斜销机构2
- 格式:ppt
- 大小:1.54 MB
- 文档页数:23
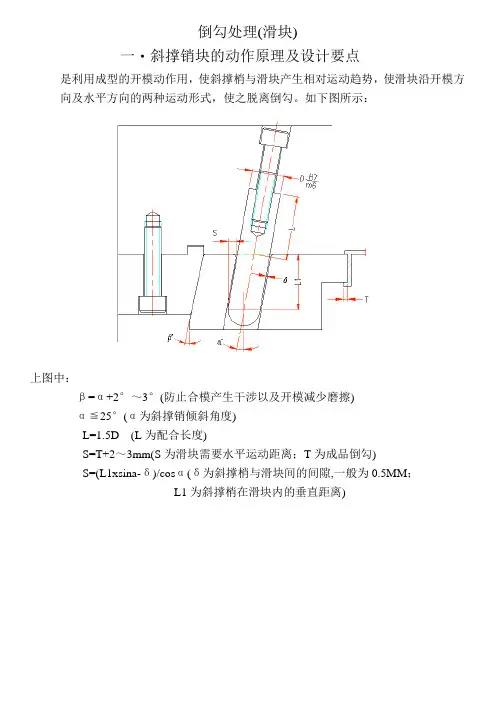
倒勾处理(滑块)一‧斜撑销块的动作原理及设计要点是利用成型的开模动作用,使斜撑梢与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α+2°~3°(防止合模产生干涉以及开模减少磨擦)α≦25°(α为斜撑销倾斜角度)L=1.5D (L为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=(L1xsina-δ)/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;L1为斜撑梢在滑块内的垂直距离)二‧斜撑梢锁紧方式及使用场合三‧拔块动作原理及设计要点是利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B拨动滑块使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α≦25°(α为拔块倾斜角度)H1≧1.5W (H1为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=H*sinα-δ/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;H为拔块在滑块内的垂直距离)C为止动面,所以拨块形式一般不须装止动块。
(不能有间隙)四‧滑块的锁紧及定位方式由于制品在成型机注射时产生很大的压力,为防止滑块与活动芯在受到压力而位移,从而会影响成品的尺寸及外观(如跑毛边),因此滑块应采用锁紧定位,通常称此机构为止动块或后跟块。
常见的锁紧方式如下图:五.滑块的定位方式滑块在开模过程中要运动一定距离,因此,要使滑块能够安全回位,必须给滑块安装定位装置,且定位装置必须灵活可靠,保证滑块在原位不动,但特殊情况下可不采用定位装置,如左右侧跑滑块,但为了安全起见,仍然要装定位装置.常见简图说明简图说明滑块采用整体式结构,一般适用于型芯较大,强度较好的场合. 采用螺钉固定,一般型芯或圆形,且型芯较小场合.采用螺钉的固定形式,一般型芯成方形结构且型芯不大的场合下. 采用压板固定适用固定多型芯.七‧滑块的导滑形式块在导滑中,活动必须顺利、平稳,才能保证滑块在模具生产中不发生卡滞或跳动现象,否则会影响成品质品,模具寿命等。
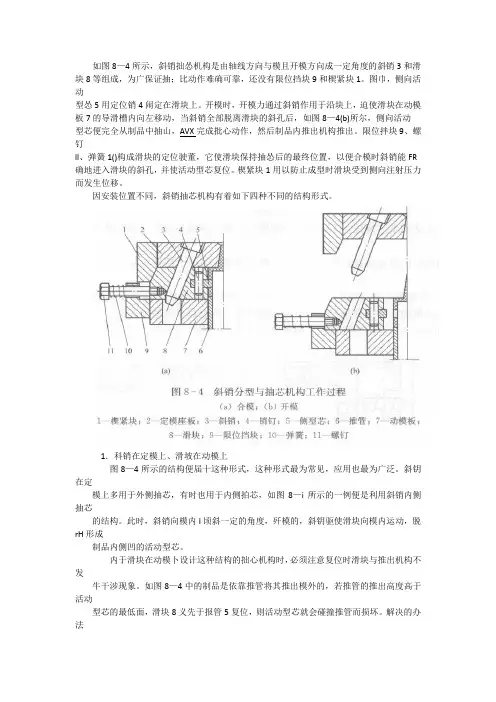
如图8—4所示,斜销拙怂机构是由轴线方向与模且开模方向成一定角度的斜销3和滑块8等组成,为广保证抽;比动作难确可靠,还没有限位挡块9和楔紧块1。
图巾,侧向活动型怂5用定位销4闹定在滑块上。
开模时,开模力通过斜销作用于沿块上,迫使滑块在动模板7的导滑槽内向左移动,当斜销全部脱离滑块的斜孔后,如图8—4(b)所尔,侧向活动型芯便完全从制品中抽山,AVX完成批心动作,然后制品内推出机构推出。
限位拌块9、螺钉ll、弹簧1()构成滑块的定位驶董,它使滑块保持抽怂后的最终位置,以便合模时斜销能FR 确地进入滑块的斜孔,并使活动型芯复位。
楔紧块1用以防止成型时滑块受到侧向注射压力而发生位移。
因安装位置不同,斜销抽芯机构有着如下四种不同的结构形式。
1.科销在定模上、滑坡在动模上图8—4所示的结构便届十这种形式,这种形式最为常见,应用也最为广泛。
斜钥在定模上多用于外侧抽芯,有时也用于内侧拍芯,如图8—i所示的一例便是利用斜销内侧抽芯的结构。
此时,斜销向模内I顷斜一定的角度,歼模的,斜钥驱使滑块向模内运动,脱rH形成制品内侧凹的活动型芯。
内于滑块在动模卜设计这种结构的拙心机构时,必须注意复位时滑块与推出机构不发牛干涉现象。
如图8—4中的制品是依靠推管将其推出模外的,若推管的推出高度高于活动型芯的最低面,滑块8义先于报管5复位,则活动型芯就会碰撞推管而损坏。
解决的办法是,在模具结构允许的情况下,使推管或推杆与活动型芯的水平投影不重叠,或者在两者水平投影贡叠的情况下,使报管或推杆的推山距离小丁活动型芯最低面与分型面之间的距离,这是最简单的办法,否则就要校核十涉是否发生,若发生干涉,就得采用附加改造,确保椎杆先于活动型芯复位。
如图8—6所水,当推出机构采均复位杆复位时,椎杆(或椎管)端面至活动型芯的最近距离jj与斜销倾斜角。
的正切b凹的乘积大于活动型芯与推杆在水平方向的重乔距离f,即则推杆可先于活动型芯复位,不会发生活动型芯与报杆碰撞的情况,否则就得采用先复位的附加装置。
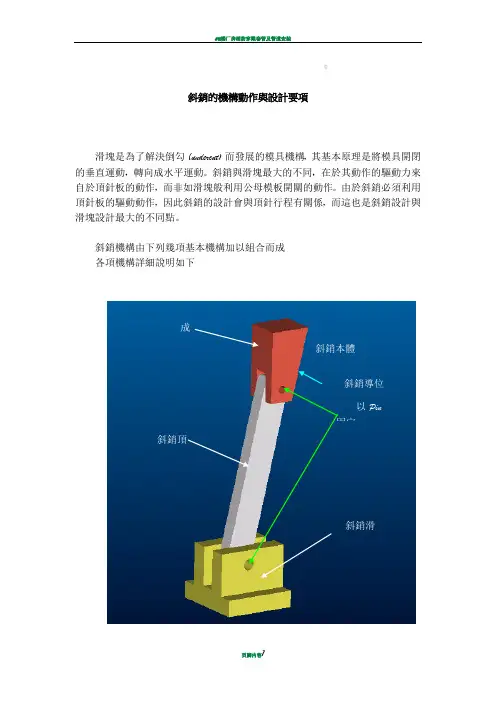
斜銷的機構動作與設計要項滑塊是為了解決倒勾 (undercut) 而發展的模具機構,其基本原理是將模具開閉的垂直運動,轉向成水平運動。
斜銷與滑塊最大的不同,在於其動作的驅動力來自於頂針板的動作,而非如滑塊般利用公母模板開關的動作。
由於斜銷必須利用頂針板的驅動動作,因此斜銷的設計會與頂針行程有關係,而這也是斜銷設計與滑塊設計最大的不同點。
斜銷機構由下列幾項基本機構加以組合而成各項機構詳細說明如下成斜銷本體斜銷導位以 Pin固定斜銷頂桿斜銷滑塊斜銷機構設計參數設計重點:斜銷基本上屬於頂出系統的一種變形,因此斜銷設計第一考量為頂出行程EJH 。
頂出行程要考慮三個要項:1、 頂出行程EJH 必須能夠將成品頂出分模面,因此其距離必須大於成品高度H2、 頂出行程不能太長,太長的話會讓斜銷掉出模具。
因此實際頂出行程 EH 必須小於斜銷高度。
為了安全,設計者可以在頂針板上安裝限位塊,確保頂出時其頂出距離只有 EH 。
3、 頂出行程配合斜銷角度,必須能夠讓成品倒勾位脫離模具,因此實際頂出距離EH * tan(斜銷角度 θ) 必須大於倒勾行程S4、 為了確保成品頂出時斜銷留在模具內的距離足夠長,不會讓斜銷脫離模具,因此斜銷高度 LH 至少要是成品高度 H 的兩倍LH >= 2H > EH > H EH * tan θ > S成品高 H斜銷高 LH斜梢角度 θ頂出行程 EJH實際頂出距離EH 限位斜銷的各種變形1、斜頂(基本型)設計斜銷時,必須在頂針板安裝斜銷滑塊,相對的在頂針板上會佔用較大的位置。
但是,某些產品由於倒勾處較多,如果一一安裝的話頂針板的空間會不足以安放斜銷滑塊,因此產生如下圖的變形設計。
成型斜頂的設計,基本上是將原本位於頂針的斜銷滑塊改做在斜銷本體上,如此可以減少在頂針板上的加工。
但是,設計上考量的重點會相對增加。
另外,由於斜頂機構在頂出及退回時會在斜銷滑塊位施加極大的應力,在斜銷滑塊位會比較容易損壞。

设计专题﹕斜顶形式及如何决定斜顶部门﹕塑模设计姓名﹕陈俊伟时间﹕2003.11.15 目录二.斜销的具体形式 (2)三.斜销参数的计算 (2)四.标准整体式斜销 (3)五.两段式斜销 (6)六.头部两段式斜销 (9)七. 母模斜销 (10)八. 斜销顶针 (11)九. 实例分析 (12)九. 总结 (14)斜顶形式及如何决定斜顶一. 斜销侧向分型与抽芯机构的工作原理当塑件的侧凹较浅﹐所需的抽芯距不大﹐但侧凹的成型面积较大﹐因而需较大的抽出机构的推力驱动斜销斜向运动﹐在塑件被推出脱模的同时﹐由斜销完成侧向分型与抽芯动作。
因此斜销也叫斜顶﹐在本数据中﹐以斜销表示。
斜销的钢材选用﹕当产品含玻纤﹐即玻璃纤维时﹐用热处理过的SKD-61﹕表面硬度48-52;当产品不含玻纤时﹐斜销则用氮化后的FDAC.而这两种钢材的区别﹕热处理过的SKD-61的硬度略低﹐但价格也较便宜﹐¥41/kg;而FDAC则接近其两倍﹕¥76/kg.二. 斜销的具体形式1 标准整体式斜销2 两段式斜销a. 顶针式斜销b. L形两截式斜销3 头部两段式斜销4母模斜销5斜销顶针三. 斜销参数的计算斜销行程=倒勾距离+缩水量+安全值(1.5~3m m)<见下图>2斜销度α四. 标准整体式斜销(一) 确定斜销行程﹑斜销角度A. 检查斜销后退方向正确与否;B. 斜销顶部偷料0.05~1mm;C. 检查斜销后退时是否有干涉﹐若有干涉可改小行程.(二) 斜销座与引导块设计1.安装引导块的作用﹕便于加工和节省耐磨材料﹐从而节约成本﹐达到优化设计的效果。
2.斜销座﹕a.可用圆销或方销固定b.留耳固定﹐留耳的材质是FDAC,氮化后表面硬度64-68五. 两段式斜销应用场合﹕斜销运作空间不足时可采用两段式斜销1. 顶针式斜销设计要点﹕A 斜销导向行程≧顶出行程s+10mm入,再旋转90°方向勾住T形槽C 顶针是否与模仁有干涉D 顶针直径≧6mm.2. L形两截式斜销设计要点﹕A.适用于斜销与母模无靠破之情况B. 适用于斜销与母模靠破之情况顶针顶出﹐仁块固定与情形A—无靠破的差别在于﹕增加了弹簧顶销止动装置。
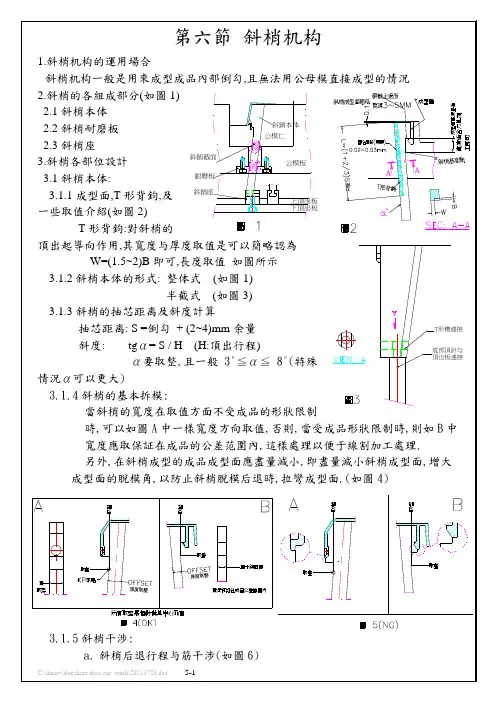
斜銷部分
一、產品上有側凸起,倒溝→模具勾進產品中(即凸起→里邊孔、槽等)
外邊凸起或孔用滑塊。
里邊的凸起或槽用斜銷,如空間不夠,用內滑塊。
二、斜銷組成(動配合):
(1)、斜銷本體
(2)、斜銷機構
(3)、斜銷耐磨板
斜銷座的固定:
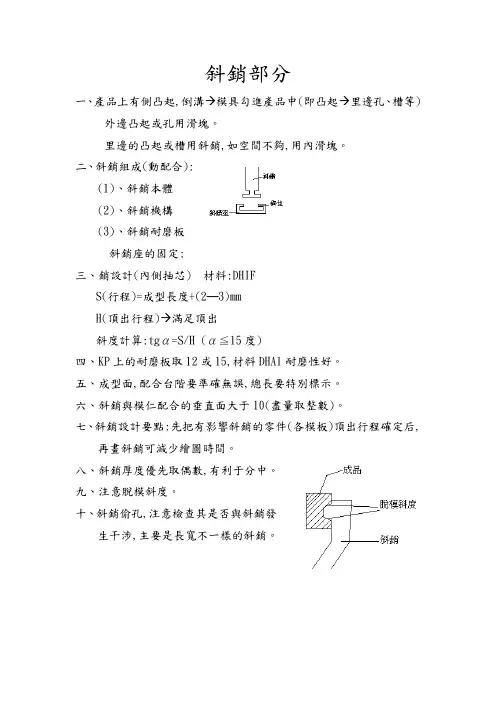
三、銷設計(內側抽芯) 材料:DHIF
S(行程)=成型長度+(2—3)mm
H(頂出行程)→滿足頂出
斜度計算:tgα=S/H (α≦15度)
四、KP上的耐磨板取12或15,材料DHA1耐磨性好。
五、成型面,配合台階要準確無誤,總長要特別標示。
六、斜銷與模仁配合的垂直面大于10(盡量取整數)。
七、斜銷設計要點:先把有影響斜銷的零件(各模板)頂出行程確定后,
再畫斜銷可減少繪圖時間。
八、斜銷厚度優先取偶數,有利于分中。
九、注意脫模斜度。
十、斜銷偷孔,注意檢查其是否與斜銷發
生干涉,主要是長寬不一樣的斜銷。