寸要求。
在多道工序的加工中,每个工序所要求的尺寸有时会与前后工序有关。
因此,确定工序尺寸时需要考虑工序之间的配合要求,以确保各工序之间的相互协调和流畅。
最后,工序公差是指在加工过程中允许的尺寸偏差范围。
工序公差可以直接影响到产品的装配性能、运转精度和可靠性。
确定工序公差时需要综合考虑产品的功能要求、装配及使用条件、工艺能力等因素。
通常情况下,工序公差需要在确保产品质量和性能的前提下尽量缩小,以提高生产效率和降低成本。
总而言之,加工余量、工序尺寸和工序公差的确定是制造过程中十分重要的环节。
正确选择和确定这些参数,可以确保产品符合设计要求,同时提高生产效率和降低成本。
因此,在进行加工过程中,工程师和技术人员需要综合考虑多种因素,并依据实际情况进行合理的确定。
加工余量、工序尺寸与工序公差的确定是制造过程中非常重要的环节。
这些参数的正确选择可以确保产品的质量和性能符合设计要求,同时也可以提高生产效率和减少成本。
加工余量是在加工过程中需要保留的尺寸差值。
加工余量的大小会直接影响到零件的相对尺寸和形状。
加工过程中的各种因素,如材料的物理特性、工件的几何形状、加工方法的选择等都会影响到加工余量的确定。
首先,材料的收缩率是影响加工余量选择的重要因素。
不同材料的收缩率不同,加工后的尺寸会有所变化。
在设计零件时,需要预留一定的加工余量,以弥补加工过程中材料收缩产生的尺寸变化。

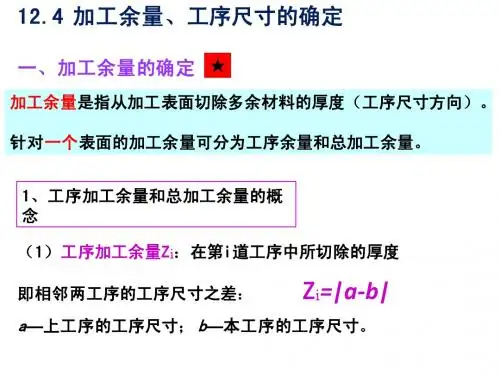
加⼯余量及⼯序尺⼨和公差的确定加⼯余量及⼯序尺⼨和公差的确定⼀、加⼯余量的确定(⼀)加⼯余量的概念加⼯总余量:⽑坯经机械加⼯⽽达到零件图的设计尺⼨,⽑坯尺⼨与零件图的设计尺⼨之差,即从被加⼯表⾯上切除的⾦属层总厚度。
⼯序余量:相邻两⼯序的尺⼨差,即在某⼀⼯序所切除的⾦属层厚度。
某个表⾯的加⼯余量。
与加⼯该表⾯各⼯序余量之间有下列的关系:(8-1)式中——加⼯该表⾯的⼯序数;——加⼯总余量;——各⼯序余量。
⼯序余量⼜可以分为单边余量和双边余量。
单边余量:若相邻两⼯序的⼯序尺⼨之差等于被加⼯表⾯任⼀位置上在该⼯序切除的⾦属层厚度。
双边余量:若加⼯回转表⾯时,在⼀个⽅向的⾦属层被切除时,对称⽅向上的⾦属层也等量地同时被切除掉,使相邻两⼯序的⼯序尺⼨之差等于被加⼯表⾯任⼀位置上在该⼯序内切除的⾦属层厚度的两倍。
如图8-11所⽰。
图8-4-1 单边余量和双边余量基本余量、最⼤加⼯余量和最⼩加⼯余量a) b)图8-4-2 基本余量、最⼤余量和最⼩余量加⼯余量变化的公差等于上道⼯序的⼯序尺⼨公差与本⼯序的⼯序尺⼨公差之和。
即(8-2)各个加⼯余量与相应加⼯尺⼨的关系如图8-4-3所⽰。
图8-4-3 加⼯余量与相应加⼯尺⼨(⼆)影响加⼯余量的因素1.上道⼯序加⼯表⾯(或⽑坯表⾯)的表⾯质量包括表⾯粗糙度⾼度和表⾯缺陷层深度;2.上道⼯序的尺⼨公差3.上道⼯序的位置误差4.本⼯序的安装误差(三)确定加⼯余量的⽅法1. 计算法此法是根据⼀定的资料,对影响加⼯余量的各项因素进⾏分析计算,然后综合考虑计算出来的,多⽤于⼤批⼤量⽣产,计算公式如下:对双边余量:(8-3)对单边余量:(8-4)⼀般取2. 查表法以⼯⼚的实际⽣产经验及⼯艺实践积累的有关加⼯余量的资料数据为基础,结合具体加⼯⽅法进⾏适当修正⽽得到加⼯余量的⽅法。
3. 经验法根据⼯艺⼈员的经验来确定加⼯余量的⽅法。
⼆、⼯序尺⼨和公差的确定⼀般情况下,加⼯某表⾯的最终⼯序的尺⼨及公差可直接按零件图的要求来确定。
加工余量、工序尺寸及公差的确定§1 加工余量的概念一、加工总余量(毛坯余量)与工序余量1、加工余量——加工过程中从加工表面切去材料层厚度。
2、工序(工步)余量——某一表面在某一工序(工步)中所切去的材料层厚度;或定义为相邻两工序基本尺寸之差。
分单边余量和双边余量,见图4—2:图4-20 单边余量与双边余量a) 零件非对称结构的非对称表面,其加工余量为单边余量,则有:i i i l l Z -=-1式中 i Z ——本工序余量;1-i l —— 前工序尺寸;i l —— 本工序尺寸;b) 零件对称结构的对称表面,其加工余量为双边余量,则有:i i i l l Z -=-12c) 回转体外圆表面,其加工余量为双边余量,则有:i i i d d Z -=-12d) 回转体内圆表面,其加工余量为双边余量,则有:12--=i i i D D Z3、余量公差上道工序尺寸公差。
本道工序尺寸公差;工序最小余量;工序最大余量;工序余量公差;式中:-----+=-=a b z ab z T T Z Z T T T Z Z T min max min max4、工序余量尺寸图4-21 被包容件的加工余量及公差图4-22 工序余量示意图a)被包容件粗、半精、精加工的工序余量;b)包容件粗、半精、精加工的工序余量;()()();-精加工工序尺寸公差差;-半精加工工序尺寸公;-粗加工工序尺寸公差-毛坯工序尺寸公差;-精加工工序尺寸;-半精加工工序尺寸;粗加工工序尺寸;)-毛坯工序尺寸;(坯坯坯3213322112/T T T T D d D d D d D d - -毛坯余量;;-精加工工序标称余量量;-半精加工工序标称余;-粗加工工序标称余量0321Z Z Z Z二、工序余量的影响因素图4-23最小加工余量构成1、上工序的尺寸公差a T ;2、上工序产生的表面粗糙度y R (轮廓最大高度)和表面缺陷层深度a H ;(参考《机制工艺学》王先逵第二版P168表4-10)3、上工序留下的空间误差a e ,包括形状误差a η(为圆柱度形状误差)和位置误差a ρ(轴线歪斜所形成的位置误差);4、本工序的装夹误差b ε;结论:工序加工余量计算公式(组成):对于单边余量:()14cos min --⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅++++=αεb a a y a e H R T Z 对于双边余量:()24cos 2/min --⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅++++=αεb a a y a e H R T Z 上式中α为a e 、b ε的矢量和与m in Z 之间的夹角。