第六章:领子的结构设计
- 格式:doc
- 大小:1.57 MB
- 文档页数:27

4.领子结构制图与样板服装局部结构制图服装工程系王丽霞一、领子结构制图与样板服装局部结构制图领子的概念领子是脖颈周围的装饰物,是衣服的重要组成部分。
领子的形状既要符合人的脸形,又要符合人的脖颈状态。
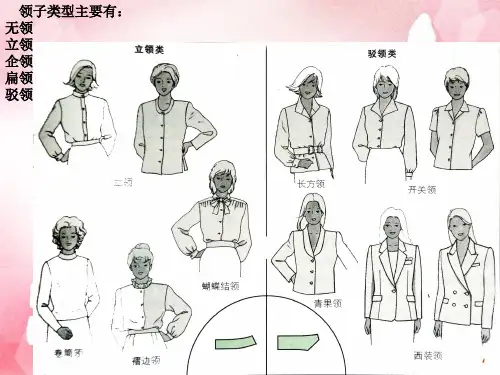
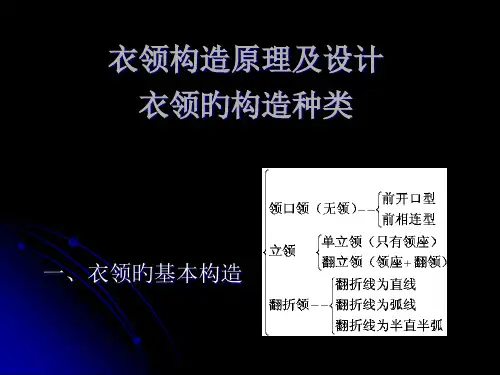
一、领子结构制图与样板领子领型分类有领领型无领领型立领蝴蝶结领西服领翻领平领按绱领线领子的分类图领后中心立领蝴蝶结领西服领翻领平领立领蝴蝶结领西服领平领翻领(一)平领的概念平领几乎没有领座,或领座很低,(领座在1~1.2cm之内),沿领口线平翻的领子的总称。
根据领宽、领子的形状、领口线的变化,可以设计制作出各式各样的平领,从童装到女装被广泛应用。
平领一族(二)平领制图1.分析款式图,设计前后身片领口线。
2.确定前后身片肩端点处重叠的分量。
3.画领子绱领线。
4.确定平领宽度;设计平领形状;画领子外围线。
5.标注领子的纱向、名称和合印记号。
(二)平领制图(三)样板制作1.表领样板制作表领样板在净样板的基础上四周放1cm的缝份。
12.里领样板制作里领样板在净样板的基础上四周放0.8cm的缝份。
(三)样板制作0.80.8(三)样板制作3.表领衬布样板制作比表领样板缝份小0.3cm4.里领衬布样板制作比里领样板缝份小0.3cm正面背面练习:根据款式使用女子原型绘制一款平领造型的结构制图。
比例要求:1:4小结结构制图1.根据款式要求设计前后身片领口线。
2.掌握前后身片肩端点处重叠份量的规律。
(人体肩的状态、领子外围呈现的不同状态)3.理解平领绱领线的绘图原理。
4.结合领子宽度的变化、领子外围形状的变化、领子外围状态的变化设计出丰富多彩的平领造型。
样板制作1.理解表领样板制作原理及规律。
2.掌握平领的表、里领表布样板以及表、里领衬布样板的制作过程。
正面背面作业:根据款式绘制一款平领造型的结构制图。
要求:使用女子原型绘制1:1大图。
初学纸样必读—领子结构设计与衣袖结构设计领子分类衣领按结构可分为·关门领–翻折领–立领·单立领·翻立领拨折领花式领–领口领:不装领,以领口造型命名如方口领、鸡心领等–连身立领:领子与衣身相连单立领结构设计·立领的基本形式是不带任何变化的直条,但因人体的颈脖形状近似为圆台形,这样必然与颈部形成距离而不服贴,因此必须对立领结构作上小下大的圆台形处理。
翻立领结构设计方法分领座翻立领结构设计方法披领结构设计·披领实际上是一种领座很低(甚至为零)的翻折领,二者无明显界限。
·较实用的结构设计方法是前后片重叠制图法,关键是重叠量的确定。
拨折领结构设计拨折领是领型结构中最富有变化、用途最广也是最为复杂的一种拨折领具有所有领型结构的综合特点西装领青果领倒伏量的确定·一般拨折领:拨折止点在腰节线上,领座宽3.0㎝,领面宽4.0㎝,有领嘴,则倒伏量为2.5㎝。
·当拨折止点明显上升时倒伏量应适当增大。
·当领面宽与领座宽的差值较大时倒伏量应适当增大。
·无领嘴时倒伏量应适当增大。
·面料弹性较好时倒伏量可适当减少袖山结构设计的要点1、袖山高与袖宽的比例要合乎服装的功能和造型要求2、袖山的形状和长度应和袖窿存在正确吻合的对应关系袖口线结构·袖口<袖肥,则袖口线应为内凹弧线·袖口>袖肥,则袖口线应为外凸弧线·袖口=袖肥,则袖口线应为直线合体的一片袖结构·合体的一片袖结构可以通过袖口收省或袖肘收省的方法来实现1、袖口收省的一片袖结构2、袖肘收省的一片袖结构一片袖的变化结构·一片袖的变化结构相当丰富,如泡泡袖、灯笼袖、喇叭袖、花瓣袖等二片袖结构设计·二片袖是比较合体的袖型,常用于职业装、西装等比较注重造型的服装一般二片袖连肩袖结构设计插肩袖结构设计。
第六章:领子的结构设计第一节:领子的概述一、领子的分类(一)无领(二)立领(三)翻领(四)企领二、领口线的设计第二节:常见领型的结构原理与变化一、立领结设计原理与制图(一)立领结构设计原理(二)立领制图(三)立领的变化与运用二、翻领的结构设计原理与制图(一)翻领结构设计原理(二)翻领结构制图(三)翻领的变化与运用三、企领结构设计原理与制图(一)企领结构设计原理(二)企领制图(三)企领的变化与运用四、坦领的结构设计原理与制图(一)坦领的结构设计原理(二)坦领制图(三)坦领的变化与应用五、荡领的结构设计原理与制图(一)荡领的结构设计原理(二)荡领制图(三)荡领的变化与应用第三节:领子制图案例分析与应用第六章领子的结构设计第一节领子的概述衣领是服装的主要部件之一,与人体的脖子和肩部相接触,是服装设计的主要部位。
衣领的款式繁多,其结构也随衣领款式的变化而改变。
在衣领结构设计制图时,要充分考虑到领子款式、人体体形、个人审美心理、人体卫生学和运动特点等方面内容。
衣领的分类方法很多,从实用角度看,领子可分为无领、立领和翻领等基本领型。
其它领型则以无领、立领或翻领为基础进行变化制图,也可以运用剪切、展开、抽褶和收省等手法进行领子变化制图。
一、领子的分类(一)无领无领是领子结构设计中最简单的领型之一,无领的变化主要表现在衣片领口线的处理。
无领在春、夏服装、内衣和礼服设计中使用较多,无领经常与首饰、丝巾、衬衣、毛衣等服饰搭配穿用。
无领的造型丰富,常见的无领有圆领、一字领、方领、“V”字形领、“U”字形领和花式领等。
(二)立领立领是指立着的领子,也称为竖领,其结构变化以人体颈部的造型为依据。
立领按其穿着状态可分为合体型立领、外张型立领和直立型立领三类。
1、合体型立领如图6-1所示,合体型立领与颈部的造型保持一致,为截面圆锥体。
旗袍领是典型的合体型立领,该领型的平面展开图为截面的扇形。
2、外张型立领外张型立领与合体型立领的造型正好相反,其外形为倒立的截面圆锥体。
领子的结构制图立领结构制图立领结构制图可分为贴领式立领、离领式立领、偏离式立领,均是由领窝向上直立的领型。
由于人体领部前倾,前下颌向前探出,因此领子一周高度不宜相等,最好后领宽高于前领宽。
一般情况下,立领高度最低不小于1CM,最高不超过人体眼睛部位,女装最佳3~5CM,也有特殊款式的扇形领,前低后高至脑后超过头顶,贴颈式立领、离颈式立领、偏离式离领,均由改变领脚线的曲度、方向及大小所形成。
离领式立领近似于圆柱体,展开呈矩形,着装后领子在颈根部适体,在颈中部有较大空隙量,见图。
离颈式立领形成需要领脚线长度和立领高度两个数据,领脚线长度为领圈长度,立领高度,一般女装为3~5CM。
离颈式立领高度在超过下颏时要考虑加大领口弧线长度,使领子上口适体。
如果领上口线高度在人体颈部正常部位时,领子高度变高需要改变领脚线曲度。
贴颈式立领领上口线长度小于领脚线长度,着装后领子比较适合脖颈中部细处,。
传统制作领子结构制图的方法有两种,一是将直条领压叠1。
2~1。
5CM,画顺形成,见图。
二是用角度计算领脚线曲度方法求出,从领子外效果看,采用以上两种方法制作的立领容易出现领子在两侧肩颈点处压迫脖颈以及前止口与领子前领嘴不平行三、正装圆袖结构制图圆袖也称为西服袖,为两片袖结构。
一般在正装、西装、职业装、礼仪装等结构中使用。
现代品牌服装要求袖山头前圆后登,袖肘有弯势,袖子与衣身贴体程度强。
在两片袖制图时,一般采用单独制图方法,这种方法打制的袖子不能达到袖山深浅与BL线水平时袖子,在衣身的前后位置正,需要移动袖中线前后位置与SP点的对位,来调整袖子与衣身的位置。
事实上,这样已经破坏了衣袖的丝缕平衡以及袖山截面与袖窿截面形状的对位。
为了达到衣袖丝缕平衡、袖山吃势量合理、袖子服贴、袖低无多余皱纹,我们采用最新的袖子制图方法,按转移省后的袖窿进行袖子结构制图。
目前,在袖子结制图中,也有采用在袖窿基础上进行袖子制图的方法,但袖子效果往往不佳,主要原因是在没有转移省前的袖窿基础上进行袖子结构制图。
第六章:领子的结构设计第一节:领子的概述一、领子的分类(一)无领(二)立领(三)翻领(四)企领二、领口线的设计第二节:常见领型的结构原理与变化一、立领结设计原理与制图(一)立领结构设计原理(二)立领制图(三)立领的变化与运用二、翻领的结构设计原理与制图(一)翻领结构设计原理(二)翻领结构制图(三)翻领的变化与运用三、企领结构设计原理与制图(一)企领结构设计原理(二)企领制图(三)企领的变化与运用四、坦领的结构设计原理与制图(一)坦领的结构设计原理(二)坦领制图(三)坦领的变化与应用五、荡领的结构设计原理与制图(一)荡领的结构设计原理(二)荡领制图(三)荡领的变化与应用第三节:领子制图案例分析与应用第六章领子的结构设计第一节领子的概述衣领是服装的主要部件之一,与人体的脖子和肩部相接触,是服装设计的主要部位。
衣领的款式繁多,其结构也随衣领款式的变化而改变。
在衣领结构设计制图时,要充分考虑到领子款式、人体体形、个人审美心理、人体卫生学和运动特点等方面内容。
衣领的分类方法很多,从实用角度看,领子可分为无领、立领和翻领等基本领型。
其它领型则以无领、立领或翻领为基础进行变化制图,也可以运用剪切、展开、抽褶和收省等手法进行领子变化制图。
一、领子的分类(一)无领无领是领子结构设计中最简单的领型之一,无领的变化主要表现在衣片领口线的处理。
无领在春、夏服装、内衣和礼服设计中使用较多,无领经常与首饰、丝巾、衬衣、毛衣等服饰搭配穿用。
无领的造型丰富,常见的无领有圆领、一字领、方领、“V”字形领、“U”字形领和花式领等。
(二)立领立领是指立着的领子,也称为竖领,其结构变化以人体颈部的造型为依据。
立领按其穿着状态可分为合体型立领、外张型立领和直立型立领三类。
1、合体型立领如图6-1所示,合体型立领与颈部的造型保持一致,为截面圆锥体。
旗袍领是典型的合体型立领,该领型的平面展开图为截面的扇形。
2、外张型立领外张型立领与合体型立领的造型正好相反,其外形为倒立的截面圆锥体。
因此,该领型的制图方法与合体型立领的制图方法正好相反,如图6-1所示,合体型立领的制图是向上起翘,而外张型立领的制图是向下弯曲。
3、直立型立领直立型立领的外造型为圆柱体,圆柱体的平面展开图为长方形。
如图6-1所示,该领型制图以长方形为基础进行变化。
(三)翻领驳折线将翻领分为翻领和领座两部分,翻领的宽度要大于领座的宽度,翻领制图的关键在于翻领与领座间夹角的控制和翻领底口弧线的变化,同时还需要考虑翻领与领座的比值;基点的位置;止口点的位置;肩斜的大小;面料的厚薄等。
(四)企领企领是翻领的一种形式,翻领可以是翻领和领座连在一起,也可以是翻领和领座分开成两片,分开成两片的翻领人们习惯称之为企领,也就是男衬衫领。
二、领口线的设计领口线的设计主要表现在功能性和装饰性两个方面,下面以无领的领口线为例进行分析,其它领型的领口线设计在以后的章节中介绍。
1、圆领(图6-2)圆领以脖根的自然形状为基础,顺势连接成圆形。
圆领能使穿着者的面部显得丰满、圆润和可爱。
圆领能表现自然、随意和休闲的设计理念。
领窝开得越大,越显得开放、自然,反之,领窝开得越小,越显得严谨、成熟和保守。
该领型不适合较圆的脸形。
2、一字领(图6-3)一字领的领型呈水平直线或水平弧线状,如同汉字的“一”。
由于该领型呈水平状,所以该领型显得稳重、端庄、成熟,是婚纱礼服常用的领型。
该领型不适合脸形较短的人。
3、“V”字形领(图6-4)“V”字形领的领型如同英文字母中的“V”,该领型呈倒三角形,在数学里,倒三角形是最不稳定的几何图形,因此,“V”字领给人的感觉是运动、活泼、向上、成功和有活力。
该领型不适合脸形较长或较瘦的人,在视觉上,该领型能将人的脸形拉长。
4、方领(图6-5)方领的领型呈方型,领线以直线为主,该领型给人的感觉是简洁、大方、硬朗、方正。
该领型不适合脸形较方的人,对脸形较圆的人具有美化作用。
5、“U”字形领(图6-6)“U”字形领是方领的变化型,领线以弧线为主,该领型既保留了方领的简洁、大方等特点,同时又显现出温柔、自然等特点。
该领型适应面较广。
6、花式领花式领以圆领、“一”字领、“V”字形领、方领、“U”字形领为基础,在领口线上运用曲线、折线、花边、收褶、收省等手法变化领型,形成花式领。
花式领的变化丰富,是无领结构设计中最复杂的领型。
图6-7中所示的花式领,以“V”字形领为基础,在领口线上运用波浪线进行结构变化。
制图要领:无领的领口线在制图时首先要增大前、后领口深和前、后领口宽的值,尤其是夏季的无领服装,夏季无领服装的后领口深要大于4cm,领口宽要比衣片原型的领口宽左右各增大2cm以上,这样才能保证无领服装在穿着时不会勒着脖子,保证穿着的舒适度。
其次是,无领领口线要根据穿着者的脸型和胖瘦进行设计,例如,在给圆领推板时,号型中的型越大,说明穿着者越强壮或越肥胖,这种号型推板时要将圆领拉长,从视觉上将胖脸型拉长,同时将圆领的领宽适当减小,使得脖子看起来没有实际的脖子那么粗。
第二节常见领型的结构原理与变化一、立领结构设计原理与制图(一)立领结构设计原理人的脖子如同截面圆锥体,截面圆锥体的平面展开图是合体型立领的基本制图。
图6-8中的A图为截面圆锥体,B图为截面圆锥体的平面展开图。
A图中的α角为立领的倾斜角度。
正常情况下,脖子的倾斜角度为9°左右。
假设,截面圆锥体底边周长为L,立领的倾斜角度为α,求取θ角:从图6-8中可知:r L π2=,︒=90sin sin R r α, RL πθ2360︒⋅= ∴ααπππθsin 360sin 236022360⋅︒=⋅︒⋅=︒⋅=r r RL正常情况下,合体型立领的倾斜角度小于9°,外张型立领在没有辅助材料的作用下,其倾斜角度小于15°。
所以,θ角与α角之间的关系可以简化为:παθ2≈说明:当α角大于20°时,上述公式不能转换,否则,两个公式所计算的值会相差很大。
由此可知:αβ5.1≈,αγ3≈为了制图方便,我们需要将角度转换为数值。
表6-1是图6-8中β角对应的x 值,表6-2是图6-8中γ角对应的y 值。
表6-1 单位cm备注:1、假设,N /2=19cm (正常成年人的颈围在31~40cm ,男子中间体的颈围为37cm ,女子中间体的颈围为34.6cm ,成衣领围放松量一般大于3cm ,所以,成衣中间体的领围采用38cm 进行计算)。
2、采用公式:βtg x ⋅=19技术要领:表6-1中显示,当N /2=19cm 时,α角增加或减少1°,x 的值则增加或减少0.5cm 。
表6-2 单位cm 备注:1、假设,b=4cm (b 为领座)。
2、采用公式:γsin 4⋅=y技术要领:表6-2中显示,当b=4cm 时,α角增加或减少1°,y 的值则增加或减少0.2cm。
(二)立领制图下面运用立领结构设计原理,剖析立领制图的技巧。
1、旗袍领(图6-9)旗袍领是典型的合体型立领。
该领型制图要领:首先确定α角的大小,根据款式需要可以任意设定α角的大小,但不能大于7°。
旗袍领的α角一般设定为4°左右。
当N/2=19cm时,根据α角确定β角对应的x值为2cm,如果,N /2≠19cm,则参考图6-9进行截取。
然后,根据α角确定γ角对应的y值为0.8cm,如果,b≠4cm,则参考图6-9进行截取。
当b=4cm,y=0.8cm时,领子前中心线处相接;当b=4cm,y<0.8cm时,领子前中心线的上端会重叠;当b=4cm,y>0.8cm时,领子前中心线的上端会分开。
2、外张型立领(图6-10)该领型的造型与合体型立领的造型相反,它们制图方法一致,领子起翘方向却相反。
具体制图方法参照旗袍领。
(三)立领的变化与运用1、装领线的变化领子装领线也称为底领弧线,前面已经分析过三种类型的立领装领线,这些立领装领线的变化比较单一。
6-11是变化型立领与合体型立领装领线的比较,合体型立领的装领线是截面圆锥体展开形成的曲线,而变化型立领则将截面圆锥体的后半部分调整为斜面圆柱体,形成复合造型的立领(图6-11)。
调整后的立领在装领线上也进行了复合设计,装领线前半部分为截面圆锥体的展开图;后半部分为斜面圆柱体的展开图。
装领线的这种变化在衬衫领和翻领制图中使用较多。
这种装领线经过调整后,领子的后中心线处开始远离脖子,方便了脖子的运动,但领子不合体。
技术要领:图6-11中的h是复合型装领线设计的主要依据。
当h值越大时,领子后中心线处越远离脖子;当h值越小时,领子后中心线处越贴近脖子。
2、连衣立领连衣立领是指立领与衣片相连。
连衣立领充分利用省道完成制图。
图6-12是连衣立领常见的几种形式。
技术要领:首先要保证领子上口的围度大于脖子的围度,解决的办法是增大衣片上领宽和领深的值。
然后要根据立领的结构原理分析立领的翘势,翘势越大,领口越贴近脖子;没有翘势,领子呈直立型立领。
最后还要考虑连衣立领和衣片要留有充足的缝份。
二、翻领的结构设计原理与制图(一) 翻领结构设计原理翻领是领子制图中最难的一种领型。
图6-13显示,由于肩斜线的存在,且翻领大于领座,因此,在肩斜线处,翻领与领座间产生夹角θ。
在翻领制图中,θ角习惯被人们称为翻领倒伏量或翻领困势。
从图6-13中可知θ角的计算方法:)62sin(118sin θ-︒=︒ba公式中的a 为翻领;b 为领座。
根据公式,可以计算出翻领与领座对应的θ角(表6-3)。
表6-3 翻领倒伏量(困势)的角度变化 单位:cm2 3 4 5 6 7 8 9 10 11 12 13 14 151 36° 45° 49° 52° 54° 55° 56° 56° 57° 57° 58° 58° 58° 59°2 26° 36° 41° 45° 47° 49° 51° 52° 53° 54° 54° 55° 55°3 21° 30° 36° 40° 43° 45° 47° 48° 49° 50° 51° 52°4 17° 26° 32° 36° 39° 41° 43° 45° 46° 47° 48°5 15° 23° 29° 33° 36° 38° 40° 42° 44° 45° 613° 21° 26° 30° 33° 36° 38° 40° 41°aθ b7 11° 19° 24° 28° 31° 34° 36° 38°使用表6-3时,如果设定的翻领和领座值在表中找不到,可以用求平均值的方法计算θ角的角度。