成型零件结构设计共50页文档
- 格式:ppt
- 大小:3.56 MB
- 文档页数:50

成型零部件结构设计成型零部件结构设计主要应在保证塑件质量要求的前提下,从便于加工、装配、使用、维修等角度加以考虑。
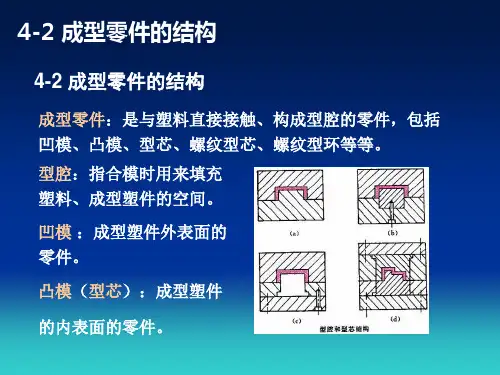
1)、型腔的设计型腔是用来成型制品外形轮廓的模具零件,其结构与制品的形状、尺寸、使用要求、生产批量及模具的加工方法等有关,常用的结构形式有整体式、嵌入式、镶拼组合式和瓣合式四种类型。
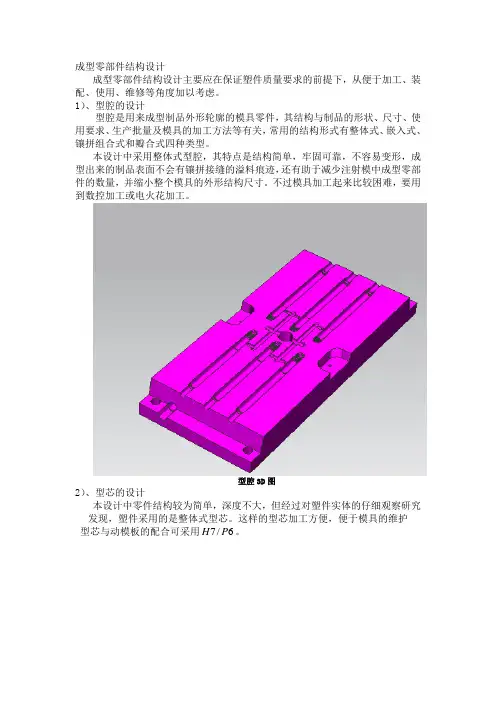
本设计中采用整体式型腔,其特点是结构简单,牢固可靠,不容易变形,成型出来的制品表面不会有镶拼接缝的溢料痕迹,还有助于减少注射模中成型零部件的数量,并缩小整个模具的外形结构尺寸。
不过模具加工起来比较困难,要用到数控加工或电火花加工。
型腔3D图2)、型芯的设计本设计中零件结构较为简单,深度不大,但经过对塑件实体的仔细观察研究发现,塑件采用的是整体式型芯。
这样的型芯加工方便,便于模具的维护型芯与动模板的配合可采用6H。
/7P型芯3D图5.4.2 成型零部件工作尺寸的计算成型零部件工作尺寸是指成型零部件上直接决定塑件形状的有关尺寸,主要有型腔和型芯的径向尺寸,型腔的深度尺寸和型芯的高度尺寸,型芯和型芯之间的位置尺寸,以及中心距尺寸等。
在模具设计时要根据塑件的尺寸及精度等级确定成型零部件的工作尺寸及精度等级。
影响塑件尺寸精度的主要因素有塑件的收缩率,模具成型零部件的制造误差,模具成型零部件的磨损及模具安装配合方面的误差。
这些影响因素也是作为确定成型零部件工作尺寸的依据。
由于按平均收缩率、平均制造公差和平均磨损量计算型芯型腔的尺寸有一定的误差(因为模具制造公差和模具成型零部件在使用中的最大磨损量大多凭经验决定),这里就只考虑塑料的收缩率计算模具盛开零部件的工作尺寸。
塑件经成型后所获得的制品从热模具中取出后,因冷却及其它原因会引起尺寸减小或体积缩小,收缩性是每种塑料都具有的固有特性之一,选定ABS材料的平均收缩率为0.5%,刚计算模具成型零部件工作尺寸的公式为:.0=+BBA005式中 A —模具成型零部件在常温下的尺寸B —塑件在常温下实际尺寸成型零部件工作尺寸的公差值可取塑件公差的1/3~1/4,或取IT7~8级作为模具制造公差。