三菱 PLC 维修实例
- 格式:doc
- 大小:37.50 KB
- 文档页数:10

设计时可使每一个故障点均有信号表示。
优点是直观便于检查,缺点是程序复杂且输出单元占用较多,投资较大;
设计时也可将所有故障点均由一个信号表示。
优点是节约成本,减少了对输出单元的占有,缺点是具体故障回路不能直接判断出;
设计时还可将性质类似的一组故障点设成一个输出信号表示。
以上三种方案各有利弊,在条件允许、并且每个回路均很重要,要求必须快速准确判断出故障点时采用第一种方案较好;一般情况下采用第三种方案比较好,由于故障分类报警显示,就可直接判断出故障性质,知道会对设备或工业过程造成何种影响,可立即采取相应措施加以处理,同时再结合其它现象、因素、另一组或几组报警条件将具体故障点从此类中划分出来。
整个PLC内部程序、外部输出点及接线增加不多,性能价格比较高。
plc输入、输出故障的排除:
一般的PLC均有LED指示灯可以帮助检查故障是否由外部设备引起。
不论在模拟调试还是实际应用中,若系统某回路不能按照要求动作,首先应检查PLC输入开关电接触点是否可靠(一般可通过查看输入LED指示灯或直接测量输入端),若输入信号未能传到PLC,则应去检查输入对应的外部回路;若输入信号已经采集到,则再看PLC是否有相应输出指示,若没有,则是内部程序问题或输出LED指示灯问题;若输出信号已确信发出,则应去检查外部输出回路(从PLC输出往后检查)。
在输出回路中,由于短路或其它原因造成PLC输出点在内部粘滞,只需将其接线换至另一予留的空接线点上,同时修改相应程序,将原输出标号改为新地址号即可。
PLC虽然适合工业现场,使用中也应注意尽量避免直接震动和冲击、阳光直射、油雾、雨淋等;不要在有腐蚀性气体、灰尘过多、发热体附近应用;避免导电性杂物进入控制器。

成为电梯高手之三菱SP-VF、VFCL系列维修实例SP-VF、VFCL系列实例故障1:一台18层站的SPVL电梯最近总是平凡的烧大功率晶体管的情况,温度保险是好的,驱动板也换过几块了,大电容也更换过,可电梯运行几天还是出现这样的情况。
解决方法:更换E1板后正常故障2:三菱SP-VF电梯3层3站电梯停在一层但不平层偏高。
没有显示。
接通安全回路,轿厢内马上发出超载响声,机房显示1楼不停闪烁。
电梯就是不会走。
解决方法:是安全继电器坏了。
还有后门的门机皮带磨损严重。
有很大的烧焦味。
故障3:一台三菱SP-VF电梯在正常中就坏了.所有的内选按钮都亮,电梯层层走,到一层停了再走,刚才停的那层又亮,电梯就是这样重复的走, 解决方法:把轿箱操纵盘搬到机房试一下没有问题,一切正常,把操纵盘在按回轿内一切正常问题解决了。
轿箱操纵盘串行接口接触不良产生了干扰。
故障4:台三菱sp-vv(A)的电梯,运行正常,偶有平层后开门只能开10-30公分,然后楼层指示闪烁,PLC扫描停止,断电后恢复有时能用几天最近只能用几小时. 最近故障越来越频繁.有时1DV显示故障35,解决办法:显示35,是运行跟不上设定运行速度。
把编码器外壳拆下来,用柔软的布察一下,最好换一下编码器,但西德的编码器很少。
PLC没有扫描,是内部自保了故障5:一台三菱SPVF电梯,出现了门机不转动(不能开也不能关,但门电机有电通到了,只是动不了),控制柜有关门信号,手动关好门后电梯能走梯,检查进门电机的三根线电压分别为56、28、28,进门机闸刀开关电压为105v门机板和其它梯对换了,板是好的解决办法:故障原因是控制柜上有一个插口的一根线接不好(插针问题),是UK插口接触不良引起三相缺相故障6:三菱SPVV-A电梯,最近二三天出现冲顶故障。
故障现象:该电梯共10层,1.75m/s。
我在机房观察并登记了7楼及10楼,电梯一直向上显示1楼不变直到冲顶才显示为10楼。
解决办法:此故障是因为编码器码盘上的灰尘引起故障7:三菱VFCL电梯,在正常运行状态时轿内数码显示不正常,并且轿内按钮闪烁,不能正常召唤。
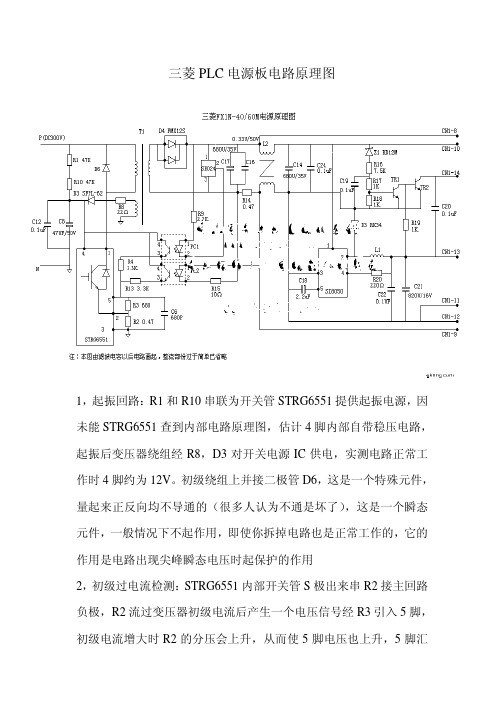
三菱PLC电源板电路原理图1,起振回路:R1和R10串联为开关管STRG6551提供起振电源,因未能STRG6551查到内部电路原理图,估计4脚内部自带稳压电路,起振后变压器绕组经R8,D3对开关电源IC供电,实测电路正常工作时4脚约为12V。
初级绕组上并接二极管D6,这是一个特殊元件,量起来正反向均不导通的(很多人认为不通是坏了),这是一个瞬态元件,一般情况下不起作用,即使你拆掉电路也是正常工作的,它的作用是电路出现尖峰瞬态电压时起保护的作用2,初级过电流检测:STRG6551内部开关管S极出来串R2接主回路负极,R2流过变压器初级电流后产生一个电压信号经R3引入5脚,初级电流增大时R2的分压会上升,从而使5脚电压也上升,5脚汇集了三路检测信号,该脚电压上升电源IC可降低PWM的占空比,超过上限幅度时会停振,正常工作时5脚约为0.5V3,输出稳压:次级经整流滤波后接SE024(相当于7824),它本身不接负载,输入输出的电位差驱动光藕PC1的输入端,当SE024输入电压上升时PC1导通,12V电源经R4引入电源IC的5脚从而降低占空比使次级输出降低(也就是SE024的输入),最后的结果是该路直流电压接近于24V4,输出过流检测:负载电流流过R14时会产生压降,这个压降增大到一定值时会驱动PC2的输入端,从而将12V引入STRG6551的5脚,使电源停振5,5V的产生:此电路初级整流滤波后只产生DC24V电源,24V经过SI8050这个5V稳压IC后产生5V电源供CPU工作,这个SI8050是三肯产品,功能相当于普通的7805,只是转换效率更高发热较小并带有软启动功能6,CPU停机电路:TR1,TR2及周边零件构成一个可以强制CPU停机的电路。
Z1,R16,R17,R18串接于24V电路上,正常时R18上的分压不足于驱动三极管TR1,所以TR2是导通的,CPU可以工作,当24V因为某种故障情况上升到一定值时R18上的分压足于驱动TR1,从而使TR2基极电压降低TR2关闭,这个TR2关闭停号使CPU 必须停止运行。

三菱PLC编程实例第一篇:三菱PLC编程实例三菱PLC编程实例可编程控制器控制实例 1 十字路口红绿灯控制【动作要求】一般十字路口红绿灯控制,依下所列之条件动作。
I/O 组件:红灯黄灯绿灯绿灯闪烁东西向 Y0 Y1 Y2 Y2 南北向 Y10 Y11 Y12 Y12 时间 35秒 5秒 25秒 5秒洗手间自动冲水控制【动作要求】1.第一个使用者站满 3 秒钟作第一次冲水 2 秒钟。
2.第一个使用者离开后作第二次冲水 3 秒钟。
3.若第二个使用者于第二次冲水3 秒钟之内进入则停止冲水,待第二个使用者离开后再冲水 3 秒钟。
I/O 组件:X0 为感应侦测输入信号Y0 为输出冲水地下停车场出入红绿号志控制【动作要求】为节省空间,地下停车场的出入口为单线道因此设置红绿号志藉以管制车辆的进出顺序。
一楼及地下一楼各设一个红绿灯号志,信道一次只供一部车进入,平时号志为绿灯当车道有车时则为红灯。
I/O 组件:红灯由Y0 控制,绿灯由Y1 控制。
另设一楼感应器X0,地下一楼感应器 X1。
喷水池控制【动作要求】前后四排水柱,当开关X0 ON 时,依序从第一排水柱开始喷水10 秒、再来第二排喷水 10 秒,第三排喷水 10 秒、第四排喷水 10 秒后又回到第一排喷水,开关 X0 OFF 则喷水停止。
重新打开开关 X0,仍从第一排水柱开始喷水。
I/O 组件:1.喷水开关输入 X0。
2.第一排水柱输出Y0、第二排水柱输出Y1、第三排水柱输出Y2、第四排水柱输出 Y3。
自动门控制【动作要求】.人一靠自动门,马达立刻高速开门(正转),后经过开门减速开关转变为低速,直到碰触开门极限开关马达暂停。
.在感应器侦测无人经 0.5 秒,激活马达高速关门(反转),后经过关门减速开关转变为低速,直到碰触关门极限开关马达停止。
.在关门期间,感应器感应到门前有人,自动门不许作关门动作,暂停0.5 秒,而后自动转为开门动作。
.自动门动作期间停电自动门停止,在复电后亦能正常操作。
三菱CNC 故障诊断及排除8例1关于#6451参数设置引起的通信故障数控系统为E60 :第1例客户报告故障现象如下:在传送PLC 程序时中途中断,断电后,重新设定#6451=00110000, 屏幕立即变为灰屏。
只有将#6451=00010000, 屏幕又恢复正常。
将系统做维修格式化(系统旋钮=7)后,系统屏幕又能够正常操作。
再次将#6451=00110000, 系统又变成灰屏第2例客户报告故障现象如下数控系统为E60 。
在初始调试将#6451=00110000 后,系统变成灰屏。
以上两例都与参数#6451相关。
分析:在三菱数控系统中,#6451 用于指定对CNC系统进行PLC程序传送。
如果设置#6451=00110000 (bit5=1)则进入GX 通信状态,即将三菱专用的编程软件“GX-DEVELOP”开发的PLC 程序送入CNC 系统。
如果设置#6451=00010000,(bit5=0)则进入RS232 通信。
用于传送参数,加工程序等。
在本例中,一旦设置#6451=00110000,就出现灰屏,即使做维修格式化后故障仍然不能解除。
这一故障与PLC 通信有关,也可能是不符合格式的PLC 程序引起了通信错误。
处理:设置NC系统旋钮=1,使PLC程序停止,解除PLC程序的影响。
再设置#6451=00110000,此时未出现灰屏,传送正常PLC 程序后,系统正常。
在第一例中,向系统传送原PLC 程序后,观察到GX软件的对话窗口有“PLC 程序报警信息”,这是首次观察到的现象。
将PLC 程序格式化后,再传送正常程序,系统正常。
2.系统原点漂移:一台控制系统为M64的铣床。
运行三月后客户报告出现下列故障现象:停电一晚,第2天上电后运行时,出现位置偏差,目测有3mm —6mm,9.8mm,,以当日基准设定为G54 坐标,继续运行能够正常运行,无偏差。
凡停电4小时后,再开机,就出现上述故障,连续一个月每天出现上述故障。
PLC电源模块维修技术实例一、软故障判定和处理S5PLC含有自诊疗能力, 发生模块功效错误时往往能报警并按预先程序作出反应, 经过故障指示灯就可判定。
当电源正常, 各指示灯也指示正常, 尤其是输入信号正常, 但系统功效不正常(输出无或乱)时, 本着先易后难、先软后硬检修标准首先检验用户程序是否出现问题。
S5用户程序储存在PLCRAM中, 是掉电易失性, 当后备电池故障系统电源发生闪失时, 程序丢失或紊乱可能性就很大, 当然强烈电磁干扰也会引发程序犯错。
有EPROM存放卡及插槽PLC恢复程序就相当简单, 将EPROM卡上程序拷回PLC后通常都能处理问题; 没有EPROM子卡用户就要利用PG联机功效将正确程序发送到PLC上。
需要尤其说明是, 有时简单程序覆盖不能处理问题, 这时在重新拷贝程序前总清一下RAM中用户程序是相当必需。
经过将PLC上“RUN”“ST”开关按RUN---ST---RUN---ST---RUN 次序拨打一遍或在PG上实施“Object—Blocks—Delete---inPLC—allblocks---overall—Reset”功效就完成了RAM中程序总清。
另外, 保留在EPROM中程序并不是万无一失, 过分相信EPROM上程序有时会给检修带来迷惑。
所以在PLC电源模块维修技术中常常性检验查对EPROM中程序, 尤其是PG中备份程序就显尤为关键。
PLC电源模块维修技术实例: 一次, 一台停机两个月设备出现问题, 上电后无法开启。
工程师在检验后认为程序犯错, 很自然地将EPROM卡插入PLC中, 总清后拷贝程序, 完成后重启, 故障依旧, 因为程序不大, 逐条把EPROM上程序读出, 与手册上指令查对后发觉完全一样, 反复拷贝无效后认为是PLC硬件故障。
我们用PG将备份程序调出, 与EPROM上程序进行比对, 结果语句指令表相同, 但程序存放地址发生了改变, 把备份程序发送到PLC后设备运行正常。
结合PLC系统现场故障处理实例,分享PLC故障维修经验摘要PLC故障分为软件故障和硬件故障,本文结合PLC系统现场故障处理实例,分享PLC故障维修经验,本文是PLC高手速成秘籍!!!PLC硬件损坏或软件运行出错的概率极低,检查故障时,重点应放在PLC的外围电气元件,PLC的故障大多数是外围接口信号故障,维修时,只要PLC有部分控制的动作正常,就不用怀疑PLC的程序问题。
确认运算程序有输出,而PLC的接口没有输出,则为接口电路故障。
PLC系统的硬件故障多于软件故障,大多是外部信号不满足或执行元件故障引起,而不是PLC系统的问题。
可根据PLC输入、输出状态来判断故障。
PLC的输入输出信号都要通过I/O通道,有些故障会在I/O接口通道上反映出来,有时通过观察I/O接口状态,就可找出故障原因。
PLC都具有自诊断功能,检查故障时可根据报警信息,查明原因并确定故障部位,也是检查和排除PLC故障的基本手段和方法。
先判断故障是全局还是局部的,上位机显示多处控制元件工作不正常,提示很多报警信息,就需要检查CPU模块、存储器模块、通信模块及电源等公共部分。
经验表明PLC控制系统出现的绝大部分故障,都是通过PLC程序检查出来的。
PLC控制系统的动作都是按照一定顺序来完成的,观察系统的动作过程,比较故障和正常时的情况,大多可发现疑点,判断出现故障原因。
有些故障可在屏幕上直接显示出报警原因,有些虽然有报警信息,但并没有直接反映出报警的原因;还有些故障不产生报警信息,只是有些动作不执行;遇到以上两种情况,跟踪PLC程序的运行是检查故障的有效方法。
西门子PLC系列产品PLC系统故障分析PLC主要由中央处理单元、输入接口、输出接口、通信接口等部分组成,其中CPU是PLC。
笔者是做超音波清洗机客服的,机器中有一个类似是机械手的天车,驱动天车上升下降的是2个2KW的伺服马达,使天车做X轴和Y轴的运动。
第一次出现的现象:三菱PLC(型号为FX2N)面板上的第四只灯有时闪烁,有时间长亮,其状态下PLC不能运行,机器伺服部分整体瘫痪。
(PLC面板上有四只信号状态灯:1.POWER2.RUN3.BATT.V4.PROG.E(此灯闪烁时)/CPU.E(此灯常亮时)处理的办法:因厂商维修人员(笔者)没有在现场,厂家维修人员在关掉机器(即总电源断开)若干时间后,机器可以正常运行。
在笔者到了以后机器运行很正常。
在长时间观察以后确定没有问题,笔者离开。
在几天里没有此类问题出现,但在三天后,机器的手动和自动前的原点复归没有办法进行。
笔者再次赶到现场,在进行手动做升降时机器可以进行,在进行横移时不能运行。
当时检查的状况是:(1)PLC正常,没有出现任何警示信号。
(2)控制横移伺服马达的1PG电源灯正常,但在手动运行时FP、RP状态灯不亮。
处理的办法是:将升降的1PG拆除,把横移的1PG和升降的1PG对换,更换后进行手动,其情况和刚刚相反,即升降不能移动,而横移可以进行移动。
当时就确定为横移1PG故障,更换1PG后问题解决,经过几个小时的观察没有在出现上述问题。
但好景不常,在第二天凌晨二点半左右,问题再次出现。
机器横移不能移动。
检查处理的方法:将升降伺服驱动器与其相对应的1PG连接插头拔掉插进横移的伺服驱动器中使用。
再进行横移测试时,横移没有问题,在将横移的1PG与伺服驱动器的插头插进升降的伺服驱动器上使用,这时升降则不能使用,且1PG的运行灯状态灯不亮。
把总电源断路器拉掉后过一些时间再合上后还是不能运行。
难道又是1PG故障?再次更换新的1PG后,机器故障依旧。
笔者又接连更换了伺服系统的所有部件,其中包括:伺服驱动器,伺服马达,以及连接伺服驱动器和伺服马达的动力线和信号回授线,更换期间机器可以短时间的运行,但每次都运行不了多久,最讨厌的是总是在凌晨2到3点之间故障。
三菱PLC 维修实例型号:三菱PLC检修:打开机检查,发现电源烧坏,估计只是电源烧坏比较容易修,整流桥后滤波电解电容已炸开,保险丝烧得发黑,用万用表检查,炸开的滤波电容已短路。
保险丝开路,逐个查其它元件未发现有烧坏,更换保险丝和滤波电解电容后通电,测各组电源都已正常,装好正台机,通电电源指示灯亮,将输入点与公共端短路,输入点灯亮,输出对应点灯也亮,基本正常,最后给欧工用电脑测试证实一切正常。
三菱伺服放大器维修实例型号:MR-SA502检修:首先打开机盖查看,没有明显烧坏的地方。
然后将伺服放大器的U ·V ·W 分别对应连接,R ·S ·T 须由三相380V 降压为三相220V 连接,将G1 、G2 编码器插座分别与伺服马达对应连接。
检查无误后通电,依说明明书测试试机,当SW5 ①拨至开时,听到继电器吸合马上又断开,报警显示AL32 ,查说明书为过流报警。
因有多台此型号三菱伺服放大器,为求快稳,将故障机的两块线板RF08 C ·RF81 分别装回正常机上试机,一切正常。
证明是底座有故障,再检修底座;用万用表测整流桥,正常,断开输出模块的连接。
电路用万用表测量,发现有一个模块的输出端与电流负端击穿。
在另一台同型号的三菱伺服放大器上拆一个好的模块装回维修机上,连接好后再检查一次接线是否有错,最后通电试机,伺服马达运转正常再试正转、反转、快与慢全部OK ,至此,此机故障已排除。
SIEMENS 6SE3114 维修实例故障现象:接通电源无反应,测560V 直流电源正常,开关电源无输出。
检查思路:该机采用UC3844 作PWM 调制,驱动大功率开关场效应管输出,查其退耦电容 C56 有轻微漏电,更换后试机一切正常。
由于C56 的漏电把UC3844 的工作电源其中一部份旁路掉,并且供电限流电阻值较大(1M )UC3844 无法达到启动阀值而误检测作欠压而不开机。
普传 5.5KW故障现象:接通电源无任何已通电迹象。
故障检修:此故障可能为CPU 本身的电源故障。
打开机盖发现整流与输出的一体化大功率模块有裂开现象,细查此为人为造成,并无烧焦痕迹,但内部多处连线均已撬断损坏,无法再用。
重新换上一块MUBW15-12A7 后通电,显示出现EPERR ,看来这才是真正的第一故障,应属于内存问题,更换AT89C56 后正常西门子变频器电源维修一例故障现象:西门子变频器电源冷机时要等几钟才启动,热机时可即启动。
检查分析:此电源用UC3842 控制,能启动说明元器件没坏,但很可能性能下降,经测量UC3842 电源端电解电容容量变少,换上新的电解电容反复试机正常。
欧陆590 直流调速器维修一例故障现象:欧陆590 直流调速器不能调速。
检查分析:经检查+10V 电压基准电源为2V 左右,-10V 电压基准电源为-7V 左右,查看有一IC 发热很大,更换后-10V 电源正常,但+10V 电源为+13V ,再测量此IC 附近有 2 个贴片电阻烧断,更换后±10 电源正常,接上马达试机调速运行正常。
东元伺服控制器维修两例故障现象:东元伺服控制器主控板冷机正常,工作一段时间后元显示,但指示灯亮全亮。
检查分析:通常冷机正常而热机不正常说明元器件基本正常,但不些器件性能下降所至,最大可能是电解电容漏电,令5V 电源不稳,经查看此机器的出厂日期超过十年,超过十年的电解电容很易失效,换上所有全新的电解电容后反复试机正常。
故障:东元伺服控制器显示“ AL-15 ”报警,起动无输出。
分析:查资料“ AL-15 ”为过电流(软件)报警,经检查两个电流互感器均正常,试着屏闭智能模块报警输出端亦无效,触发模块能正常导通截止,后找来另一块主板换上,通电显示不正常,起动输出一个方向不稳,另一方向抖动,再检查模块其中一路输入端对电源正端阻值比其它输入端少很多,对应光耦不正常,经检查,确认光耦有问题,更换光耦后正常。
伦茨伺服控制器显示过流故障现象:伦茨伺服控制器显示过流 .检查分析:通常引起过流有真过流和假过流,真过流的原因有IGBT 坏而形成三相输出与直流母线短路造成过流。
第二种情况是三相输出间相间短路而造成过流。
第三种情况是触发电路不正常而造成输出不平衡而造成过电流。
假过电流的原因有电流互感器坏造成检测错误,有些电路光电耦合器坏引起检测信号不能传递也会显示过流。
经测量IGBT 坏,驱动电路的稳压保护二极管已烧坏,换好的元件带负载试机运行正常。
6SE70 西门子过电流维修故障现象:变频器通电流后显示正常,但如果启动,显示F026 (过电流保护)。
故障分析与维修:查变频器使用手册,可知显示为过电流或变频器对地漏电,逐个检查主回路中器件,并加电测试没有发现问题,检查驱动电路和驱动IGBT 也正常,三相对地绝缘也没问题,最后怀疑电流传感器有问题,但换上三个新的,故障还是原来过电流故障,证明原来的电流传感器是好的,给三个电流传感器的辅助电源正负15 伏也正常,问题也只能是电流检测放大处理哪一部分了,重新检查运放LM084 放大部分,发现有一个回路输出不正常,检查外部没发现有坏的元件,更换LM084 后变频器恢复正常工作。
420 、430 系列西门子变频器维修心得故障现象R 、S 、T 三相输入短路,无显示。
故障分析与维修拆开机器就发现严重的短路现象,整流模块和IGBT 模块爆裂,短路造成的黑色积炭喷得到处都是,主回路两个继电器也爆开,主控板暂时没有发现问题,但驱动部分烧了好几处,另外储能大电容一部分都已发涨,电容板上的两颗大螺丝接触处全部烧焦,这就是420 系列变频器的通病,因为所有电量都是要经过这两颗铁螺丝,一旦铁螺丝生锈,很容易引起电容的充放电不良,这样电容发热,漏电,发涨到最后损坏重要器件就不在话下了,为了防止再次接触不良打火,在上螺丝同时最好焊上几股粗铜线并存螺丝位上好,维修触发板时不知道参数的,可以从控制板上完好的器件与损坏相同的对比,修复该板的正向电压为 4.7伏,负向电压为-4.44 伏,更换损坏器件后,可以加电试验,试验步骤按主回路主控制空载,负载分别运行检查。
加电试验前为保证器件安全,防止再次损坏重要器件,大容量暂时不要装止,用两只小容量电容代替,为了保护IGBT ,电容到IGBT 的供电回路最好是串联一保白炽灯泡,这样就可以加大电容了,通电有后如果显示正常,可以启动变频器,再测量 6 个触发市制脉冲,如果信号正常,就可以去掉电容与IGBT 之间的灯泡,装上大电容进行空载运行,正常后再接负载运行,经调试机器后一般恢复正常。
LG 变频器的维修故障现象:变频器有显示,但不能运行。
故障分析与维修:从变频器外表看没发现有烧坏元件,通电后一切正常没报警,用外部端子控制,使用电位器调速,没有反应。
后改为面板控制,频率也改为面板调整,机器运行正常。
怀疑外部控制端子线路有问题,首先检查控制端子回路,发现光耦控制运行的端子失去作用,拍动机器又能运行,不过工作不稳定,给人一种接触不良的感觉,停机后逐根线检查测量,发现端子CM 到光耦的一个2K 电阻有虚焊,处理后变频器工作恢复正常。
安川变频器维修一例故障现象:面板显示正常,可以启动,但输出电机振动很大,接着出现过电流停机。
故障分析与维修:从故障分板,该变频器可以判定是因为输出缺相才引起的电机振动,拆下机子测量 6 个触发电压正常,证明各路电源是好的,IGBT 也没问题,不过开机后测量发现有两路没有信号到IGBT ,触发端电压一直保持在负9.5 伏,着这一回路查出两个光耦已烧坏,更新后,机子回复正常运行。
西门子6SE70 维修一例故障现象:变频器有时工作正常,有时停机报警,显示故障F023 代码。
故障分析与维修:说明书中所说故障是超过逆变器极限温度报警。
按书中所说检查变频器周围温度不高,风扇运转很正常,也没有过载现象。
于是怀疑温度传感器有问题,拆下温度传感器,用万用表测两端的压降,两个方向都是0.86 伏左右正常,是热电耦形的,为了证明传感器好坏,把它装上另外一台机子上结果正常,这样问题肯定在信号处理回路中,详细检查所关联的回路,所有贴片电阻R 1 ,R 2 ,R 3 阻值都正常,从另外一台机上换过来一块CPU 板试机,没发现问题,没办法只好把图中的小瓷片电容C1 换掉,结果通电显示正常,原来是小瓷片电容C1 漏电才到起的过热保护。
[IMG]upload/savermotefile/2006710165932272.JPG[/IMG]590 系列维修故障现象:校验和报警故障分析:此机之前维修员有更换过PLD 及 E 2 PROM ,顾客送修时是“过流报警”,因此开机后报警“校验和矢败”问题可能是维修中产生的新问题。
“校验和”顾名思义是用户程序所有校验位之和,它与E 2 PROM 中存储的系统默认值应一致,否则会产生校验和报警。
因为在检验和报警界面可以按“ ESC ”键可以恢复出厂设置,因此想到初始化的问题,初始化后保存正常故障消失[IMG]upload/savermotefile/2006710165935795.JPG[/IMG]MSDA083A1A 交流伺服控制器维修故障现象:正常启动后显示代码“ 14 ”报警。
故障分析:由此伺服控制器说明 B 得知代码“ 14 ”为驱动器过流报警。
通常过流报警故障首先确认是真过流还是假过流?若是真过流又可分为是驱动器自身过流还是马达局部短路引起。
用摇表万用表测马达线圈绝缘,电感量及内阻方法已确认马达正常。
断电断开马达与驱动器连接,测量驱动器UVW 输出互为零电阻即短路。
初初认为是输出IGBT 七单元模块损坏造成输出短路,但是霍尔电流检测是在IGBT 模块UVW 的后面的,即使短路,短路电流也不会流经霍尔检测器件又怎么会过流报警?经过跟踪线路发现、IGBT 模块后面有一继电器的常闭触点将UVW 短路。
该继电器起动态制动作用,使能后能吸合,到此,排除这一继电器造成驱动器输出过流的方法只有将这一继电器拆去,后通电启动正常。
为证实特折开继电器亮发现有一触点烧坏,继电器虽能及时吸合但常闭触点不能及时分离而造成上述故障。
欧陆590 维修一例故障现象:LCD 黑屏(但底板电源正常面板的正常指示灯及运行指示灯闪)故障分析:造成LCD 黑屏的原因有两种:一是电源供给5V 不正常;二是程序初始化未能正常执行。
最初用示波器观测单片机80C196KC 晶振输入波形基本正常但有间歇性振荡幅度突降现象(间歇性周期约为5MS )单片机I/O 输出数据也为间歇性中断输出(无数据状态且频率一致)因此故障电路指向5V 电源及单片机的复位端信号正常与否?结果表示:复位端正常启动应为H 电平而现为一脉冲,显然是这一脉冲导致I/O 输出数据间歇性中断。