注塑模具设计:斜销设计
- 格式:doc
- 大小:216.91 KB
- 文档页数:4

8.2.1 斜销的尺寸及安装形式
斜销的形状及J4寸如图8—19所水,在设计倾斜角。
、团定长度L1和今长L时应根据
斜销的安装形式如图8—2()所示。
图中建为斜销的直径,它与导向孔之间应保持o.5一
1.oM的间陈,“为斜销的倾斜角,‘为抽拔距。
钽电容斜销与滑块导向孔之间采用较大的间隙是
因为斜销只起驱动滑块的作用,滑块运动的平稳件由导滑槽与滑块之间的配合精度保证,滑块的最终位置由楔紧块保证,斜销与滑块导向孔之间的较松配合有利于滑块灵活运动。
确定斜销的倾斜角e时要兼顾抽拔距以及斜销所受的弯曲力,通常采用15。
一20”,一般不大于25。
8.2.2斜销工作参数的确定
斜销的工作参数除了倾斜角a外
行程H。
1.抽芯力和拍芯距的计算
将侧向活动型芯从制品中抽出所需的动力称为抽芯力。
抽芯力的计算与第7章脱模力的计算相同,请参考式(7—2)。
将活动型芯从成型位肖抽至不妨碍制品脱模位置所移动的距离称为抽芯距。
如图8—21 所示的‘,通常抽心距,可取为侧7L或侧凹的深度加2—5mm、也可按下式计算
4.科销长度和最小开模行程的计算
如图8—23所尔,AVX斜销的长度根据活动型芯的拙芯距‘、斜销的大端直径D、倾斜角。
以及定模板厚度A来确定.其计算公式为
wxq$#。

模具斜顶(斜梢)的设计,这次搞透彻了!模具斜顶又名斜梢,斜顶是以港资模具厂为主的珠三角地区模具行业的惯用说法,是模具设计中用来成形产品内部倒钩的机构,适用于比较简单的倒钩情况。
七种顶出机构一﹐推块顶出机构平板状带凸缘的塑件﹐如用推板顶出会粘附模具时﹐则应使用推块顶出机构。
因推块是形腔的组成部分﹐所以它应具有较高的硬度和较低的表面粗糙度。
它的复位形式有两种:一种是依靠塑料压力﹐一种是采用复位杆。
二.利用成型零件顶出机构有些塑件由于结构形状和所用塑料关系﹐不宜采用顶杆﹐顶管﹐推板﹐推块等顶出机构﹐此时可采用成型镶件或凹模带出塑件。
前面讲的推块出属于成型镶块顶出机构。
三.多组件综合顶出机构它是指将前面所讲的几种顶出机构综合起来实现顶出的目的。
常用的有顶杆加顶板﹐顶管加顶板四.气压脱出机构使用气压脱模要设置压缩空气通路和气门﹐加工较简单﹐适用于轻的﹐薄的软性塑料脱模。
五.斜滑块脱出机构当塑件上具有与开模方向不同的内外侧孔或侧凹等阻碍塑件直接脱模时﹐必须采用斜滑块脱模机构。
即将成型侧孔或侧凹的零件做成活动的型芯。
在塑件脱模时先将活动型芯抽出﹐再从模中顶出塑件﹐完成活动型芯抽出和复位的机构叫做抽芯机构。
六.弯销分型与抽芯机构其原理和斜导柱抽芯机构一样,所不同的是在结构上以矩形断面的弯销代替了斜导柱.它的优点是斜角可以做大一些.七. 斜导槽分型与抽芯机构<一>﹑斜頂的設計方法及各尺寸的確定﹕1.由產品的形狀確定出抽芯距﹕S抽=S倒勾 (2~3)mm。
2.根據頂出行程﹐計算斜頂的角度α(tgα= S抽/ S頂)﹐α值不宜過大﹐若太大斜頂所受的彎曲力較大﹐極容易導致斷裂﹐一般取3≦α≦8˚。
3.確認斜頂的基准P點在模具中的位置取整數。
4.確認斜頂的厚度L1﹐L1根據實際情況而定﹐但此值不宜過小﹐否則斜頂的強度不能保証。
5.斜頂與模仁之間的靠破距離H一般取5~10mm(依模仁厚度而定)。
<二>﹑設計過程注意的問題﹕1.斜頂在頂出產品時不能損害產品的其它部位。


斜銷的機構動作與設計要項滑塊是為了解決倒勾 (undercut) 而發展的模具機構,其基本原理是將模具開閉的垂直運動,轉向成水平運動。
斜銷與滑塊最大的不同,在於其動作的驅動力來自於頂針板的動作,而非如滑塊般利用公母模板開關的動作。
由於斜銷必須利用頂針板的驅動動作,因此斜銷的設計會與頂針行程有關係,而這也是斜銷設計與滑塊設計最大的不同點。
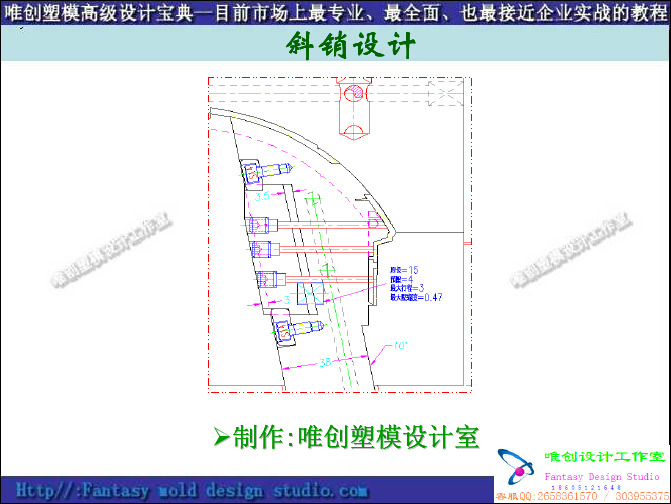
斜銷機構由下列幾項基本機構加以組合而成各項機構詳細說明如下成斜銷本體斜銷導位以 Pin固定斜銷頂桿斜銷滑塊斜銷機構設計參數設計重點:斜銷基本上屬於頂出系統的一種變形,因此斜銷設計第一考量為頂出行程EJH 。
頂出行程要考慮三個要項:1、 頂出行程EJH 必須能夠將成品頂出分模面,因此其距離必須大於成品高度H2、 頂出行程不能太長,太長的話會讓斜銷掉出模具。
因此實際頂出行程 EH 必須小於斜銷高度。
為了安全,設計者可以在頂針板上安裝限位塊,確保頂出時其頂出距離只有 EH 。
3、 頂出行程配合斜銷角度,必須能夠讓成品倒勾位脫離模具,因此實際頂出距離EH * tan(斜銷角度 θ) 必須大於倒勾行程S4、 為了確保成品頂出時斜銷留在模具內的距離足夠長,不會讓斜銷脫離模具,因此斜銷高度 LH 至少要是成品高度 H 的兩倍LH >= 2H > EH > H EH * tan θ > S成品高 H斜銷高 LH斜梢角度 θ頂出行程 EJH實際頂出距離EH 限位斜銷的各種變形1、斜頂(基本型)設計斜銷時,必須在頂針板安裝斜銷滑塊,相對的在頂針板上會佔用較大的位置。
但是,某些產品由於倒勾處較多,如果一一安裝的話頂針板的空間會不足以安放斜銷滑塊,因此產生如下圖的變形設計。
成型斜頂的設計,基本上是將原本位於頂針的斜銷滑塊改做在斜銷本體上,如此可以減少在頂針板上的加工。
但是,設計上考量的重點會相對增加。
另外,由於斜頂機構在頂出及退回時會在斜銷滑塊位施加極大的應力,在斜銷滑塊位會比較容易損壞。

斜銷一、設計原理:斜銷是倒勾處理的一種方式,利用斜銷在運動方向的水平分量來實現抽芯,借助頂出板回位來進行復位動作的一種機構。
此種機構不僅可以成型,也可用來產品頂出、特殊產品可防粘母模(如下圖在公、母模打開未頂出之前因有斜銷拉住產品,產品不會粘母模)、體積小。
其缺點為斜銷不方便調節、(因斜銷高度已固定,頂針高度需根據斜銷高度去調解,在無斜銷的情況下,可直接由STP來調解頂針的高度。
)當有卡死現象時不方便修模。
二、使用時機:成品有倒勾,如果一些成品倒勾滑塊與斜銷都能成型,優先使用滑塊機構,因滑塊機構比斜銷的穩定性要強。
對於一些產品內倒勾隻能使用斜銷抽芯。
具體使用場合依實際情況而定。
三、斜銷參數設計1、斜銷行程=成品倒勾距離+縮水量(一般不做考量)+安全值(1mm~3mm)。
2、斜銷角度:tga=斜銷行程/頂出行程(tg值參照下表)角度設計原則:在條件允許的情況下,角度與頂出行程盡可能小。
因為斜銷角度越大,備料尺寸也越大廢料較多、也不利於加工。
角度Tg值角度Tg值2°0.03 12°0.214°0.07 14°0.255°0.09 15°0.276°0.11 16°0.298°0.14 18°0.3210°0.18 20°0.36四、斜銷種類1、依斜銷形狀可分為:整體式斜銷、雙節式斜銷。
2、依模具結構可分為:公模側斜銷和母模側斜銷。
五、整體式斜銷設計方法 1、確定斜銷行程及斜銷角度;2、檢查後退方向是否正確,有無幹涉,後退時如有幹涉,適情況而定可減小行程,或採用讓位拆法;如右下圖一所示斜銷與BOSS 孔幹涉,將斜銷做讓位處理如下圖二。
3、斜銷頂部偷料0.05mm~0.1mm ,以免斜銷在運動時拉傷產品。
4、斜銷強度(以下斜銷寬度隻做參考,具體尺寸依實際情況設計)模座規格 W1300*300以下 W1最小6 300*300-500*500 W1最小8 500-700 W1最小10 700以上14以上5、引導塊對斜銷起一個導向作用,在設計高度時需視情況而定,特別是斜銷的大小。
斜銷設計一、基本計算
1.抽芯距离(行程): S=倒勾+(1---2)mm余量
2.斜度a: tga=S/H H:頂出行程 a要取整且一般 2≦a≦12∘
二、分模線設計
1.基本分模(如圖
2.1圖2.2)
2.R角處理(如圖2.3)
3. 干涉一: 行程空間不足(如2.4),
解決方案: (1)成品切肉或移位;(建議客戶)如圖2.5
(2)將斜銷厚度取小;(保証強度)
(3)改變抽芯的方向.(行程加長)如圖2.6
4. 干涉二: 沿抽芯方向,成品有下降弧度
解決方案: (1)成品切肉; (建議客戶)如圖2.7
斜銷座底部做斜度b, 使斜銷延時頂出.如圖
: b≧a∘,c≧b∘,
5. 模角≧2 因斜銷抽芯力較小,脫模困難∘
三、斜銷与公模仁配合
1.基本配合(如圖3.1). 公模仁線割斜孔
2. 模仁拆入子(如圖
3.2).
當公模仁太厚(如>150mm) 則線割加工精
度(絲彎曲)降低,加工時間長,
及穿絲孔難鑽,應考慮拆入子.
3. 增加導向
當斜銷較寬或模仁(導向)斜面太短,頂出
時斜銷會向成品側頃斜,使設
計行程變短,脫模困難.應增加導向.形式有:
1. 側(單)面加T 形鉤;
2. 背部加鉤或燕尾槽;
四、公模板偷孔
要點;(1) 优先打圓孔,其次方孔, 然后
异
形穴;
(2) KP 偷孔大小與位置用雙截面
法檢查(如圖4.1);
(3)偷孔在組立平面圖上必須畫
出,
以檢查与O 形環,水管,頂針, 螺絲
等是否干涉.
(4)偷孔位置及尺寸优先取整.
五、斜銷与頂出板聯接
聯接一: 斜銷与斜銷座用T 形鉤聯接(如圖5.1). 斜銷厚度太小時,作單面鉤; 公模板底部需加耐磨板; (如圖5.3)
調整較困難,可在斜銷座底部預留1~2mm 供裝配時調整.
聯接二: 斜銷裝圓銷與斜銷座聯接,其餘同前(如圖5.3).
聯接三: 斜銷座加長,斜銷縮短(增強剛度)公模不需加耐磨板
聯接四: 用帶卡鉤圓銷作為斜銷座(如圖5.4).
兩斜銷相對產生干涉則將KP 切短,用銷聯接
備料考慮單個備料和整儲備料(所有斜銷備在一起),KP材質DH2F。