加工余量与工序尺寸确定
- 格式:ppt
- 大小:738.00 KB
- 文档页数:28

加工余量及工序尺寸和公差的确定一、加工余量的确定(一)加工余量的概念加工总余量:毛坯经机械加工而达到零件图的设计尺寸,毛坯尺寸与零件图的设计尺寸之差,即从被加工表面上切除的金属层总厚度。
工序余量:相邻两工序的尺寸差,即在某一工序所切除的金属层厚度。
某个表面的加工余量。
与加工该表面各工序余量之间有下列的关系:(8-1)式中——加工该表面的工序数;——加工总余量;——各工序余量。
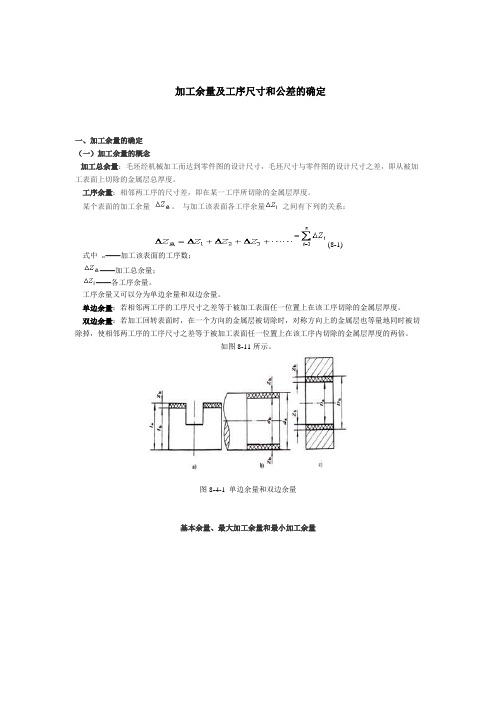
工序余量又可以分为单边余量和双边余量。
单边余量:若相邻两工序的工序尺寸之差等于被加工表面任一位置上在该工序切除的金属层厚度。
双边余量:若加工回转表面时,在一个方向的金属层被切除时,对称方向上的金属层也等量地同时被切除掉,使相邻两工序的工序尺寸之差等于被加工表面任一位置上在该工序内切除的金属层厚度的两倍。
如图8-11所示。
图8-4-1 单边余量和双边余量基本余量、最大加工余量和最小加工余量a) b)图8-4-2 基本余量、最大余量和最小余量加工余量变化的公差等于上道工序的工序尺寸公差与本工序的工序尺寸公差之和。
即(8-2)各个加工余量与相应加工尺寸的关系如图8-4-3所示。
图8-4-3 加工余量与相应加工尺寸(二)影响加工余量的因素1.上道工序加工表面(或毛坯表面)的表面质量包括表面粗糙度高度和表面缺陷层深度;2.上道工序的尺寸公差3.上道工序的位置误差4.本工序的安装误差(三)确定加工余量的方法1. 计算法此法是根据一定的资料,对影响加工余量的各项因素进行分析计算,然后综合考虑计算出来的,多用于大批大量生产,计算公式如下:对双边余量:(8-3)对单边余量:(8-4)一般取2. 查表法以工厂的实际生产经验及工艺实践积累的有关加工余量的资料数据为基础,结合具体加工方法进行适当修正而得到加工余量的方法。
3. 经验法根据工艺人员的经验来确定加工余量的方法。
二、工序尺寸和公差的确定一般情况下,加工某表面的最终工序的尺寸及公差可直接按零件图的要求来确定。


加工余量、工序尺寸与工序公差的确定在工业制造中,加工余量、工序尺寸和工序公差的确定是非常重要的步骤。
这些参数的正确选择可以确保产品的质量和性能,并影响到生产效率和成本。
首先,加工余量是指在设计尺寸基础上增加的一小部分尺寸,以确保在加工过程中获得所需的精度和质量。
加工过程中,由于材料的变形、磨损和切削力产生的误差,零件的尺寸会发生变化。
因此,设计时要考虑到这些因素,给零件留出足够的加工余量,以实现最终尺寸的精确控制。
加工余量的确定需要综合考虑材料特性、加工方式和设备精度等因素,通常会根据经验进行选择。
其次,工序尺寸是指在工序中所需要的具体尺寸。
它根据产品的功能要求和设计要求来确定。
在制造过程中,通常会有多个工序,每个工序都有自己的尺寸要求。
工序尺寸的确定需要考虑到产品的装配、安装和使用等方面的要求,确保工序之间的配合和相互连接的准确度。
同时,还要考虑到不同材料的热胀冷缩系数,以保证产品在各种环境条件下的稳定性。
最后,工序公差是指在制造过程中允许的尺寸偏差范围。
由于加工方法和设备的限制,零件的尺寸不可能完全精确符合设计要求。
因此,在每个工序中都要设置一定的公差。
公差的确定需要综合考虑产品的功能要求、装配要求和材料的可变性等因素。
公差的范围决定了工序的控制难度和生产效率,范围过大会影响产品的精度和质量,范围过小会增加制造成本和难度。
综上所述,加工余量、工序尺寸和工序公差是工业制造中至关重要的参数。
它们的合理选择对于确保产品质量、提高生产效率和降低生产成本具有重要意义。
在确定这些参数时,需要考虑到材料特性、加工方式、设备精度、产品功能要求和装配要求等因素,并结合经验和实际情况进行综合分析和决策。
只有在合适的条件下,才能达到最佳的加工效果和产品性能。
加工余量、工序尺寸和工序公差是工业制造中重要的三个参数。
它们的选择直接影响产品的质量、性能和生产效率。
在制造过程中,合理确定这些参数非常关键,需要综合考虑多种因素。