成型零部件结构设计2
- 格式:ppt
- 大小:2.85 MB
- 文档页数:40
热成型零部件设计规范1. 概述1.1 规范的主要目的通过本次对热成型技术设计规范的整理和总结,梳理出热成型技术的结构设计共性和规范要求,引导热成型零部件的结构设计,满足产品质量要求。
降低产品设计过程中失误,达到提升产品品质目的。
1.2 规范的主要内容该规范主要针对公司现有车型的热成型技术开发过程中的知识积累和概括,为今后开发车型提供设计指导,通过规范热成型零部件的设计注意事项、结构设计一般性流程,设计校核及实验要求等,系统、全面地检查热成型零部件在设计阶段可能存在的问题,做到及早发现,及早整改。
2. 适用范围及规范性引用文件2.1范围本规范规定了汽车热成形零部件采用板材的分类和结构设计注意事项、技术要求、检验和试验等。
本规范适用于汽车汽车部件应用热成形钢板材料。
2.2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/ T 222 钢的化学分析用试样取样法及成品化学成分允许偏差GB/ T 223 钢铁及合金化学分析方法GB/ T 224 钢的脱碳层深度测定法GB/ T 228 金属材料室温拉伸试验方法GB/ T 4340 金属维氏硬度试验GB/ T 8170 数值修约规则GB/ T13298 金属显微组织检验方法GB/ T13299 钢的显微组织评定方法Q/ZTB 07.025 禁用物质Q/ZTB 07.008 金属材料取样标准3.术语和选材规格3.1 热成型热成型是把钢板加热到900℃左右的奥氏体区进行冲压成形,通过制件在冲压金属模内冷却淬火强化的一种成形工艺。
3.2 热成型钢热成形钢是一种低碳合金钢,含有一定量的锰、硼为主的合金元素,具有良好的热处理性能,可以通过直接热冲压成形或先预成形再热冲压成形同时模具内淬火,从而获得高强度。
图注射模一般由八大功能结构组成:(1)成型零部件(2)合模导向机构(3)浇注系统(4)顶出脱模机构(5)侧向分型与侧向抽芯机构(6)排气结构(7)温度调节系统(8)支承零部件成型零部件:这些零部件主要决定制品的几何形状和尺寸,如型芯决定制品的内形,而型腔决定制品的外形。
合模导向机构:主要用来保证动模和定模两大部分或模具中其他零部件之间的准确对合,以保证制品形状和尺寸的精确度,并避免模具中各种零部件发生碰撞和干涉。
浇注系统:是将注射机注射出的塑料熔体引向闭合模膛的通道,对熔体充模时的流动特性以及注射成型质量等具有重要影响。
顶出脱模机构:是将塑料制品脱出模膛的装置。
侧向分型与侧向抽芯机构:当塑料制品带有侧凹或侧孔时,在开模顶出制品之,必须先把成型侧凹或侧孔的瓣合模块或侧向型芯从制品中脱出,侧向分型或侧向抽芯机构就是为了实现这类功能而设置的一套侧向运动装置。
排气结构:为了在塑料熔体充模过程中排除模膛中的空气和塑料本身挥发出的各种气体,以避免它们造成成型缺陷。
温度调节系统:为了满足注射成型工艺对模具温度的要求,以保证塑料熔体的充模和制品的固化定型。
支承零部件:在注射模中主要用来固定或支承成型零部件等上述七种功能结构,将支承零部件组装在一起,可以构成模具的基本骨架。
加分兄弟!模具八大系统之六大系统模具六大系統1﹕支撐系統在成型較大制品時﹐由于兩模腳之間的跨度較大﹐在較高的注射壓力下﹐公模板可能會發生彎曲變形﹐從而造成成型缺陷﹐為解決這一問題﹐就需增加支撐的東西﹐常見的有﹕ A.模腳 B.支撐柱(SP) 2﹕成型系統用于成型﹐常見的有﹕A﹑公﹑母模仁B﹑滑塊C﹑斜銷D﹑入子3﹕導向系統為便頂出平衡﹐合模順暢﹐通常使用一些導向定位的東西.常見的有﹕ 1.導柱(導向公﹑母模板)2.頂板導柱(導向頂出板)3.定位塊4.RP 4﹕頂出系統 A.頂出銷 B.頂出塊C.套筒D.剝料板E.氣體頂出5﹕澆注系統注塑機噴嘴中熔融的塑料﹐經過主流道﹑分流道﹐最后通過澆口進入模具型腔﹐然后經過冷卻固化﹐得到所需成品。
机械零部件的结构设计与分析简介:机械零部件的结构设计与分析是现代机械工程中一个重要的课题。
通过对机械零部件的结构进行合理的设计和分析,能够提高机械产品的性能和质量,同时降低制造成本和维修难度。
本文将从机械零部件的结构设计流程、结构设计基本原则、结构分析方法等方面进行讨论,希望能够对读者在机械零部件的结构设计与分析方面有所启发。
一、机械零部件的结构设计流程机械零部件的结构设计流程通常可以分为三个阶段:需求分析、概念设计和详细设计。
1. 需求分析:在需求分析阶段,设计师需要明确零部件的功能要求、工作环境、使用寿命等相关因素。
通过对这些需求的分析,可以确定零部件的基本结构形式和性能指标。
2. 概念设计:在概念设计阶段,设计师根据需求分析的结果,进行初步的结构设计。
这个阶段的关键是创新和选择,设计师需要结合自己的经验和创造力,找出不同的设计方案,并进行评比。
最终选择出一个相对合理的概念设计方案,作为后续详细设计的基础。
3. 详细设计:在详细设计阶段,设计师需要对概念设计方案进行细化和优化。
包括确定零部件的具体尺寸、材料和工艺要求等。
同时还需要进行一些结构分析,确保设计的可行性和合理性。
在详细设计完成后,还需要进行样机制造和测试,对设计进行验证和修正。
二、结构设计的基本原则在机械零部件的结构设计过程中,需要遵循一些基本原则以确保设计的可靠性和高效性。
1. 简洁性:结构设计应该尽量简洁,避免多余的复杂性。
简洁的设计不仅能够降低制造成本,还可以减少零部件的运动摩擦和能量损失,提高机械系统的传动效率。
2. 刚度与强度:结构设计应该具备足够的刚度和强度来承受工作负荷和环境力学影响。
设计师需要根据不同工况和材料的特性,选择合适的截面形状和尺寸以及合理的加工工艺,确保零部件在工作中不会出现过大的变形和破坏。
3. 可制造性:结构设计应该符合现有的加工工艺和设备能力。
设计师需要考虑到工艺的可行性,减少加工难度和成本。
同时,还应该注意材料的可获得性和成本,选择合适的材料以满足设计的要求。


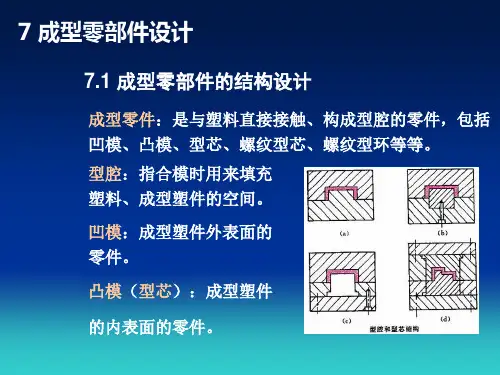
成型零部件结构设计成型零部件结构设计主要应在保证塑件质量要求的前提下,从便于加工、装配、使用、维修等角度加以考虑。
1)、型腔的设计型腔是用来成型制品外形轮廓的模具零件,其结构与制品的形状、尺寸、使用要求、生产批量及模具的加工方法等有关,常用的结构形式有整体式、嵌入式、镶拼组合式和瓣合式四种类型。
本设计中采用整体式型腔,其特点是结构简单,牢固可靠,不容易变形,成型出来的制品表面不会有镶拼接缝的溢料痕迹,还有助于减少注射模中成型零部件的数量,并缩小整个模具的外形结构尺寸。
不过模具加工起来比较困难,要用到数控加工或电火花加工。
型腔3D图2)、型芯的设计本设计中零件结构较为简单,深度不大,但经过对塑件实体的仔细观察研究发现,塑件采用的是整体式型芯。
这样的型芯加工方便,便于模具的维护型芯与动模板的配合可采用6H。
/7P型芯3D图5.4.2 成型零部件工作尺寸的计算成型零部件工作尺寸是指成型零部件上直接决定塑件形状的有关尺寸,主要有型腔和型芯的径向尺寸,型腔的深度尺寸和型芯的高度尺寸,型芯和型芯之间的位置尺寸,以及中心距尺寸等。
在模具设计时要根据塑件的尺寸及精度等级确定成型零部件的工作尺寸及精度等级。
影响塑件尺寸精度的主要因素有塑件的收缩率,模具成型零部件的制造误差,模具成型零部件的磨损及模具安装配合方面的误差。
这些影响因素也是作为确定成型零部件工作尺寸的依据。
由于按平均收缩率、平均制造公差和平均磨损量计算型芯型腔的尺寸有一定的误差(因为模具制造公差和模具成型零部件在使用中的最大磨损量大多凭经验决定),这里就只考虑塑料的收缩率计算模具盛开零部件的工作尺寸。
塑件经成型后所获得的制品从热模具中取出后,因冷却及其它原因会引起尺寸减小或体积缩小,收缩性是每种塑料都具有的固有特性之一,选定ABS材料的平均收缩率为0.5%,刚计算模具成型零部件工作尺寸的公式为:.0=+BBA005式中 A —模具成型零部件在常温下的尺寸B —塑件在常温下实际尺寸成型零部件工作尺寸的公差值可取塑件公差的1/3~1/4,或取IT7~8级作为模具制造公差。
盥料成型:结构成型零部件设计(题库版)1、填空题定位是指保证()按()闭合,以形成所要求的OO正确答案:动、定模;正确的位置:型腔2、问答题那料模常用的材料有哪些类型?举出2~3个钢的牌号。
正确答案:导柱导套:4(江南博哥)5、T8A、TlOA成型零部件:球墨铸铁、铝合金、10、15、20、38CrMoA1.A主流道衬套:45、50、55推杆、拉料杆等:T8、T8A、Tl0、TlOA、45、50、55各种模板、推板、固定板、模座等:45、HT200、40Cr、IOMnIk45MnZ3、填空题塑料模表面处理的方法主要有()、()、()、O、()等,还有调质和氮化等表面处理新技术。
正确答案:淬火;表面淬火;正火;退火;回火4、问答题导柱的结构形式有哪儿种?其结构特点是什么?各自用在什么场合?正确答案:a.带头导柱带头导柱一般用于简单模具的小批量生产b.带肩导柱带肩导柱一般用于大型或精度要求高、生产批量大的模具c.推板导柱与推板导套配合,用于推出机构导向的零件推板导柱有时可作为支承柱和导柱兼用5、填空题从平稳导向出发,导柱之间距离应O,故通常布置在()。
为使导向孔有足够的(),导向孔的孔壁到模板边缘的距离应不得太近,一般要求该距离比导柱半径略大。
正确答案:较远;型腔外侧;强度6、单选女性,41岁。
肝硬化患者,杳体在左肋缘下可触及脾脏,在左肋缘下还可能触及其他肿块。
需与脾脏鉴别的有以下几项,除了()A.肿大的胆囊B.肿大的肝右叶C.增大的左肾D结肠脾曲肿物E.胰尾部囊肿正确答案:A参芍解析:胆囊在右季肋区。
7、判断题锥而定位件能很好的承受型腔向外涨开的力。
正确答案:错8、判断题锥而定位件能很好的承受型腔向外涨开的力。
正确答案:错9、填空题模具失效前所成型的O为模具寿命。
正确答案:合格产品的数量10、填空题一副模具一般要设O导柱。
小型或移动式模具设O导柱就足够了;大中型模具设()导柱,O导柱为常用形式。
正确答案:2~4;2;3~4:411、判断题合模机构都有确保模具按唯一方向合模的措施。
成型零部件常见结构
成型零件在结构上可分为整体式和镶拼式两种。
1.整体式结构
模具成型部分直接在模板上加工而成,
这种结构的成型零件强度、刚度好,不易变形,铸件外观没有模具镶拼痕迹和披缝,表面光洁平整,结构紧凑,模具外形小,便于设置冷却水通道。
但加工困难。
整体式结构一般用于型腔较浅的小型单腔模,结构简单,精度要求不高和压铸合金熔点较低的模具以及铸件批量小不需进行热处理
的模具。
2.镶拼式结构
模具成型部分的型腔、型芯是由镶块镶拼而成。
镶块装入动、定模套板内加以固定,构成动、定模型腔,这种结构在压铸模中广泛应用。
镶拼式结构的复杂型腔表面可用机械加工代替钳工操作,简化加工工艺,提高模具制造质量;可以合理使用优质钢材,降低成本;型腔局部结构改变或损坏时,更换、修理方便;拼接处的适当间隙有利排气。
但镶拼式增加装配工作量和难度,拼缝处易产生披缝,既影响铸件外表质量,又增加除去披缝的工作量,模具的热扩散条件也变差了。
镶拼式结构一般用于型腔较深或较大的模具、多腔模具及成型表面比较复杂的模具。
n镶拼式结构又分为整体镶块式和组合镶块式。
整体镶块式应用较广,几乎已属标准化,它具有整体式的优点,强度、刚度好,不易变形,铸件上无拼缝溢流痕迹,节省优质钢材。