行位设计要求
- 格式:docx
- 大小:1.06 MB
- 文档页数:17

模具行位和斜顶的设计经验要点由于制品的特殊要求,其某部位的脱模方向与注射机开模方向不一致,需进行侧面分型与抽芯方可顺利顶出制品。
侧面分型与抽芯机构有两种:行位和斜顶。
一、行位1. 行位行程计算(以下图为例):为保证制品顺利脱模,行位移动的距离一定要充分,一般以制品可以脱模的最小距离加2~3mm为其最小行程:2. 后模行位均采用压块+斜销+弹弓的结构形式如图所示(有时当行位宽度超过100,又不方便用此结构时,可考虑采用T块结构形式),但当行位位于天地方向,受回针位置及模胚大小限制时,可不做压块,由模板原身出。
3. 行位底面、顶面与前后模底、顶面的关系,见图:4. 不论行位侧面是否有封胶,其两侧均要做斜度,一般值为单边3~5°,但当两个运动方向垂直的行位贴合时,角度为45°。
若产品四面均有行位互相贴合,设计时应考虑将其中一个行位伸出一耳朵,以保证准确定位。
5. 行位高度与厚度的比值最大为1,否则行位运动时会受翻转力矩影响,造成运动失效,一般要求L≧1.5H。
6. 行位斜销角度一般为15°~25°,最大不能超过25°,斜销角度比行位小2°,一般尽量不采用细小的斜销,以保证行位运动的顺利。
7. 斜销孔比斜销单边大1/64",约0.4,当斜销穿过行位时,需在模板上为其留出足够的让位空间。
8. 斜销在行位中位置的确定:斜销尽量置于行位的中间位置,具体尺寸要求如图:9. 铲鸡与行位的配合面要求超过行位高度的2/3,并且用于铲鸡的螺丝应尽量大,下图为两种不同结构的铲鸡,尽量避免采用图b的结构。
10. 行位弹弓长度的确定,应保证弹弓空间足够,防止弹弓失效。
设定行位行程为M,弹弓总长为L,设弹簧压缩40%,行位完全退出后,弹弓仍预压10%,则有:(40%-10%)L=ML=(10/3)M弹弓空间为0.6L但当L过小时,为了防止弹弓失效,往往要加大弹弓长度。

隧道针行位设计注意事项隧道工程设计位置选择原则:1.隧道位置应选择在稳定的地层中,尽量避免穿越工程地质和水文地质极为复杂以及严重不良地质地段;当必须通过时,应有切实可靠的工程措施。
2.穿越分水岭的长、特长隧道,应在较大面积地质测绘和综合地质勘探的基础上确定路线走向和平面位置。
对可能穿越的垭口,应拟定不同的越岭高程及其相应的展线方案,结合路线线形及施工、营运条件等因素,进行全面技术经济比较后确定。
3.路线沿河傍山地段,当以隧道通过时,其位置宜向山侧内移,避免隧道一侧洞壁过薄、河流冲刷和不良地质对隧道稳定的不利影响。
应对长隧道方案与短隧道群或桥隧群方案进行技术经济比较。
4.隧道洞口不宜设在滑坡、崩坍、岩堆、危岩落石、泥石流等不良地质及排水困难的沟谷低洼处或不稳定的悬崖陡壁下。
应遵循“早进晚出”的原则,合理选定洞口位置,避免在洞口形成高边坡和高仰坡。
5.濒临水库地区的隧道,其洞口路肩设计高程应高出水库计算洪水位(含浪高和壅水高)不小于0.5m,同时应注意由于库水长期浸泡造成库壁坍塌对隧道稳定的不利影响,并采取相应的工程措施。
在选择隧道洞口位置时应注意以下几个原则:1.洞口不宜设在垭口沟谷的中心或沟底低洼处,不要与水争路。
2.洞口应避开不良地质地段,以及避开地表水汇集处。
3.当隧道线路通过岩壁陡立,基岩裸露处时,最好不刷动或少刷动原生地表,以保持山体的天然平衡。
4.减少洞口路堑段长度,延长隧道提前进洞。
5.洞口线路宜与等高线正交。
6.当线路位于有可能被水淹没的河滩或水库回水影响范围以内时,隧道洞口标高应高出洪水位加波浪高度,以防洪水灌入隧道。
7.为了确保洞口的稳定和安全,边坡及仰坡均不宜开挖过高。
8.当洞口附近遇有水沟或水渠横跨线路时,可设置拉槽开沟的桥梁或涵洞,排泄水流。
9.当洞口地势开阔,有利于施工场地布置时,可利用弃碴有计划、有目的地改造洞口场地,以便布置运输便道、材料堆放场、生产设施用地及生产、生活用房等。

模具行位设计标准要求规范模具行位设计标准要求规范主要包括以下几个方面:一、尺寸要求:模具行位的尺寸应符合国家标准或相关行业标准的要求。
包括行位的长度、宽度、高度、孔径等尺寸参数。
行位的尺寸应与相邻模具零件的尺寸保持一致,确保模具在装配的过程中能够正常配合、连接。
二、垂直度要求:模具行位的垂直度是指行位与模具的垂直度,也是指行位上下两个面的平行度。
行位的垂直度要求符合国家标准或相关行业标准的要求。
垂直度的要求主要是为了保证模具的精度和稳定性,使其在使用过程中不产生变形、偏斜等问题。
三、表面质量要求:行位的表面质量要求符合国家标准或相关行业标准的要求。
行位的表面应光滑、平整,不得有明显的裂纹、气孔、划痕等缺陷。
表面质量的要求主要是为了保证模具的精度和使用寿命,使其能够正常运行。
四、材料要求:模具行位的材料要求应符合国家标准或相关行业标准的要求。
行位的材料应具有一定的强度和耐磨性,能够承受模具在使用过程中的压力、冲击等力量。
材料的选择要根据具体的模具使用环境和工作条件来确定,确保模具的使用效果和寿命。
五、加工精度要求:模具行位的加工精度要求应符合国家标准或相关行业标准的要求。
行位的加工精度主要包括尺寸精度、形位公差、表面粗糙度等指标。
加工精度的要求主要是为了保证模具的精度和稳定性,使其能够满足产品的要求。
六、安装要求:模具行位的安装要求应符合国家标准或相关行业标准的要求。
行位的安装应牢固可靠,保证模具在使用过程中不会因为行位的松动而产生误差。
安装的过程中要注意行位与相邻模具零件的配合和对齐,确保模具的装配精度和稳定性。
以上是模具行位设计标准要求规范的一些主要内容,具体的标准要求还需要根据具体的模具类型、使用环境和产品要求来确定。
模具行位的设计标准要求规范能够保证模具的质量和性能,提高模具的使用效果和寿命。
同时,对于模具生产厂家和用户来说,严格按照标准进行设计和生产,有助于提高产品的竞争力和市场占有率。

塑料成型工艺与模具设计210学习情境四 带卡扣盖板侧抽芯模具设计图4-1所示为某公司生产的带卡扣盖板。
零件材料为PC ,大批量生产。
制件厚度为0.5mm~1.2mm ,属于外观件,表面质量要求较高,外观不得有脱模拉伤、顶白、熔接痕、缩水及油污等缺陷。
盖板两侧有4个卡扣。
由于有4个卡扣,所以必须在模具上设置相应的侧向运动机构才能保证开模后零件顺利取出。
如图4-2所示,要产生水平运动1,然后顶出运动2才能将塑件顶出。
图4-1 带卡扣盖板图4-2 侧抽芯原理示意图学习情境四 带卡扣盖板侧抽芯模具设计211学习情境三中介绍的斜顶机构也是一种可以产生侧向运动的机构,但是一般来说,斜顶机构侧抽行程比较短,顶出时细长的斜顶主体同时受水平力和竖直力的作用,容易变形而使整个机构瘫痪。
相对来说,斜顶可靠性不高,而且加工要求比较高,故一般迫不得已才用斜顶机构。
本学习情境通过带卡扣盖板这个案例来详细介绍另一种产生侧向运动的机构——侧抽芯机构。
侧抽芯机构也叫行位,是塑料模具最常用的结构之一。
任务一 带卡扣盖板模具侧抽芯机构工作原理任务引入认真阅读图4-3所示带卡扣盖板侧抽芯模具图,说出模具的动作过程和工作原理,说出侧抽芯机构主要包括哪些零件?各个零件的主要功能是什么?塑料成型工艺与模具设计212 图4-3 带卡扣盖板侧抽芯模具整体结构任务分析本任务要求大家在弄懂一套具有代表性的侧抽芯模具——带卡扣盖板模具的基础上,去理解塑料模具中各种各样的侧抽芯机构,从而拓宽模具设计的思路和技巧。
相关知识相关知识行位的结构及动作原理1. 行位运动原理如图4-4所示,斜销被固定,滑块通过斜倾销孔与斜倾销配合在一起,滑块可以运动。
如果给滑块施加一个向下运动的力(或者让滑块在其自身的重力作用下向下运动),运动一图4-4 滑块的运动原理学习情境四 带卡扣盖板侧抽芯模具设计213段距离之后,可以发现:滑块在斜倾销的强迫作用下,不仅会向下运动,还会向水平方向运动,从而使滑块从型腔横向抽出,实现侧抽运动。

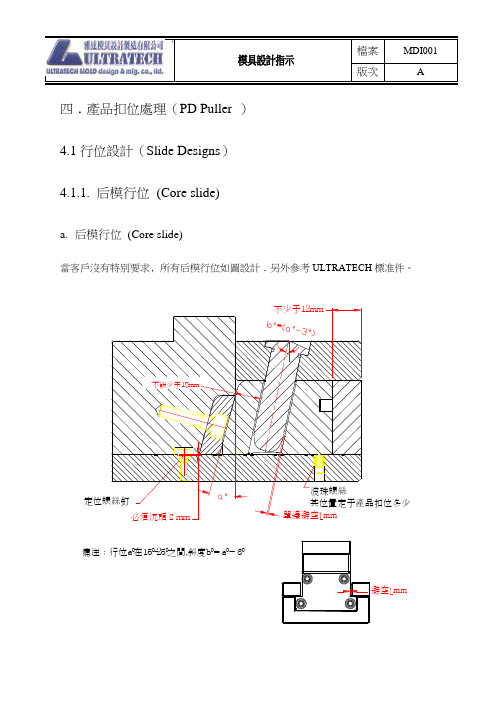
四﹒產品扣位處理(PD Puller )4.1行位設計(Slide Designs)4.1.1. 后模行位(Core slide)a.后模行位(Core slide)a.1.行位(Sides)1.除非客戶特別指定,否則所有行位要使用H-13 鋼材及硬度HRC48-50 。
2.如模具要用乙烯基(Vinyl)的物料來生產,那麼,行位便要使用420 不锈鋼材及加硬到HRC52 - 54 。
3.所有行位移動方向的長度,最少是高度的兩倍。
4.行位的寬度尺寸,不能超過行位移動的方向長度的四倍。
5.所有行位的長度比12”(305mm)長時,便要分成兩組行位(滑動部份),並用兩組行位中間放置Gib仔(導塊)。
除客戶特別指定外,否則所有行位寬度大於4”(101.6mm) 便要用兩枝斜針。
6.所有模具的行位底部及斜面要做油槽。
7.所有行位的斜面与斜針孔之間最少有3/8”(10mm)的鋼材。
8.斜針與行位孔之間的避空是直徑1/32”(3.2mm),前后的避空空間平均。
行位有延遲動作的要求除外。
9.當有需要時,行位針固定在固定板上,該針的固定板要有管釘固定在行位上,管釘孔必須要達到精确尺寸。
管釘並且固定在行位及固定板上,行位上的管釘孔是順配,固定板上的管釘孔應該是緊配。
11.當有需要時,所有行位都必須可以從模具的分模線上拆下來。
12.除了UL模具工程師指定外,否則在行位動作地方的下面,不可以有頂針。
13.如果有頂針在行位的下面,那麼,便要在頂針板上裝上安全微距咭制來保証頂出系統可在合模前回位。
14. 行位標準做法(如圖)a.2. 斜針(Angle Pins)1.使用指定的標準斜針,請參照可申購置零件﹐2.斜針角度與分模線垂直線夾角,最大25°,15°就理想。
3.斜針頭爲球面,盡量不要有平面。
4.所有斜針配合,要一個輕力的配合。
5. 斜針標準做法(總裝配圖)。
a.3. 斜雞(Slide Locks)1. 所有斜雞應該使用…0 –6‟ 鋼材制造及加硬至54-56 Rwc。
倒扣处理(行位)一‧斜边的动作原理及设计要点是利用成型机的开模动作,使斜边与行位产生相对运动趋势,使行位沿开模方向及水平方向的两种运动形式,使之脱离倒扣。
如下图所示:上图中:β=α+2°~3°(防止合模产生干涉以及开模减少磨擦)α≦25°(α为斜边倾斜角度)L=1.5D (L为配合长度)S=T+2~3mm(S为行位需要水平运动距离;T为成品倒扣)S=(L1xsina-δ)/cosα(δ为斜边与行位间的间隙,一般为0.5MM;L1为斜边在行位内的垂直距离)二‧斜边锁紧方式及使用场合三‧块动作原理及设计要点是利用成型机的开模动作,使铲基块与行位产生相对运动趋势,铲基动面B铲基动行位,使行位沿开模方向及水平方向的两种运动形式,使之脱离倒扣。
如下图所示:上图中:β=α≦25°(α为拔块倾斜角度)H1≧1.5W (H1为配合长度)S=T+2~3mm(S为行位需要水平运动距离;T为成品倒扣)S=H*sinα-δ/cosα(δ为斜边与行位间的间隙,一般为0.5MM;H为拔铲基块在行位内的垂直距离)C为止动面,所以铲基块形式一般不须装止动块。
(不能有间隙)四‧行位的锁紧及定位方式由于制品在成型机注射时产生很大的压力,为防止行位与活动芯在受到压力而位移,从而会影响成品的尺寸及外观(如跑毛边),因此行位应采用锁紧定位,通常称此机构为止动块或后跟块。
常见的锁紧方式如下图:五.行位的定位方式行位在开模过程中要运动一定距离,因此,要使行位能够安全回位,必须给行位安装定位装置,且定位装置必须灵活可靠,保证行位在原位不动,但特殊情况下可不采用定位装置,如左右侧跑行位,但为了安全起见,仍然要装定位装置.常见简图说明简图说明行位采用整体式结构,一般适用于型芯较大,强度较好的场合. 采用螺钉固定,一般型芯或圆形,且型芯较小场合.采用螺钉的固定形式,一般型芯成方形结构且型芯不大的场合下. 采用压板固定适用固定多型芯.七‧行位的导滑形式块在导滑中,活动必须顺利、平稳,才能保证行位在模具生产中不发生卡滞或跳动现象,否则会影响成品质品,模具寿命等。
分型设计之工艺要求(塑料模具方案)一、模具枕位封料面宽在8.00mm以上,枕位角度在5°~15°之间。
二、擦穿枕位出模角在3°以上,除非这角度影响产品的外观或装配,必须与生产长厂协商解决。
三、行位前面与上模相碰面可直身,两侧做成10°,并有10mm以上。
A板与行位避空单边0.50mm,当行位与下模有一级水平插入时,必须加5°斜面。
四、内模行位分型时,应避免尖角或单薄的情况,要考虑FIT模时的内模强度。
五、设计分型时,要考虑加工的难度,不重要的位置包上4.00mm以上的R,避免清角。
六、当内模要求淬火时,应在适当的地方包上R,避免爆裂。
七、按模力要求做管钉,管钉出模角为15°,圆角为R5.00,高5.00~8.00mm¸长宽12.00~25.00mm,管钉顶避空为0.30mm.八、内模基准角一般应在下模图右下角(且根据模架基准角而定),Z面一般在入水面,或大平面,并在图纸上标明。
共2页第1页九、按内模高度倒上内模边R:高50.00以下,R为13.50;高50.00~100.00¸R为16.50;高100.00以上,R为21.00¸而模框R比内模R小0.50(避空位)。
十、模具尺寸在500.00以下,并原身出内模时,需做四个基准孔(是盲孔),要求如下:Ф20.00¸深30.00.分中,髯须整数,碰数时单孔标数。
十一、当分型时,要出镶针,司筒,可按表1 的尺寸。
十二、对大型模具的运水、螺丝、密封圈,按规定尺寸进行。
共2页第2页。
塑胶模具行位拉行位结构设计一、行位结构概述塑胶模具中的行位结构,也称为滑块,是模具中重要的组成部分。
行位的主要功能是帮助模具完成开模动作,确保塑胶产品能够顺利从模具中脱落。
同时,行位还可以用来控制模具的滑动距离和位置,保证模具在生产过程中的稳定性。
二、行位类型与特点1.单侧行位:单侧行位通常位于模具的一侧,具有结构简单、容易维护的特点。
但是,由于其只能完成单侧的滑动动作,因此使用范围受到限制。
2.双侧行位:双侧行位位于模具的两侧,可以完成双侧的滑动动作。
双侧行位的优点是可以提高模具的生产效率,但是其结构和维护相对复杂。
3.斜行位:斜行位是一种特殊的行位结构,其特点是在开模方向上具有一定的倾斜角度。
斜行位可以增加模具的滑动距离,提高生产效率,但是其结构和维护更加复杂。
三、行位设计原则1.行位的滑动面应与开模方向平行,以确保行位能够顺利滑动。
2.行位的滑动面应具有足够的长度和宽度,以确保行位在滑动过程中的稳定性。
3.行位的定位部分应与模具的定位孔匹配,以确保行位在模具中的定位精度。
4.行位的材料应具有足够的强度和耐磨性,以确保行位在使用过程中的稳定性和寿命。
四、行位尺寸计算1.行位的长度应根据塑胶产品的长度和模具的结构来确定。
一般来说,行位的长度应等于塑胶产品长度加上余量。
2.行位的宽度应根据塑胶产品的宽度和模具的结构来确定。
一般来说,行位的宽度应等于塑胶产品宽度加上余量。
3.行位的高度应根据塑胶产品的厚度和模具的结构来确定。
一般来说,行位的高度应等于塑胶产品厚度加上余量。
五、行位材料选择1.行位常用的材料有钢材、铝合金、铜合金等。
选择材料时应考虑其强度、耐磨性、耐腐蚀性和成本等因素。
2.在选择钢材时,应考虑其碳含量、合金元素含量、热处理方式等因素,以确保其具有足够的强度和耐磨性。
3.在选择铝合金和铜合金时,应考虑其质量轻、导热性好、耐腐蚀性等特点,适用于对精度要求较高的模具。
六、行位加工工艺1.行位的加工工艺包括铣削、钻孔、铰孔、研磨等。
行位设计要求(1)行位机构的各组件应有合理的加工工艺性,尤其是成型部位。
一般要求: a.尽量避免出现行位夹线。
若不可避免,夹线位置应位于胶件不明显的位置,且夹线长度尽量短小,同时应尽量采用组合结构,使行位夹线部位与型腔可一起加工。
如图7.2.1a ,7.2.1b 所示。
b.为了便于加工,成型部位与滑动部分尽量做成组合形式。
如图7.2.2所示。
(2)行位机构的组件及其装配部位应保证足够的强度、刚度。
行位机构一般依据经验设计,也可进行简化计算(计算参阅第五章5.3节),为保证足够的强度、刚度,一般情况采用:夹线 夹线图7.2.1a加工工艺性不好,因为行 位上的成型部分不可以同前模一起加工,图示“夹线”部位不易接顺,影响模具质量。
图7.2.1b加工工艺性好,因为行位上 的成型部分(去掉镶针)可以同前模一起加工,图示“夹线”部位容易接顺,可提高模具质量。
图7.2.2型芯为镶拼结构,有利于制做及维修A.结构尺寸最大。
在空间位置可满足的情况下,行位组件采用最大结构尺寸B .优化设计结构。
例如以下几种情况1)对较长行位针末端定位,避免行位针弯曲,如图7.2.32)加大斜顶的断面尺寸,减小斜顶的导滑斜度,避免斜顶杆弯曲,如图7.2.4所示,在胶件结构空间“D ”允许的情况下,加大斜顶的断面尺寸“a ”“b ”,尤其是尺寸“b ”,同时,在满足侧抽芯的前提下,减小角度“A ”,避免斜顶在侧向力的作用下杆部弯曲。
3)改变铲鸡的结构,增强装配部位模具的强度。
如图7.2.5a ,7.2.5b ,7.2.6a 7.2.6b 所示。
4)增加锁紧,提高铲鸡的强度。
(参阅第五章5.3)行位针悬空,易弯曲对较长行位针增加定位,不易弯曲,但须增加行程图7.2.3a图7.2.3b 结构性较好,此处强度较强,不易损坏。
结构性不好,此处强度较弱,易损坏。
图7.2.5a图7.2.5b图7.2.6a图7.2.6b因码模坑及铲鸡结构不合理,导致此处悬空,模具强度减弱 码模坑与铲鸡已基本相通 改变铲鸡的装配位置,增大码模坑与铲鸡之间的距离,提高模具强度。
另外,也可取消铲鸡装配位的码模坑加大尺寸“b ” 增强顶杆强度图7.2.4减小角度“A ”增强顶杆强度(3)行位机构的运动应合理为了行位机构可以正常的工作,应保证在开、合模的过程中,行位机构不与其它结构部件发生干涉,且运动顺序合理可靠。
通常应多考虑以下几点:A.采用前模行位时,应保证开模顺序。
如图7.2.7,在开模时,应从A ―A 处首先分型,然后B ―B 处分型。
B.采用液压(气压)行位机构时,行位的分型与复位顺序必须控制好,否则行位会碰坏。
图7.2.8中,只有当锁紧块2离开行位后,行位机构才可以分型,合模前,行位机构须先行复位,合模后由锁紧块2锁紧行位。
图7.2.9中,由于行位针穿过前模,须在开模前抽出行位针,合模后行位机构才可复位,由油缸压力锁紧行位。
C.行位机构在合模时,防止与顶出机构发生干涉。
当行位机构与顶出机构在开模方向上的投影重合时,应考虑采用先复位机构,让顶出机构先行复位。
(复位机构参见第八章8.6)D.当驱动行位的斜导柱或斜滑板较长时,应增加导柱的长度。
图7.2.71—前模 2—锁紧块 3—行位 4—支架 5—后模 6—拉杆 7—连接器 8—油缸图7.2.81—油缸报 2—支架 3—拉杆 4—行位 5—前模 6—行位针 7—固定板 8—后模 图7.2.9图7.2.10导柱长度L >D+15mm 如图7.2.10所示加长导柱的目的是为了保证在斜导柱或斜滑板导入行位机构的驱动位置之前,前后模已由导柱、导套完全导向,避免行位机构在合模的过程中碰坏。
(4)保证足够的行位行程,以利于胶件脱模。
行位行程一般取侧向孔位或凹凸深度加上0.5~2.0mm 。
斜顶、摆杆类取较小值,其它类型取较大值。
但当用拼合模成型线圈骨架一类的胶件时,行程应大于侧凹的深度,如图7.2.11所示,行程S 由下式计算。
(5)行位导滑应平稳可靠,同时应有足够的使用寿命。
行位机构一般采用T 型导滑槽形式进行导滑。
图7.2.12所示为几种常用的结构形式当行位机构完成侧分型、抽芯时,行位块留在导滑槽内的长度不小于全长的2/3。
当模板大小不能满足最小配合长度时,可采用延长式导滑槽,如图7.2.13哈呋模成型: S=S1+(0.5~2.0)mm = R 2-r 2 +(0.5~2.0)mm多拼块模成型: S=S1+(0.5~2.0)mm= R 2-A 2 + r 2-A 2 +(0.5~2.0)mm图7.2.11(a ) (b) (c) 图7.2.12行位导滑槽导滑面镶件图7.2.14导滑面(a)一般形式 (b)用延长导滑槽形式延长导滑槽行位导滑面(即运动接触面及受力面)应有足够的硬度和润滑。
一般来说,行位组件须热处理,其硬度应达到HRC40以上,导滑部分硬度应达到HRC52~56,导滑部分应加工油槽。
在斜顶摆杆类的行位机构中,导滑面为配合斜顶摆杆的孔壁。
为了减少导滑面磨损,实际配合面不应太长。
同时,为了增加导滑面的硬度,局部应使用高硬度的镶件制作。
如图7.2.14所示。
(6)行位定位应可靠当行位机构终止分型或抽芯动作后,行位应停留在刚刚终止运动的位置,以保证合模时胜利复位,为此须设置可靠的定位装置,但斜顶、摆杆类的行位机构无需设置定位装置。
下面是几种常用的结构形式,如图7.2.15a,7.2.15b,7.2.15c,7.2.15d所示。
图7.2.15a)普遍使用,但因内置弹簧的限制,行距较小。
图7.2.15b)适用于模具安装后,行位块位于上方或侧面和行距较大的行位,行位块位于上方时,弹簧力应为行位块自重的1.5倍以上。
图7.2.15c)适用于模具安装后,行位块位位于侧面。
图7.2.15d)适用于模具安装后,行位块位位于下方,利用行位自重停留在挡块上。
1−限位钉2−弹簧3−行位7.2.15a)1−弹簧2−限位块3−行位7.2.15b)(7)行位开启需由机械机构保证,避免单独采用弹簧的形式。
图7.2.16a采用由弹簧单独提供开启动力,结构不合理。
图7.2.16b主要由拉块“3”提供,行位开启动力得到保证,结构合理。
行位开启动力仅由弹簧提供1—面板2—压块3—流道推板4—弹簧5—行位6—A板不合理结构图7.2.16a行位开启动力由拉板“3”提供,弹簧起辅助作用。
7.3前模行位机构前模行位机构是指行位设置在前模一方,因此须保证行位在开模前先完成分型或抽芯动作;或利用一些机构使行位在开模的一段时间内保持与胶件的水平位置不变并完成侧抽芯动作。
因为行位设置在前模一方,前模行位所成型的胶件上的位置就直接影响着前模强度。
为了满足强度要求,前模行位所成型的胶件上的位置应满足下面要求,当不能满足时,应同相关负责人协商。
当行位成型形状为圆形、椭圆形时,如图7.3.1所示,边间距要求≥3.0mm。
避免尖角图7.3.1 图7.3.2 当行位成型形状为长方形时,边间距取决于“L”的长度。
如图7.3.2所示。
L≤20.0mm时,D≥5.0mm;L>20.0mm时,D>L/4,并按实际适当调整“D”的大小并改善模具结构,如图7.3.3所示。
斜面过渡改善模具结构增加钢位厚度封胶距离≥5.0mm1—前模2—行位型芯3—后模4—后模镶件图7.3.3另外,在设计前模行位时,除了受胶件特殊结构影响外,应尽力避免因行位孔而产生薄钢、应力集中点等缺陷,提高模具强度。
如图7.3.4a;7.3.4b1─前模2─前模行位3─后模较合理结构图7.3.4a取消了台阶,消除了应力集中点,增强了此处钢位强度增加圆角前模行位机构典型结构: (1)结构1(基本结构) 如图7.3.51─前模2─前模行位3─后模不合理结构图7.3.4a应力集中点, 应采用圆角消除间距较小模具强度较弱1—定距拉板2—铲鸡3—弹簧4—行位5—弹弓胶6—拉勾图7.3.1前模行位机构的基本形式。
开模时由于拉勾6的连结作用,模具在弹弓胶5的作用下首先沿A―A面分型,与此同时,行位4在铲鸡2斜滑槽的作用下完成侧抽芯,当开模到一定距离时,由于定距拉板1的作用,拉勾6打开,完成B―B 面分型。
(2)结构2(简化结构) 如图7.3.6使用于简化型细水口模坯的前模行位机构。
开模时由于拉勾1的连结作用,模具在弹簧4的作用下首先沿A―A面分型,与此同时,行位3在铲鸡2斜滑槽的作用下完成侧抽芯,当开模到一定距离时,由于定距拉板5的作用,拉勾1打开,完成B―B面分型。
1—拉勾 2—铲鸡 3—行位 4—弹簧 5—定距拉板图7.3.67.4后模行位机构后模行位机构的主要特点为行位在后模一方滑动,行位分型、抽芯与开模同时或延迟进行,一般由固定在前模的斜导柱或铲鸡驱动,开模时行位朝远离胶件的方向运动。
其典型结构如下:(1)结构1 如图7.4.1 行位3在铲鸡2斜滑槽的作用下完成分型、抽芯动作。
特点:结构紧凑,工作稳定可靠,侧向抽拔力大。
适用于行位较大、抽拔力较大的情况。
缺点:制作复杂,铲鸡与斜滑槽之间的摩擦力较大,其接触面需提高硬度并润滑。
(2)结构2 如图7.4. 行位3在斜导柱的作用下完成分型、抽芯动作。
特点:结构简单。
适用于行程较小、抽拔力较小的情况。
锁紧块与行位的接触面需有较高硬度并润滑。
锁紧块斜面角应大于斜导柱斜度角2~3º。
缺点:侧向抽拔力较小。
行位回位时,大部分行位需由斜导柱启动,斜导柱受力状况不好。
1—A板 2—铲鸡 3—行位4—弹簧 5—B板 6—托板图7.4.11—A板 2—锁紧块 3—行位 4—限位钉 5—弹簧 6—B板图7.4.2特别注意:当驱动行位的斜导柱或斜滑板开始工作前,前、后模必须由导柱导向。
7.5内行位机构内行位机构主要用于成型胶件内壁侧凹或凸起,开模时行位向胶件“中心”方向运动。
其典型结构如下:(1)结构1 如图7.5.1,内行位成型胶件内壁侧凹。
内行位1在斜销3的作用下移动,完成对胶件内壁侧凹的分型,斜销3与内行位1脱离后,内行位1在弹簧4的作用下使之定位。
因须在内行位1上加工斜孔,内行位宽度要求较大。
(2)结构2 如图7.5.2,行位1上直接加工斜尾,开模时内行位1在镶块5的A 斜面驱动下移动,完成内壁侧凹分型。
此形式结构紧凑,内行位宽度不受限制,占用空间小。
1—内行位2—压块3—斜销4—弹簧5—挡块图7.5.1注意此处强度必须增加圆角控制压块厚度,厚度取8.0~10.0mm1—内行位2—压块3—弹簧4—挡块5—镶块图7.5.2当内行位空间较小时,为了避免此处弯曲,压块应取较小的厚度 厚度允许小于8.0mm ,但行位须做成“T ”结构。
(3)结构3如图7.5.3内行位成型凸起。
在这种形式的结构中,为了避免胶件顶出时,后模刮坏成型的凸起部分,一般要求图示尺寸D>0.5mm。