各种行位的设计注意事项
- 格式:doc
- 大小:4.04 MB
- 文档页数:28

假如某产品的倒扣距离为3mm ,顶出行程为50mm ,求斜度?% p: u# O5 j. L* o; J7 h用电脑上计算器的科学型去算 3÷50=0.06 将计算器上的Inv前面的框勾上,再点tan 就得到数大约为3.4336,斜度肯定不能去小数对不对,就取个4°,然后验算一下行不行:tan4X50=大约3.4963,这就表示已经走出了3mm的倒扣位了。
倒扣处理(行位)一‧斜边的动作原理及设计要点是利用成型机的开模动作,使斜边与行位产生相对运动趋势,使行位沿开模方向及水平方向的两种运动形式,使之脱离倒扣。
如下图所示:上图中:β=α+2°~3°(防止合模产生干涉以及开模减少磨擦)α≦25°(α为斜边倾斜角度)L=1.5D (L为配合长度)S=T+2~3mm(S为行位需要水平运动距离;T为成品倒扣)S=(L1xsina-δ)/cosα(δ为斜边与行位间的间隙,一般为0.5MM;L1为斜边在行位内的垂直距离)二‧斜边锁紧方式及使用场合三‧块动作原理及设计要点是利用成型机的开模动作,使铲基块与行位产生相对运动趋势,铲基动面B铲基动行位,使行位沿开模方向及水平方向的两种运动形式,使之脱离倒扣。
如下图所示:上图中:β=α≦25°(α为拔块倾斜角度)H1≧1.5W (H1为配合长度)S=T+2~3mm(S为行位需要水平运动距离;T为成品倒扣)S=H*sinα-δ/cosα(δ为斜边与行位间的间隙,一般为0.5MM;H为拔铲基块在行位内的垂直距离)C为止动面,所以铲基块形式一般不须装止动块。
(不能有间隙)四‧行位的锁紧及定位方式由于制品在成型机注射时产生很大的压力,为防止行位与活动芯在受到压力而位移,从而会影响成品的尺寸及外观(如跑毛边),因此行位应采用锁紧定位,通常称此机构为止动块或后跟块。
常见的锁紧方式如下图:五.行位的定位方式行位在开模过程中要运动一定距离,因此,要使行位能够安全回位,必须给行位安装定位装置,且定位装置必须灵活可靠,保证行位在原位不动,但特殊情况下可不采用定位装置,如左右侧跑行位,但为了安全起见,仍然要装定位装置.常见六‧行位镶件的连接方式行位头部镶件的连接方式由成品决定,不同的成品对行位镶件的连接方式可能不同,具体镶件的连接方式大致如下:行位采用整体式结构,一般适用于型芯较大,强度较好的场合. 采用螺钉固定,一般型芯或圆形,且型芯较小场合.采用螺钉的固定形式,一般型芯成方形结构且型芯不大的场合下. 采用压板固定适用固定多型芯.七‧行位的导滑形式块在导滑中,活动必须顺利、平稳,才能保证行位在模具生产中不发生卡滞或跳动现象,否则会影响成品质品,模具寿命等。

隧道针行位设计注意事项隧道工程设计位置选择原则:1.隧道位置应选择在稳定的地层中,尽量避免穿越工程地质和水文地质极为复杂以及严重不良地质地段;当必须通过时,应有切实可靠的工程措施。
2.穿越分水岭的长、特长隧道,应在较大面积地质测绘和综合地质勘探的基础上确定路线走向和平面位置。
对可能穿越的垭口,应拟定不同的越岭高程及其相应的展线方案,结合路线线形及施工、营运条件等因素,进行全面技术经济比较后确定。
3.路线沿河傍山地段,当以隧道通过时,其位置宜向山侧内移,避免隧道一侧洞壁过薄、河流冲刷和不良地质对隧道稳定的不利影响。
应对长隧道方案与短隧道群或桥隧群方案进行技术经济比较。
4.隧道洞口不宜设在滑坡、崩坍、岩堆、危岩落石、泥石流等不良地质及排水困难的沟谷低洼处或不稳定的悬崖陡壁下。
应遵循“早进晚出”的原则,合理选定洞口位置,避免在洞口形成高边坡和高仰坡。
5.濒临水库地区的隧道,其洞口路肩设计高程应高出水库计算洪水位(含浪高和壅水高)不小于0.5m,同时应注意由于库水长期浸泡造成库壁坍塌对隧道稳定的不利影响,并采取相应的工程措施。
在选择隧道洞口位置时应注意以下几个原则:1.洞口不宜设在垭口沟谷的中心或沟底低洼处,不要与水争路。
2.洞口应避开不良地质地段,以及避开地表水汇集处。
3.当隧道线路通过岩壁陡立,基岩裸露处时,最好不刷动或少刷动原生地表,以保持山体的天然平衡。
4.减少洞口路堑段长度,延长隧道提前进洞。
5.洞口线路宜与等高线正交。
6.当线路位于有可能被水淹没的河滩或水库回水影响范围以内时,隧道洞口标高应高出洪水位加波浪高度,以防洪水灌入隧道。
7.为了确保洞口的稳定和安全,边坡及仰坡均不宜开挖过高。
8.当洞口附近遇有水沟或水渠横跨线路时,可设置拉槽开沟的桥梁或涵洞,排泄水流。
9.当洞口地势开阔,有利于施工场地布置时,可利用弃碴有计划、有目的地改造洞口场地,以便布置运输便道、材料堆放场、生产设施用地及生产、生活用房等。

模具行位设计标准要求规范模具行位设计标准要求规范主要包括以下几个方面:一、尺寸要求:模具行位的尺寸应符合国家标准或相关行业标准的要求。
包括行位的长度、宽度、高度、孔径等尺寸参数。
行位的尺寸应与相邻模具零件的尺寸保持一致,确保模具在装配的过程中能够正常配合、连接。
二、垂直度要求:模具行位的垂直度是指行位与模具的垂直度,也是指行位上下两个面的平行度。
行位的垂直度要求符合国家标准或相关行业标准的要求。
垂直度的要求主要是为了保证模具的精度和稳定性,使其在使用过程中不产生变形、偏斜等问题。
三、表面质量要求:行位的表面质量要求符合国家标准或相关行业标准的要求。
行位的表面应光滑、平整,不得有明显的裂纹、气孔、划痕等缺陷。
表面质量的要求主要是为了保证模具的精度和使用寿命,使其能够正常运行。
四、材料要求:模具行位的材料要求应符合国家标准或相关行业标准的要求。
行位的材料应具有一定的强度和耐磨性,能够承受模具在使用过程中的压力、冲击等力量。
材料的选择要根据具体的模具使用环境和工作条件来确定,确保模具的使用效果和寿命。
五、加工精度要求:模具行位的加工精度要求应符合国家标准或相关行业标准的要求。
行位的加工精度主要包括尺寸精度、形位公差、表面粗糙度等指标。
加工精度的要求主要是为了保证模具的精度和稳定性,使其能够满足产品的要求。
六、安装要求:模具行位的安装要求应符合国家标准或相关行业标准的要求。
行位的安装应牢固可靠,保证模具在使用过程中不会因为行位的松动而产生误差。
安装的过程中要注意行位与相邻模具零件的配合和对齐,确保模具的装配精度和稳定性。
以上是模具行位设计标准要求规范的一些主要内容,具体的标准要求还需要根据具体的模具类型、使用环境和产品要求来确定。
模具行位的设计标准要求规范能够保证模具的质量和性能,提高模具的使用效果和寿命。
同时,对于模具生产厂家和用户来说,严格按照标准进行设计和生产,有助于提高产品的竞争力和市场占有率。


行位公差标注要注意什么
行位公差标注是一种在工程图纸上标注尺寸和公差的方法,用来指导零件的加工和装配。
行位公差标注的正确使用对于确保零件的互换性、装配性和功能性至关重要。
下面将详细介绍行位公差标注时需要注意的几个重点。
首先,行位公差的标注要准确清晰。
标注应该用明确的符号和尺寸来表示,以确保工程师、设计师、制造商和检验员都能理解和遵守这些标注。
使用国际标准的符号和尺寸是非常重要的,这样可以避免不同地区或不同公司之间的误解和混淆。
其次,行位公差的标注要与设计要求一致。
在进行行位公差标注之前,需要清楚了解设计要求,包括装配要求、功能要求和性能要求等。
标注应该与这些要求相匹配,以确保所标注的公差能够满足设计要求。
第三,行位公差的标注要考虑装配和加工的可行性。
在进行行位公差标注时,应该考虑到零件加工和装配的实际情况。
标注过于严格的公差可能导致制造成本的增加和加工困难,而过于宽松的公差可能导致装配不牢固或功能不正常。
因此,需要进行充分的实际操作分析和经验积累,以找到适合加工和装配的公差范围。
第四,行位公差的标注要考虑材料和环境的影响。
不同的材料在不同的环境中会有不同的膨胀和收缩性能。
因此,在标注行位公差时,应该考虑材料的热膨胀系数和环境温度的影响。
这样可以在不同温度和环境条件下保持零件的稳定性和装配性能。
最后,行位公差标注时应遵守标准和规范。
不同国家和行业都有各自的标准和规范,用来指导行位公差的标注和解释。
遵守这些标准和规范可以确保行位公差的一致性和可比性。
在进行行位公差标注时,应该熟悉并遵守相应的标准和规范。

模具结构设计标准-行位设计
一、行位设计介绍
行位在模具里常看,不同的地方对它的称呼也不一样,它也叫滑块。
行位属于抽芯机构系统,它的主要配件有行位座、铲基、斜导柱、行位压块、耐磨块等,它的作用是帮助产品侧面的孔位或扣位,在A B 板开模的时候,装产品侧面的特征先行脱出模具,再进行顶出产品,它可以有效的保证产品特征的完整性、准确性等。
1.行位的基本参数:
β=α+(2°~3°)
L≥1.1H
L1≥5mm
h≥20mm
h1>2/3h2
w1≥25mm
∅d≥∅(d1+1)mm
∅d1为斜导柱直径。
2、行位设计的原则
1). 动作简单
2). 定位准确
3). 压制可靠
4). 强度足够
5). 加工方便
3、行位设计时应注意的问题
1). 抽芯距至少应大于倒扣深度3mm。
2). 行位必须设计有碰数平面。
通常情况行位零件图上数据应从基准面取数,加工时也应从基准面取数,基准面不允许随意更改。
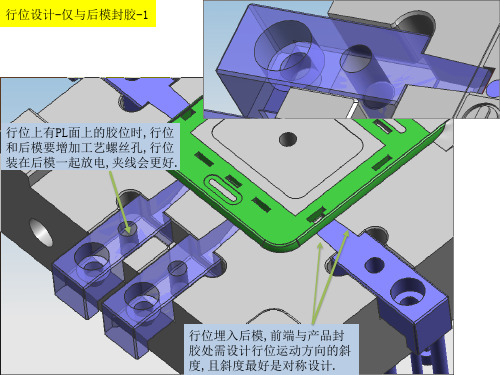
3).后模行位的胶位面如果有外观夹口要求时,行位必须伸入前模作管位,以便于后续的省模。
4).后模行位封胶位斜度的处理。
5).当后模行位有伸入胶位的情况时,其伸入部分有必要作斜度。
以利于FIT模和减小磨擦。
6).行位及其配件应安装、拆卸方便。
7).行位应避免利角的产生。

行位设计要求(1)行位机构的各组件应有合理的加工工艺性,尤其是成型部位。
一般要求:a.尽量避免出现行位夹线。
若不可避免,夹线位置应位于胶件不明显的位置,且夹线长度尽量短小,同时应尽量采用组合结构,使行位夹线部位与型腔可一起加工。
如图,所示。
b.为了便于加工,成型部位与滑动部分尽量做成组合形式。
如图所示。
夹线夹线图加工工艺性不好,因为行位上的成型部分不可以同前模一起加工,图示“夹线”部位不易接顺,影响模具质量。
图加工工艺性好,因为行位上的成型部分(去掉镶针)可以同前模一起加工,图示“夹线”部位容易接顺,可提高模具质量。
图型芯为镶拼结构,有利于制做及维修(2)行位机构的组件及其装配部位应保证足够的强度、刚度。
行位机构一般依据经验设计,也可进行简化计算(计算参阅第五章节),为保证足够的强度、刚度,一般情况采用:A.结构尺寸最大。
在空间位置可满足的情况下,行位组件采用最大结构尺寸B .优化设计结构。
例如以下几种情况1)对较长行位针末端定位,避免行位针弯曲,如图2)加大斜顶的断面尺寸,减小斜顶的导滑斜度,避免斜顶杆弯曲,如图所示,在胶件结构空间“D ”允许的情况下,加大斜顶的断面尺寸“a ”“b ”,尤其是尺寸“b ”,同时,在满足侧抽芯的前提下,减小角度“A ”,避免斜顶在侧向力的作用下杆部弯曲。
行位针悬空,易弯曲对较长行位针增加定位,不易弯曲,但须增加行程图图 加大尺寸“b ” 增强顶杆强度图减小角度“A ” 增强顶杆强度3)改变铲鸡的结构,增强装配部位模具的强度。
如图 , , 所示。
4)增加锁紧,提高铲鸡的强度。
(参阅第五章 (3)行位机构的运动应合理为了行位机构可以正常的工作,应保证在开、合模的过程中,行位机构不与其它结构部件发生干涉,且运动顺序合理可靠。
通常应多考虑以下几点:A.采用前模行位时,应保证开模顺序。
如图,在开模时,应从A ―A 处首先分型,然后B ―B 处分型。
结构性较好,此处强度较强,不易损坏。



2‧母模爆炸式滑块(1).爆炸式滑块适用场合一般成型在母模侧且对滑块成型面积较大,尤其是滑块在母模侧很深的情况下使用。
(下图为爆炸式滑块典型实例:)(2).炸式滑块简图如下:(3).行程计算:如下图中 S=L*sin β(β为T 槽角度;L 为沿T 槽方向行程;S 为滑块水平运动距离)H=L*cos β(H 为滑块纯垂直运动距离)(4).爆炸式滑块设计要求及注意事项: 如右图中所示:a.底部耐磨板要做斜面,减少滑块与 公模板间磨损,一般取1.5˚~3˚,装配位置须在滑块重心3/4处。
b.S1>S (S 为滑块水平运动距离)c.滑块背部耐磨板要高出滑块背部0.5mnm e.挡块与抓勾间角度γ>耐磨板倾斜角度f.β=α (β为“T ”槽角度;α为限位拉杆角度)g.T 型块长度尽量取长,高出母模板10mm即可。
h .滑块头部要装合模螺钉,便于组模,试模要取下。
i. 锁T 形块螺钉要垂直于T 形块j.头部弹簧须求滑块重量 k.滑块背部要做对刀平面l.滑块两侧面要做限位槽m.滑块头部一定要做基准面,便于组模及加工基准,一般取8mm 以上n.爆炸式滑块一定要做凸肩(定位翅膀),以利合模且要有一个基准,不可逃料。
基准面对刀面(5).特深爆炸式滑块注意事项:a.导向杆要从母模板装置a.母模板要凸出公模板内,防止母模板外掀,增加模具强度b.在母模板凸出外侧要做耐磨板,防止磨损,易调整d.其它注意事项与上述相同(3)‧滑块打顶针一般对于成品璧厚薄而深,壁侧面抽芯孔位较多,抽芯力较大,在跑滑块时,成品可能被滑块拉变形或拉伤。
为防止成品被滑块拉变形或拉伤,需在滑块内打顶针,以阻止成品被滑块拉变形或拉伤。
a.滑块内部打顶针(范例1)2.常见滑块内打顶针有两种方式。
如下图所示:五‧延迟滑块1成品外侧滑块抽芯力大防止成品拉变形2.利用延迟滑块作强制脱模下图为水管及水管延迟简图:六‧斜销式滑块1.斜销式滑块适用放范围一般用在成品有滑块机构,同时沿滑块运动方向成品也有倒勾,这时可采用斜销式滑块。

1.装配中,所有的顶针,螺丝,导柱,回针,销钉2.模具装配图,可以不画剖面线第2章:YS02-小行位一、处理一个产品首先要考虑的两大要素:1.出模可能性2.出模斜度二、一般工厂的模具设计师究竟要做些什么东西呢?(1)模具设计师分成几个档次:五级:学徒、四级:助理工程师、三级:IC(独立设计一般的模具)、二级:IB(独立设计中等难度的模具)、一级:IA(全面处理复杂模具,与其它部门沟通,处理产品缺陷。
工资6000-10000块)、(2).模具设计师只能得100分,得99分就是错的。
不允许有任何的错误!(3)工程师做:出零件图、2D排位图、3D分模图、订材料、线割图、模胚报价图、做开模检讨、改模图。
三、学习时候注意的问题: (1)把老师将的模以记忆(2)画一个图纸要多想:这个东西用2D图画出来是什么形状?在模具当中是处于什么位置?在位置上是起什么作用?是固定的,还是什么运动的? 是什么受力作用?是用什么材料做出来的?是什么工艺加工出来的?四、在工厂模具设计师的第一手资料就是模具设计依据:①产品: 3D图、2D图、样板(拿去抄数画图报价)②客户的要求:这个产品起什么作用、表面的要求:(晒文、镜面、表面光洁度要做到多少)五、①产品的材料是什么②一模几穴:1x2 Cav ③客户啤机(注塑机):100TON(吨) 啤机四根导柱是410x410。
如果设计成450x450模架,模架装不上啤机,客户就不要模具。
要查看啤机最大容模量。
③客户要求产品成型周期: MOLDFIOW 分析:15s(来选择流道和胶口的大小)④模具的使用(生产)寿命:一级模:100万-200万啤(次)、二级模:50万-100万啤、三级模:30万-50万啤、四级模:10万-20万啤、五级模:10万啤以下(垃圾模具)六、产品分析内容:(1)PL(parting)拔拉面(2)Slide 那些地方要做侧面行位(3)有没有枕位和插穿位,产品壁孔:能枕则枕;不枕就碰;碰不到就插。

第五章行位设计(5)三行位的镶拼a 行位的镶拼使用场合①强度薄弱,容易损坏.②精度要求高,难以一次性加工到位.③形状复杂,整体加工困难.④圆形的制品.⑤节约成本,减少不必要的浪费.b 行位的镶拼几种形式①标准的镶拼方式,适用于小型的行位②嵌入式镶拼方式,适用于较大型的行位,H一般取10~15mm.③镶板式镶拼方式,适用于圆形的镶件、镶针或者是多个镶件的行位.镶板可以采取嵌入式或者是定位销定位注意圆形镶件、镶针的定位c 行位的镶拼注意事项① 镶件的定位非常重要② 要保证镶件和行位本体有足够的强度③ 注意固定镶件的螺丝、定位销不要与斜导柱孔、运水孔等干涉d 行位的定位①行位定位的注意事项;②定位面应选取平面;③定位面应选取在相对固定的零件上.如前后模仁、模胚等,不能选取在行位、活动镶件上;④当行位作相对定位时,定位面斜度保证单边5°以上。
1)单个行位的定位2)后模对开行位的定位单个行位都必须有可靠的定位(一般以模仁定位,在无法用模仁定位的情况下,需采用单独的定位块定位)对开行位严禁直接用镶针、司筒或细小的镶件定位.两个行位之间也必须有定位,以保证产品有较靓的夹口.必须保证模仁在行位方向有足够的定位.3 前模行位的定位行位直接用后模肉的圆弧面定位不精确,所以在模仁加定位块(定位块伸入模胚管死)前模行位的定位要求高,因为大部分有外观夹口的要求.所以需更加注意.定位方法与后模行位基本相同4 弹簧的定位①弹簧的选用弹簧压缩比控制在0.4~0.5之间弹簧预压长度控制在5~10之间地侧的行位可不用弹簧定位②弹簧的安装a.内置式安装h=弹簧原长-(行位行程s+预压长度)d=d1+2当弹簧的长度超过80mm,要采用上图所示的结构.防止弹簧由于长期生产疲劳弯曲,行位不能顺利合模.b.外置式安装当行位无法在前面加弹簧时,可使用弹簧外置式设计.c.下置式安装5 弹簧波珠的定位①弹簧波珠的规格②弹簧波珠的安装s=行位的行程L=弹簧波珠的标准长度6 行位的限位①螺丝定位螺丝定位的注意事项a.定位螺丝位置应方便安装b.除非很小的行位(宽度尺寸小于50mm)用M6的螺丝外,其余的必须在M8以上.c.当螺丝锁在斜面上时,应保证螺丝强度足够,不易折断.②限位块定位对于行位重量超过60KG的行位可考虑用限位块定位.7 行位的导向当行位长度L≥250mm,需在行位底部加1个导向块.当行位长度L≥350mm,需在行位底部加2个导向块.①导向块的规格②导向块的安装。

模具行位设计标准要求有哪些
模具行位设计标准要求主要有以下几个方面:
1. 尺寸和形状要求:模具行位应符合产品设计要求的尺寸和形状。
对于三维形状复杂的产品,行位设计可能需要考虑更多的因素,比如模具分离、气门冷却和产品外观等。
2. 位置和方向要求:行位的位置和方向应能满足产品的组装要求。
行位通常用来定位产品的连接件或组件,要求能使产品的各个组成部分精确地对位并稳定地连接。
3. 接口和配合要求:行位需要与其他零部件或设备的接口配合,以确保整个系统的正常运转。
接口和配合要求可能包括形状、尺寸、材料、表面粗糙度、摩擦系数等方面的要求。
4. 加工和制造要求:行位需要容易加工和制造,以提高生产效率和降低成本。
行位的加工和制造要求可能包括材料可加工性、制造精度、加工工艺和设备要求等。
5. 强度和刚度要求:行位需要具备足够的强度和刚度,以承受和传递产品的力和扭矩。
行位的强度和刚度要求可能涉及材料的选择、截面形状、支撑结构等。
6. 表面处理和润滑要求:行位需要进行适当的表面处理和润滑,以防止磨损、腐蚀和卡滞等问题。
表面处理和润滑要求可能包括表面硬度、表面光洁度、涂层材料和润滑剂的选择等。
7. 可靠性和耐久性要求:行位需要具备足够的可靠性和耐久性,以确保模具的长期使用和产品的质量稳定。
可靠性和耐久性要求可能包括应力分布、疲劳寿命、使用寿命等。
综上所述,模具行位设计标准要求涉及到尺寸和形状要求、位置和方向要求、接口和配合要求、加工和制造要求、强度和刚度要求、表面处理和润滑要求,以及可靠性和耐久性要求等方面。
这些要求旨在保证行位的功能和性能,提高模具的生产效率和产品的质量稳定性。

倒扣处理(行位)一‧斜边的动作原理及设计要点是利用成型机的开模动作,使斜边与行位产生相对运动趋势,使行位沿开模方向及水平方向的两种运动形式,使之脱离倒扣。
如下图所示:上图中:β=α+2°~3°(防止合模产生干涉以及开模减少磨擦)α≦25°(α为斜边倾斜角度)L=1.5D (L为配合长度)S=T+2~3mm(S为行位需要水平运动距离;T为成品倒扣)S=(L1xsina-δ)/cosα(δ为斜边与行位间的间隙,一般为0.5MM;L1为斜边在行位内的垂直距离)二‧斜边锁紧方式及使用场合三‧块动作原理及设计要点是利用成型机的开模动作,使铲基块与行位产生相对运动趋势,铲基动面B铲基动行位,使行位沿开模方向及水平方向的两种运动形式,使之脱离倒扣。
如下图所示:上图中:β=α≦25°(α为拔块倾斜角度)H1≧1.5W (H1为配合长度)S=T+2~3mm(S为行位需要水平运动距离;T为成品倒扣)S=H*sinα-δ/cosα(δ为斜边与行位间的间隙,一般为0.5MM;H为拔铲基块在行位内的垂直距离)C为止动面,所以铲基块形式一般不须装止动块。
(不能有间隙)四‧行位的锁紧及定位方式由于制品在成型机注射时产生很大的压力,为防止行位与活动芯在受到压力而位移,从而会影响成品的尺寸及外观(如跑毛边),因此行位应采用锁紧定位,通常称此机构为止动块或后跟块。
常见的锁紧方式如下图:五.行位的定位方式行位在开模过程中要运动一定距离,因此,要使行位能够安全回位,必须给行位安装定位装置,且定位装置必须灵活可靠,保证行位在原位不动,但特殊情况下可不采用定位装置,如左右侧跑行位,但为了安全起见,仍然要装定位装置.常见简图说明简图说明行位采用整体式结构,一般适用于型芯较大,强度较好的场合. 采用螺钉固定,一般型芯或圆形,且型芯较小场合.采用螺钉的固定形式,一般型芯成方形结构且型芯不大的场合下. 采用压板固定适用固定多型芯.七‧行位的导滑形式块在导滑中,活动必须顺利、平稳,才能保证行位在模具生产中不发生卡滞或跳动现象,否则会影响成品质品,模具寿命等。
常用的导滑形式如下图所示。
简图说明简图说明采用整体式加工困具形强度压板规格可查标准零压强度销八‧倾斜行位参数计算由于成品的倒扣面是斜方向,因此行位的运动方向要与成品倒扣斜面方向一致,否侧会拉伤成品。
1.行位抽芯方向与分型面成交角的关系为行位抽向动模.α°=d°-b°d°+b°≦25°c°=α°+(2°-3°)H=H1-S*sinb°S=H1*tgd°/cosb°L4=H1/cosd°2.行位抽芯方向与分型面成交角的关系为行位抽向定模. 如下图所示:α1°=d°-b°d-b°≦25°c°=a°+(2°+3°)H=H1+S*sinb°S=H1+tgd°/cosb°L4=H/cosd°九‧前模遂道行位1.应用特点a.制品倒扣成型在前模侧b.制品外观有允许有痕迹2.前模遂道块简图如下:合模状态(3).设计注意事项第一次开模a.上固定板的厚度H2≧1.5D (D为大拉杆直径;大拉杆直径计算超级链接三板模大拉杆计算;H2上固定板的厚度)b.铲基块镶入上固定板深度H≧2/3H2c.注口衬套头部要做一段锥度,以便合模。
且要装在上固定板上,以防止成型机上的喷嘴脱离注口衬套,产生拉丝现象不便取出,影响下一次注射。
d.铲基块在前模板内要逃料。
e.耐磨板要高出前模板0.5mm,保护前模板。
以及支撑铲基块防止铲基块受力变形。
f.小拉杆限位行程S≦2/3H1,以利合模。
(H1为行位高度)g.铲基杆前端最好装固定块,易调整,易加工,构成三点支撑,增加铲基块强度。
h.要使耐磨块装配顺利,要求点E在点D右侧。
如下图所示:i.行位座与铲基块装配时,要特别注意尺寸B与B1的关系,应为B>B1,但为了装配的顺畅,也可将其行位座后模板部分全部挖通。
(4)双”T”槽的计算公式及注意事项:如上图中S3=H*tg γ;(H 为行位下降的高度即小拉杆行程; γ为铲基块角度) S2=δ2*cos γ;(δ2为铲基块与行位间隙,一般为0.5mm) S=S3-S2=H*tg γ-δ2*cos γ=(H*sin γ-δ2)/cos γ; (S 为行位水平运动距离) S4=δ1/cos α;(δ1行位镶件与行位间隙隙;α为行位镶件倾斜角度)S1=(H*sin β-δ1)/sin(α+β);(β为扣槽间隙,一般为0.5mm ;S1为行位镶件脱离倒扣距离) 注意事项:a.装配要求:行位镶件与倾斜的镶件孔装配,要特别注意尺寸A 与A1的关系,应为A>A1 。
b.双T 槽公差:如下图装配注意事项范例上图中行位镶件能顺利装入公模仁内,要求S1>S 或将公模板开通。
(见右图) β=α+2°~3° (便于开模及减小摩擦)H ≧1.5D (H 为斜撑销配合长度;D 为斜撑销直径)双T 槽机构范例双”T”槽结构范例开通2‧前模爆炸式行位(1).爆炸式行位适用场合一般成型在前模侧且对行位成型面积较大,尤其是行位在前模侧很深的情况下使用。
(下图为爆炸式行位典型实例:)(2).炸式行位简图如下:(3).行程计算:如下图中 S=L*sin β(β为T 槽角度;L 为沿T 槽方向行程;S 为行位水平运动距离) H=L*cos β(H 为行位纯垂直运动距离)(4).爆炸式行位设计要求及注意事项: 如右图中所示:a.底部耐磨板要做斜面,减少行位与 公模板间磨损,一般取1.5˚~3˚,装 配位置须在行位重心3/4处。
b.S1>S (S 为行位水平运动距离)c.行位背部耐磨板要高出行位背部0.5mnm e.挡块与抓扣间角度γ>耐磨板倾斜角度 f.β=α (β为“T ”槽角度;α为限位拉杆角度)g.T 型块长度尽量取长,高出前模板10mm即可。
h .行位头部要装合模螺钉,便于组模,试模要取下。
i. 锁T 形块螺钉要垂直于T 形块 j.头部弹簧须求行位重量 k.行位背部要做对刀平面 l.行位两侧面要做限位槽m.行位头部一定要做基准面,便于组模及加工基准,一般取8mm 以上 n.爆炸式行位一定要做凸肩(定位翅膀),以利合模且要有一个基准,不可逃料。
基准面对刀面(5).特深爆炸式行位注意事项: a.导向杆要从前模板装置a. 前模板要凸出公模板内,防止 前模板外掀,增加模具强度b. 在前模板凸出外侧要做耐磨板, 防止磨损,易调整 d.其它注意事项与上述相同(3)‧行位打顶针一般对于成品璧厚薄而深,壁侧面抽芯孔位较多,抽芯力较大,在跑行位时,成品可能被行位拉变形或拉伤。
为防止成品被行位拉变形或拉伤,需在行位内打顶针,以阻止成品被行位拉变形或拉伤。
a.行位内部打顶针(范例1)2.常见行位内打顶针有两种方式。
如下图所示:五‧延迟行位1成品外侧行位抽芯力大防止成品拉变形2.利用延迟行位作强制脱模下图为水管及水管延迟简图:六‧斜销式行位1.斜销式行位适用放范围一般用在成品有行位机构,同时沿行位运动方向成品也有倒扣,这时可采用斜销式行位。
注:右图为斜销式行位的典型实例:2.斜销式行位简图如下:3‧内行位(1). 用凸台形式(如下图)上图中行程计算与铲基块式行位一致(2). 用斜撑销形式(如下图)上图中S1=S+1mm以上(S为倒扣距离;S1为行位沿斜面运动距离)S2=S1/cosβ(S2为行位相对水平距离;β为行位倾斜角度)S2=S3=(H1*sinα-0.5)/cosα(H1为相对垂直高度;α为斜撑销倾斜角度α≦25)°γ=α+2°~3°H≧1.5D (D为斜撑销直径;H为斜撑销配合长度)详细尺寸计算超级链接倾斜行位计算‧抽心力的计算及强度校核1‧抽芯力的计算由于塑料在模具冷却后,会产生收缩现象,包括模仁型芯及其它机构零件(如斜梢.滑块.镶件等)因此,在设计行位时要考虑到成品对行位的包紧力,受力状态图如右:注:F=F4*cos α-F3cos α=(F4-F3)*cos α式中F---抽芯力(N);F3---F2的侧向分力(N)F4---抽芯阻力(N);α---脱模斜度.由于α一般较小,故cos α=1即 F=F4-F3而 F2=F1-cos αF3=F2tg α=F1cos α*tg α=F1*sin αF4=F2*μ=μ-F1cos α即 F=F4-F3=μ*F1cos α-F1sin α=F1(μcos α-sin α)式中F1-----塑料对型芯的包紧力(N)F2---垂直于型芯表面的正压力(N)μ---塑料对钢的摩擦系数,一般取0.2左右而F1=CLF.式中C----型芯被塑料包紧部分断面平均周长(CM)L---型芯被塑料包紧部分长度(CM)F0---单位面积包紧力,一般可取7.85~11.77MPA即F=100CLF0(μcos α-sin α) (N)2‧斜边直径校核斜边直径要受到本身的倾斜角度、长度以及所需脱模距离的综合影响,因此,在设计过程中,几个参数需要相互调配得到最佳合理化.以确保行位运动顺畅,具体计算公式如下:注:图中P---斜销所受最大弯曲力L---弯曲力距P1---抽芯阻力H---抽芯孔中心到A 点的距离α°---斜撑销倾斜角P2---开模力由图中得到:P=P1/cosα(KN)M弯=PL (KN)又M弯≦[σ弯]*W (KN)即PL=[σ弯]*W (KN)式中W---抗弯截面系数[σ弯]---弯曲许用应力(对碳钢可取13.7KN/CM2 (137MPA)M弯---斜销承受最大弯矩即W=(πd4/64)/(D/2)= πd3/32=0.1d30.1d3=pL/[σ]弯=PH/([σ]弯cosα)D=3√(ph/0.1[σ]弯cosα(cm)3‧拔块的截面尺寸校核拔块的截面尺寸校核原理与斜边计算原理一致。
只是将最后一步骤更改即可。
得公式如下:W=bh2/b当b=2/3h时, W=h3/9h3/9=pL/[σ]弯=PH/([σ]弯cosα)H=3√9PH/([σ]弯cosα) (cm)当b=h时, W=H3/b]H=3√(6ph/[σ]弯*cosα) (cm)式中h---拔块截面长边(cm)b---拔块截面短边(cm。