成型零件结构设计
- 格式:pdf
- 大小:5.49 MB
- 文档页数:48
目录前言 (2)第一章玻璃钢的发展与应用 (3)1.1 玻璃钢的发展概况 (3)1.2 玻璃钢应用 (4)第二章成型部工作原理 (4)第三章成型部的设计内容 (5)3.1 送纱装置的设计 (5)3.1.1 送纱过程分析 (5)3.1.2 前纤维梳板的设计 (6)3.1.3 刮胶板与刮胶圈的设计 (6)3.1.4 后纤维梳板的设计 (7)3.2 浸胶装置的设计 (7)3.2.1 浸胶装置的设计原理 (7)3.2.2 浸胶升降气缸的确定 (8)4.1 预成型装置的设计 (9)4.1.1 预成型原理分析 (9)4.1.2 钢芯的选择 (9)4.1.3 钢芯的作用 (9)4.1.4 钢芯座的设计 (9)4.1.5 加热座I的设计 (10)4.2 束纱管及喂纱嘴的设计 (11)4.2.1 束纱管及喂纱嘴的设计的设计原理 (11)4.2.2 束纱管与喂纱嘴的结构设计 (12)4.3 加热座Ⅱ的设计 (12)5.1 成型装置的设计 (12)5.1.1 成型装置设计原理 (12)5.1.2 传动方案的设计 (13)5.1.3 传动比的确定 (16)5.1.4 齿轮的设计 (16)5.1.5 轴的设计 (17)5.1.6 轴强度的校核 (19)5.2 轴承座的选择 (21)5.3 绕纹辊筒的设计 (22)5.3.1 平衡飞轮的设计 (22)5.3.2 绕线转板的设计 (22)5.3.3 加热器III材料的选择及数量的确定 (26)5.4 电刷的设计 (27)6.1 后固化装置的设计 (28)第四章总结 (29)参考文献 (30)致谢 (31)前言近年来,世界上几个工业发达国家和地区都将玻璃钢复合材料列为研究和发展的新材料项目之一,普遍认为这种材料除自身具有的独特性能之外,在加工制造和使用过程中还是一种节能材料。
随着玻璃钢应用领域的扩大,拉挤工艺的不断发展,拉挤玻璃钢制品从小尺寸、形状简单、对称均匀向大型、复杂、非对称的拉挤制品发展,这就对拉挤玻璃钢设备提出了更高的要求。
《塑料成型工艺与模具设计》课程教学大纲课程代号:ABJD0708课程中文名称:塑料成型工艺与模具设计课程英文名称:Thep1astictechno1ogyofmou1danddesignofmou1d课程类型:选修课程学分数:3学分课程学时数:48学时授课对象:材料成型与控制工程专业本课程的前导课程:画法几何及工程制图、材料力学、金属学及热处理、机械制造技术基础等课程。
一、课程简介《塑料成型工艺与模具设计》课程是材料成型与控制专业的一门专业必修课,是主干课之一。
主要研究塑料的成型工艺及其模具设计的一般理性知识,重点掌握注射成型的设计计算方法,达到能独立设计中等复杂程度塑料模具的能力,对气辅注射成型、精密注射模具设计、热流道模具设计等基本知识有所了解。
通过对本课程的学习,使学生掌握塑料的组成及特性,塑料成型工艺的特点,塑料制品结构设计,各种塑料模具的结构、设计原理和设计方法,了解模具制造技术的现状及发展趋势,为学生以后从事有关模具设计打下必要的基础。
二、教学基本内容和要求绪论课程教学内容:塑料及塑料工业的发展、塑料成型在在工业生产中的重要性、塑料模具的分类;塑料成型技术的现状与发展趋势;本课程的任务和学习方法。
课程的重点、难点:本章重点是塑料成型在在工业生产中的重要性、模具与塑料模具的概念;本章难点是模具CAD/CAE/CAM及塑料模标准化的理解。
课程教学要求:了解国内外塑料工业的发展概况;了解塑料成型在在工业生产中的重要性;理解本课程的性质和任务。
第1章高分子聚合物结构特点与性能课程教学内容:树脂与高聚物、聚合物的分子结构特点、高聚物的热力学性能及成型过程中的变化、塑料流变学、塑料粘度的调节、分子定向与定向作用。
课程的重点、难点:本章重点是高聚物的热力学性能及成型过程中的变化、高聚物的结晶、取向、降解的影响;本章难点是结晶、取向、降解的概念的理解。
课程教学要求:掌握树脂与塑料的概念;了解高分子与低分子的区别;掌握高聚物的分子结构与特性;理解结晶与非结晶的区别;掌握高聚物的热力学性能;了解高聚物的加工工艺性能;理解高聚物的结晶、取向、降解的概念。
一、塑件成型工艺性分析1、塑件的分析(1)外形尺寸该塑件壁厚为3mm,塑件外形尺寸不大,塑件熔体流程不太长,适合于注射成型。
(2)精度等级每个尺寸的公差都不一样,有的属于一般精度,有的属于高精度,就按实际公差进行计算。
(3)脱模斜度 ABS属无定形塑料,成型收缩率较小,选择该塑件上型芯和凹模的统一脱模斜度为1度。
2、ABS的性能分析(1)使用性能综合性能好,冲击强度、力学强度较高,尺寸稳定,耐化学性,电气性能好;易于成型和机械加工,其表面可镀铬,适合制作一般机械零件、减摩零件、传动零件和结构零件。
(2)成型性能1)无定型塑料。
其品种很多,各品种的机电性能及成型特性也各有差异,应按品种来确定成型方法及成型条件。
2)吸湿性强。
含水量应小于0.3%(质量)。
必须充分干燥,要求表面光泽的塑件应要求长时间预热干燥。
3)流动性中等。
溢边料0.04mm左右。
4)模具设计时要注意浇注系统,选择好进料口位置、形式。
推出力过大或机械加工时塑件表面呈白色痕迹。
(3)ABS的主要性能指标其性能指标见下表ABS性能指标密度/g ·3cm 1.02~1.08 屈服强度/MPa 50 比体积/13-∙g cm0.86~0.96 拉伸强度/MPa 38 吸水率(%) 0.2~0.4 拉伸弹性模量/MPa 1.4×310熔点/C ο 130~160 抗弯强度/MPa 80 计算收缩率(%) 0.4~0.7 抗压强度/MPa 53 比热熔/1)(-∙∙C kg J ο1470弯曲弹性模量/MPa1.4310⨯3、ABS 的注射成型过程及工艺参数 (1)注射成型过程1)成型前的准备。
对ABS 的色泽、粒度和均匀度等进行检验,由于ABS 吸水性较大,成型前应进行充分的干燥。
2)注射过程。
塑件在注射机料和筒内经过加热、塑化达到流动状态后,由模具的浇注系统进入模具型腔成型,其过程可分为充模、压实、保压、倒流和冷却五个阶段。

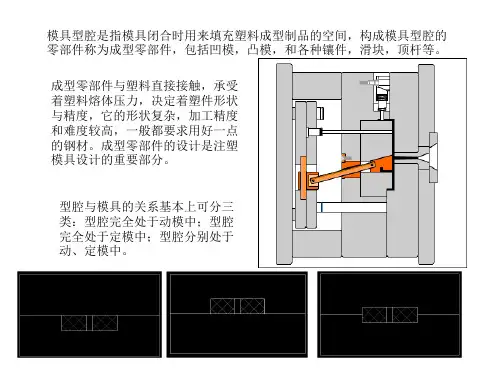
盥料成型:结构成型零部件设计(题库版)1、填空题定位是指保证()按()闭合,以形成所要求的OO正确答案:动、定模;正确的位置:型腔2、问答题那料模常用的材料有哪些类型?举出2~3个钢的牌号。
正确答案:导柱导套:4(江南博哥)5、T8A、TlOA成型零部件:球墨铸铁、铝合金、10、15、20、38CrMoA1.A主流道衬套:45、50、55推杆、拉料杆等:T8、T8A、Tl0、TlOA、45、50、55各种模板、推板、固定板、模座等:45、HT200、40Cr、IOMnIk45MnZ3、填空题塑料模表面处理的方法主要有()、()、()、O、()等,还有调质和氮化等表面处理新技术。
正确答案:淬火;表面淬火;正火;退火;回火4、问答题导柱的结构形式有哪儿种?其结构特点是什么?各自用在什么场合?正确答案:a.带头导柱带头导柱一般用于简单模具的小批量生产b.带肩导柱带肩导柱一般用于大型或精度要求高、生产批量大的模具c.推板导柱与推板导套配合,用于推出机构导向的零件推板导柱有时可作为支承柱和导柱兼用5、填空题从平稳导向出发,导柱之间距离应O,故通常布置在()。
为使导向孔有足够的(),导向孔的孔壁到模板边缘的距离应不得太近,一般要求该距离比导柱半径略大。
正确答案:较远;型腔外侧;强度6、单选女性,41岁。
肝硬化患者,杳体在左肋缘下可触及脾脏,在左肋缘下还可能触及其他肿块。
需与脾脏鉴别的有以下几项,除了()A.肿大的胆囊B.肿大的肝右叶C.增大的左肾D结肠脾曲肿物E.胰尾部囊肿正确答案:A参芍解析:胆囊在右季肋区。
7、判断题锥而定位件能很好的承受型腔向外涨开的力。
正确答案:错8、判断题锥而定位件能很好的承受型腔向外涨开的力。
正确答案:错9、填空题模具失效前所成型的O为模具寿命。
正确答案:合格产品的数量10、填空题一副模具一般要设O导柱。
小型或移动式模具设O导柱就足够了;大中型模具设()导柱,O导柱为常用形式。
正确答案:2~4;2;3~4:411、判断题合模机构都有确保模具按唯一方向合模的措施。