第四章41成型零部件设计凹资料
- 格式:ppt
- 大小:1.22 MB
- 文档页数:21
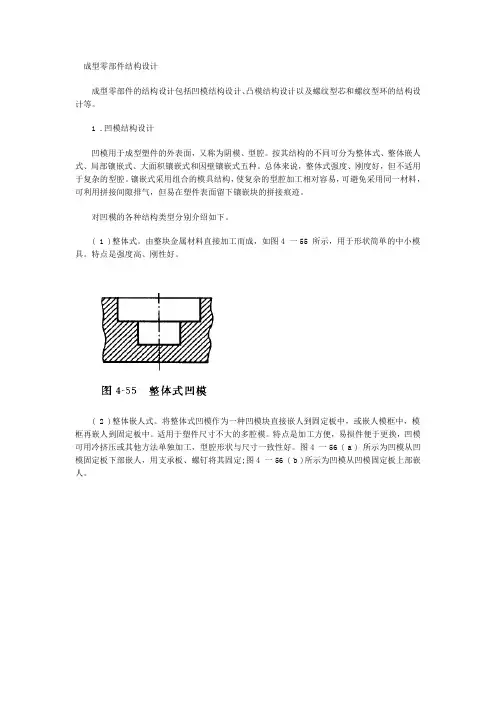
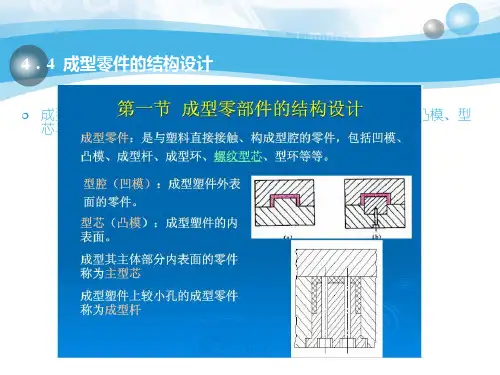
成型零部件结构设计成型零部件的结构设计包括凹模结构设计、凸模结构设计以及螺纹型芯和螺纹型环的结构设计等。
1 .凹模结构设计凹模用于成型塑件的外表面,又称为阴模、型腔。
按其结构的不同可分为整体式、整体嵌人式、局部镶嵌式、大面积镶嵌式和因壁镶嵌式五种。
总体来说,整体式强度、刚度好,但不适用于复杂的型腔。
镶嵌式采用组合的模具结构,使复杂的型腔加工相对容易,可避免采用同一材料,可利用拼接间隙排气,但易在塑件表面留下镶嵌块的拼接痕迹。
对凹模的各种结构类型分别介绍如下。
( 1 )整体式。
由整块金属材料直接加工而成,如图4 一55 所示,用于形状简单的中小模具。
特点是强度高、刚性好。
( 2 )整体嵌人式。
将整体式凹模作为一种凹模块直接嵌人到固定板中,或嵌人模框中,模框再嵌人到固定板中。
适用于塑件尺寸不大的多腔模。
特点是加工方便,易损件便于更换,凹模可用冷挤压或其他方法单独加工,型腔形状与尺寸一致性好。
图4 一56 ( a ) 所示为凹模从凹模固定板下部嵌人,用支承板、螺钉将其固定;图4 一56 ( b )所示为凹模从凹模固定板上部嵌人。
( 3 )局部镶嵌式。
当凹模局部形状复杂,或某一部分容易损坏需要经常更换,常采用局部镶嵌式结构。
如图4 一57 所示,其中,图4 一57 ( a )所示为嵌入圆销成型塑件表面直纹;图4 一57 ( b )所示为镶件成型塑件的沟槽;图4 一57 (。
)所示为镶件构成塑件圆环形筋槽;图4 一57 ( d )所示为镶件成型塑件底部复杂的构形。
( 4 )大面积镶嵌式。
对于底部或侧壁形状复杂的凹模,为了便于加工,保证精度,将凹模做成通孔式的,再镶上底,或将凹模壁做成镶嵌块。
适用于深腔或底部、侧壁难于加工的组合型模具型腔,但各个结合面的研磨、抛光增加了工时.图4 一58 ( a )所示为侧壁和底部大面积镶拼的凹模结构;图4 一58 ( b )所示为底部大面积镶嵌的结构,采用圆柱面配合。
( 5 )四壁镶嵌式。
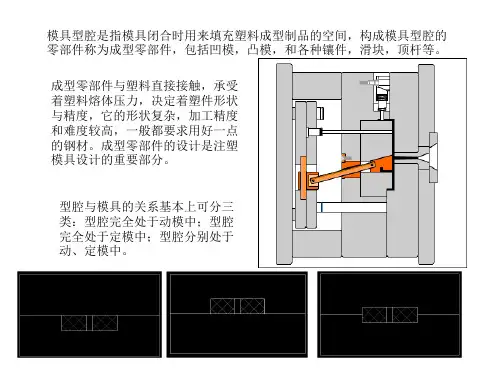
注塑模具结构及设计-4注塑模具结构及设计-43.板材和插件板材是指使用模具制造注塑成型工艺中使用的覆盖模具空腔的零部件。
常见的板材材料有钢板、铜板、铝板等。
板材的选择应根据注塑材料的特性和模具所需的强度、耐磨、导热性等要求进行评估。
板材一般具有以下几个基本结构:-底板:位于模具底部,承受模具自重和注塑机的开合力,一般要求具有较高的强度和硬度;-固定板:用于固定模具上下板,一般在模具底板下方;-滑块板:用于控制模具的滑块运动,一般使用矩形或圆形的板材;-拉杆板:位于固定板的上方,用于固定拉杆,使模具能够承受开合力;-水口板:用于连接冷却水管,帮助模具冷却,一般位于模具顶部。
插件是指模具中用于成品脱模、冷却、定位等功能的零部件。
常见的插件包括:-脱模销:用于辅助脱模,一般位于固定板上;-塞针:用于成品注塑时,将产品直接推出模具或通过顶出器杆将产品顶出模具;-冷却水管:用于通过冷却水冷却模具,提高注塑过程中的生产效率;-定位销:用于使模具各个零部件定位,保证模具装配和使用的精度;-簧片:用于使模具滑块等部件保持在正确的位置,避免产生振动和噪音。
板材和插件的设计应考虑以下几个因素:-强度和刚度:板材和插件需要具有足够的强度和刚度,以承受注塑过程中的力和压力,避免发生变形和损坏;-耐磨性:板材和插件需要具有较高的耐磨性,以便能够在长时间的注塑生产过程中保持良好的工作状态;-导热性:板材和插件应具有良好的导热性,以便能够快速传导注塑材料的热量,提高注塑过程中的生产效率;-具有良好的工艺可行性:板材和插件的设计应具有良好的可制造性和可维修性,以方便模具的制造和维护。
总结:成型零部件是注塑模具中的重要组成部分,包括板材和插件。
设计合理的成型零部件能够保证模具的正常运行,提高注塑过程中的生产效率和产品质量。
在设计成型零部件时,应考虑其强度、耐磨性、导热性和工艺可行性等因素,以便满足注塑材料的特性和模具的使用要求。
目录第一章设计任务书 (2)第二章塑件分析 (2)第三章成型设备的选择与校核 (6)第四章成型零部件的设计与计算 (10)第一节成型零件的结构设计 (10)第二节排气系统 (11)第三节浇注系统 (11)第四节模架的选取 (13)第五章脱模机构的设计 (13)第一节脱模力的计算 (13)第二节推出机构的计算 (15)第六章侧向分型与抽芯机构的设计 (16)第七章合模导向机构的设计 (16)第八章温度调剂系统 (16)第九章注射机参数的校核 (17)第十章模具零件加工 (18)谢辞 (25)参考文献 (25)第一章设计任务书一、目的:本设计是在完成了《塑料成型工艺与模具设计》等专业课后进行的一项重要的教学实践活动,是使学生综合运用所学知识,把握塑料模具设计的方式、步骤和思路;和塑料模具成型零件的制造工艺的编制方式。
二、任务和要求:1.设计一副塑料模具,绘制模具装配图和非标准零件图。
2.说明书。
内容包括:1)产品零件的成型工艺分析和结构分析。
2)必要的计算进程。
3)模具结构的选择分析。
4)模具工作原理(动作)分析;零件制造工艺选择分析(内容包括:本钱经济性、加工精度、加工质量、加工效率等)。
第二章塑件分析一:材料的选择该塑件为玩具。
依照参考资料2《塑料成型工艺与模具设计》,选择其材料为丙烯腈——丁二烯——苯乙共聚物(ABS)工程材料,ABS的介绍如下:⒈大体特性:ABS是由丙烯腈、丁二烯、苯乙烯共聚而成的。
这三种组分的各自特性,使ABS具有良好的综合力学性能。
丙烯腈使ABS有良好的耐化学侵蚀性及表面硬度,丁二烯使ABS坚韧,苯乙烯使它有良好的加工性和染色性能。
ABS无毒、无味,呈微黄色,成形的塑料件有较好的光泽。
密度为~cm³。
ABS有极好的抗冲压强度,且在低温下也不迅速下降。
有良好的机械强度和必然的耐磨性、耐油性、耐水性、化学稳固性和电气性能。
ABS有必然的硬度和尺寸稳固性,易于成型加工。
摘要1此毕业设计课题的名称为“盒盖注塑模的设计”。
2制品材料为:ABS(丙烯腈—丁二烯—苯乙烯共聚物),,此材料有良好的耐化学腐蚀、表面硬度、加工性和染色性。
制品的壁厚、熔料温度对收缩率影响极小。
ABS有较强的抗冲击强度,且在低温下也不迅速下降。
ABS有一定的硬度和尺寸稳定性,易于成型加工,经过调色可配成任何颜色。
3设计的大体过程:本塑件要求采用一模一腔,塑件的尺寸精度有一定的要求,因而对尺寸的计算确定要严谨,浇口套采用点浇口,成型零部件设计采用组合式凹模结构,型芯采用两嵌件推出,其中用螺钉、压板固定,模具的推出机构要与注射机相适应。
为求其型腔维修方便,易拆换,采用组合式型腔。
设计主要零部件时,紧记要求便于制造。
4此制品批量生产,精度要求中等,本设计力求加工过程的成本低,材料消耗少,使模具的结构简单,操作方便,并且要提高加工精度加工质量,大大的缩短加工周期,减少劳动力的投入。
关键词:盒盖,注塑模,塑件材料目录引言 (3)第一章工艺分析…………………………………………………………4-51.1、材料分析 (4)1.2、塑件分析 (5)第二章各零件的尺寸计算及设计.......................................6-22 2.1、型腔数目的确定 (6)2.2、型腔、型芯工作部位尺寸的确定.......................................6-8 2.3、浇注系统的设计...............................................................8-10 2.4、成型零部件设计...............................................................11-12 2.5、推出机构设计..................................................................12-15 2.6、导向机构的设计...............................................................15-17 2.7选用模架..............................................................................17-18 2.8、较核注射机 (19)2.9、主要零部件的设计............................................................19-22第三章试模...........................................................................23-24 第四章小结 (24)参考文献 (25)引言本设计加工的零件是盒盖,如图1所示,它是大批量生产,年产量400万件,它的材料是采用ABS即丙烯腈——丁二烯——苯乙烯共聚物。
第十周第一讲目的和要求:了解注射模具浇口尺寸的计算和浇口的设计原则,学会浇口的位置选择。
简单了解排气和引气系统设计的内容(方式、原则)。
熟悉凹模和凸模的设计。
重点难点:浇口尺寸的计算和浇口的设计原则、浇口的位置选择、凹模和凸模的类型和设计特点4.5.3浇口的设计3. 各种浇口尺寸的计算(1)浇口的横截面积—一般取分流道横截面积的3%-9%,对于流动性差尺寸较大的塑件,其浇口尺寸取较大值,反之取较小值。
浇口长度和其表面粗糙度都一定要求。
见表4-10 各种浇口尺寸计算见表4-11常用塑料的点浇口与侧浇口推荐值(2)保证平衡进料浇口尺寸计算举例—实际生产中,根据计算结果、经验并结合软件模拟确定浇口尺寸。
在加工浇口时先将浇口做得小一些,在试模时根据实际情况增加,直至达到各个型腔均匀进料,同时充满型腔的目的。
具体问题具体分析。
分流道布置有一种非平衡的第一种情况,现作如下分析:1)对分流道横截面大且流程短(d>6mm,L<200mm)的中小型模具,由于分流道内塑料熔体的T、P变化不大,熔体先到离主流道最近的浇口处,进入型腔。
这时分流道尚未充满,其对熔体的阻力比浇口处对熔体的阻力小得多,熔体在浇口处初凝而不再充型。
熔体会继续沿分流道前进直到整个分流道被充满。
当分流道内的熔体压力升高后会首先充满远离主流道的型腔,然后再返回来依次冲开初凝时间较短的浇口。
并依次充满各型腔。
为使各型腔能基本上同时充满,就将靠近主流道的浇口做大些,而远离主流道的浇口做小些,或使靠近主流道的浇口长一些,而远离主流道的浇口短一些。
针对浇口尺寸无有效计算方法,靠试验而定。
2)对分流道比较细长(d<6mm,L>200mm)以及流道中熔体的阻力和温度都不可忽略的大中型模具,T、P降会使远离主流道的浇口难以充型,这时应该将远离主流道的浇口做大些,靠近主流道的浇口做小些,以期实现各型腔同时充满。
如图4-74 分流道横截面较小且流程较长,如果将所有二级分流道和浇口的横截面积设为相同,则靠近主流道的型腔比远离主流道的型腔先充满。
成型零部件结构设计成型零部件结构设计主要应在保证塑件质量要求的前提下,从便于加工、装配、使用、维修等角度加以考虑。
1)、型腔的设计型腔是用来成型制品外形轮廓的模具零件,其结构与制品的形状、尺寸、使用要求、生产批量及模具的加工方法等有关,常用的结构形式有整体式、嵌入式、镶拼组合式和瓣合式四种类型。
本设计中采用整体式型腔,其特点是结构简单,牢固可靠,不容易变形,成型出来的制品表面不会有镶拼接缝的溢料痕迹,还有助于减少注射模中成型零部件的数量,并缩小整个模具的外形结构尺寸。
不过模具加工起来比较困难,要用到数控加工或电火花加工。
型腔3D图2)、型芯的设计本设计中零件结构较为简单,深度不大,但经过对塑件实体的仔细观察研究发现,塑件采用的是整体式型芯。
这样的型芯加工方便,便于模具的维护型芯与动模板的配合可采用6H。
/7P型芯3D图5.4.2 成型零部件工作尺寸的计算成型零部件工作尺寸是指成型零部件上直接决定塑件形状的有关尺寸,主要有型腔和型芯的径向尺寸,型腔的深度尺寸和型芯的高度尺寸,型芯和型芯之间的位置尺寸,以及中心距尺寸等。
在模具设计时要根据塑件的尺寸及精度等级确定成型零部件的工作尺寸及精度等级。
影响塑件尺寸精度的主要因素有塑件的收缩率,模具成型零部件的制造误差,模具成型零部件的磨损及模具安装配合方面的误差。
这些影响因素也是作为确定成型零部件工作尺寸的依据。
由于按平均收缩率、平均制造公差和平均磨损量计算型芯型腔的尺寸有一定的误差(因为模具制造公差和模具成型零部件在使用中的最大磨损量大多凭经验决定),这里就只考虑塑料的收缩率计算模具盛开零部件的工作尺寸。
塑件经成型后所获得的制品从热模具中取出后,因冷却及其它原因会引起尺寸减小或体积缩小,收缩性是每种塑料都具有的固有特性之一,选定ABS材料的平均收缩率为0.5%,刚计算模具成型零部件工作尺寸的公式为:.0=+BBA005式中 A —模具成型零部件在常温下的尺寸B —塑件在常温下实际尺寸成型零部件工作尺寸的公差值可取塑件公差的1/3~1/4,或取IT7~8级作为模具制造公差。