三菱plc编程案例经典案例
- 格式:ppt
- 大小:2.64 MB
- 文档页数:7
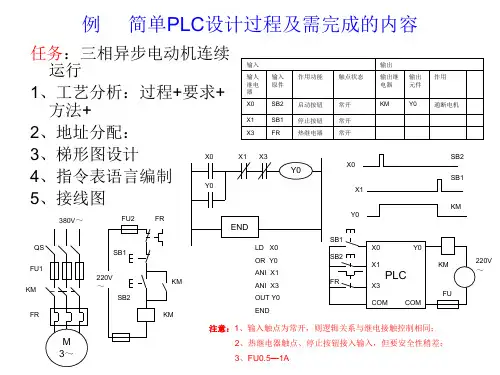
I--例 简单PLC 设计过程及需完成的内容任务: 三相异步电动机连续运行1、工艺分析: 过 程 +要 求 +方法+ 2、地址分配:3 、 梯形图设计4、指令表语言编制5、接线图XO X1 X3YOXO』X1 SB2 SB111380V ~FU2 FROS YO_jEND」mSB1 IL O XOIKMAFU 1KMFR220VE - \", I KMS 82KMO R YO ANI X1ANI X3O U T YOEND注意: 1、输入触点为常开, 则逻辑关系与继电接触控制相同:K I M I-- 2-2 0VM2 、 热 继电器触,点、停仆按钮接入输入, 但 要安全性稍差: 3~3 、 FU0 . 5 一1A1飞输入 输出输人继电器输入掠件作用功能触点状态输出继电器输出元件作用XO SB2启动按钮 常开 KM YO通断电机x , SBl停止按钮 常开X3 FR热继电器常开巨m .. ,I ---y- FR - .XOYOX1PL CX3COMCOMOS \ _ \ _ II例电机延时启动控制r 『 r1 、 控制工艺要求: 按 S8 1 则 M 1 启 动 ,5S 后M 2启动, 按S8 2电机 同时停止。
2、 输入输出地址分配3、电路接线及程序KM2FR2FU1220V--E-KTSB2FU2X1 X2X30 LO XO 6 OUTTO K50 S82Y m iKM1Y1 1 OR Vt 9LD TOXOY 1K50S81勹 1PLCTOKM2亨 X1 Y2TO..5 OUT Y1X2亨X3\~丿END注意: 1. 热继电器做输入FU2 .2 20 V 控制电压取决千实际需要:COMCOMI3.对比外电路,逻辑部分由PL C 完成;4 . Y 2 不自锁,因为Y 1 有自锁.KM1M1M2,、、,2 R1 RF F 1飞式' - -_E1sB 输入 输出 输人继电器输入元件功能 输出继电器输出元件作用XO S82 启动按钮 Y1 KM1 M l 接触器 X1 S81 停.11 按钮Y2KM2M2接触器X2 F R1 M1过载保护 X3F R2M2过载保护2 ANI X1 10 OUT Y23 ANI X211 END4 ANI X3三—TO例 定时器做震荡电路HL 亮3S, 灭2S 。
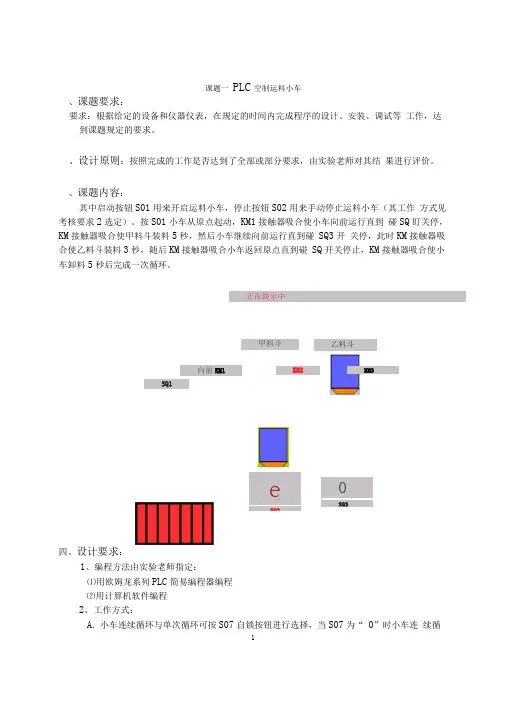
1课题一 PLC 空制运料小车、课题要求:要求:根据给定的设备和仪器仪表,在规定的时间内完成程序的设计、安装、调试等 工作,达到课题规定的要求。
、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结 果进行评价。
、课题内容:其中启动按钮S01用来开启运料小车,停止按钮S02用来手动停止运料小车(其工作 方式见考核要求2选定)。
按S01小车从原点起动,KM1接触器吸合使小车向前运行直到 碰SQ 盯关停,KM 接触器吸合使甲料斗装料5秒,然后小车继续向前运行直到碰 SQ3开 关停,此时KM 接触器吸合使乙料斗装料3秒,随后KM 接触器吸合小车返回原点直到碰 SQ 开关停止,KM 接触器吸合使小车卸料5秒后完成一次循环。
正在演示中四、设计要求:1、编程方法由实验老师指定:⑴用欧姆龙系列PLC 简易编程器编程 ⑵用计算机软件编程2、 工作方式:A. 小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“ 0”时小车连 续循SQ1向前KM1甲料斗eSQ2KM2OSQ3乙料斗KM3环,当S07为“1 ”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02则小车完成一次循环后才能停止;3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序;5、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。
五、输入输出端口配置:六、问题:小车工作方式设定:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“ 0”时小车连续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ 开关立即停止;当再按启动按钮S01小车重新运行;C连续作3次循环后自动停止,中途按停止按钮S02小车完成一次循环后才能停止。
三菱PLC编程实例第一篇:三菱PLC编程实例三菱PLC编程实例可编程控制器控制实例 1 十字路口红绿灯控制【动作要求】一般十字路口红绿灯控制,依下所列之条件动作。
I/O 组件:红灯黄灯绿灯绿灯闪烁东西向 Y0 Y1 Y2 Y2 南北向 Y10 Y11 Y12 Y12 时间 35秒 5秒 25秒 5秒洗手间自动冲水控制【动作要求】1.第一个使用者站满 3 秒钟作第一次冲水 2 秒钟。
2.第一个使用者离开后作第二次冲水 3 秒钟。
3.若第二个使用者于第二次冲水3 秒钟之内进入则停止冲水,待第二个使用者离开后再冲水 3 秒钟。
I/O 组件:X0 为感应侦测输入信号Y0 为输出冲水地下停车场出入红绿号志控制【动作要求】为节省空间,地下停车场的出入口为单线道因此设置红绿号志藉以管制车辆的进出顺序。
一楼及地下一楼各设一个红绿灯号志,信道一次只供一部车进入,平时号志为绿灯当车道有车时则为红灯。
I/O 组件:红灯由Y0 控制,绿灯由Y1 控制。
另设一楼感应器X0,地下一楼感应器 X1。
喷水池控制【动作要求】前后四排水柱,当开关X0 ON 时,依序从第一排水柱开始喷水10 秒、再来第二排喷水 10 秒,第三排喷水 10 秒、第四排喷水 10 秒后又回到第一排喷水,开关 X0 OFF 则喷水停止。
重新打开开关 X0,仍从第一排水柱开始喷水。
I/O 组件:1.喷水开关输入 X0。
2.第一排水柱输出Y0、第二排水柱输出Y1、第三排水柱输出Y2、第四排水柱输出 Y3。
自动门控制【动作要求】.人一靠自动门,马达立刻高速开门(正转),后经过开门减速开关转变为低速,直到碰触开门极限开关马达暂停。
.在感应器侦测无人经 0.5 秒,激活马达高速关门(反转),后经过关门减速开关转变为低速,直到碰触关门极限开关马达停止。
.在关门期间,感应器感应到门前有人,自动门不许作关门动作,暂停0.5 秒,而后自动转为开门动作。
.自动门动作期间停电自动门停止,在复电后亦能正常操作。
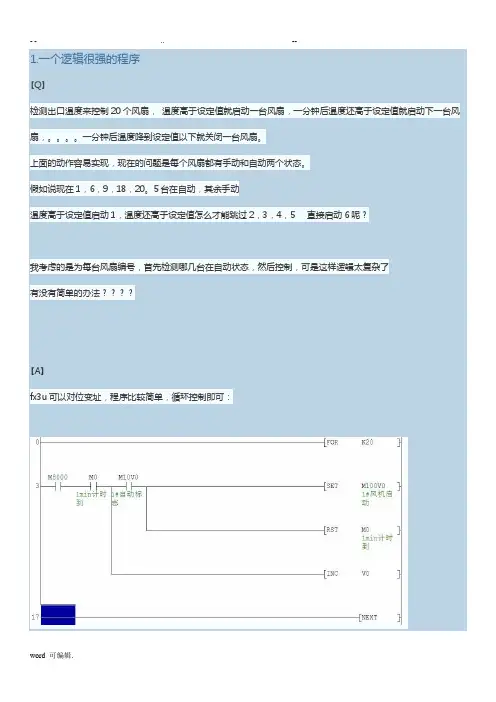
1.一个逻辑很强的程序【Q】检测出口温度来控制20个风扇,温度高于设定值就启动一台风扇,一分钟后温度还高于设定值就启动下一台风扇,。
一分钟后温度降到设定值以下就关闭一台风扇。
上面的动作容易实现,现在的问题是每个风扇都有手动和自动两个状态。
假如说现在1,6,9,18,20。
5台在自动,其余手动温度高于设定值启动1,温度还高于设定值怎么才能跳过2,3,4,5 直接启动6呢?我考虑的是为每台风扇编号,首先检测哪几台在自动状态,然后控制,可是这样逻辑太复杂了有没有简单的办法【A】fx3u可以对位变址,程序比较简单,循环控制即可:FX2N就要用移位,间接获得自动位,M0仍为1min计时,M10~M29为自动状态标识,M100~M119为对应的风扇输出,其他为缓存位:2.三菱PLC程序动作分析【Q】这是其中的一部分为什么C1线圈已得电,可下面的RST M100却没有得电这里的动作为什么是M19得电一次,M100置位一次,M19再得电一次,变复位一次。
如此循环。
我用的是在线模拟,有关系吗?【A】考虑一个扫描周期内的状态:首先M100是OFF的,C1被M100的常闭触点一直复位中;M19置ON后第一个扫描周期第一句指令:当M19第一次为ON时,C0计数到1,线圈变为ON;第二句指令:C0将M100置位为ON;(注意此时程序还没有扫描到后面,C1仍然是在被复位的状态。
而内存中的M100状态已经由OFF变为ON了)第三句指令:M100将C0复位;第四句指令:虽然M19和M100同时为ON,但是因为C1仍在被复位的状态,所以此时没有计数。
虽然输出线圈显示为ON了,但计数值仍为0;第五句指令:C1计数值为0,未达到设定值1,触点保持为OFF,未能复位M100;第六句指令:M100保持为ON,未能继续复位C1;第二个扫描周期:第一句指令:当M19仍为ON时,但M100也为ON了,所以C0不计数,保持上一次被复位的状态OFF;第二句指令:C0状态为OFF,对M100线圈无影响,M100仍为ON;第三句指令:M100继续将C0复位;第四句指令:虽然M19和M100同时为ON,但C1仍没有计数。

1课题一 PLC 空制运料小车、课题要求:要求:根据给定的设备和仪器仪表,在规定的时间内完成程序的设计、安装、调试等 工作,达到课题规定的要求。
、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结 果进行评价。
、课题内容:其中启动按钮S01用来开启运料小车,停止按钮S02用来手动停止运料小车(其工作 方式见考核要求2选定)。
按S01小车从原点起动,KM1接触器吸合使小车向前运行直到 碰SQ 盯关停,KM 接触器吸合使甲料斗装料5秒,然后小车继续向前运行直到碰 SQ3开 关停,此时KM 接触器吸合使乙料斗装料3秒,随后KM 接触器吸合小车返回原点直到碰 SQ 开关停止,KM 接触器吸合使小车卸料5秒后完成一次循环。
正在演示中四、设计要求:1、编程方法由实验老师指定:⑴用欧姆龙系列PLC 简易编程器编程 ⑵用计算机软件编程2、 工作方式:A. 小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“ 0”时小车连 续循SQ1向前KM1甲料斗eSQ2KM2OSQ3乙料斗KM3环,当S07为“1 ”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02则小车完成一次循环后才能停止;3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序;5、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。
五、输入输出端口配置:六、问题:小车工作方式设定:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“ 0”时小车连续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ 开关立即停止;当再按启动按钮S01小车重新运行;C连续作3次循环后自动停止,中途按停止按钮S02小车完成一次循环后才能停止。
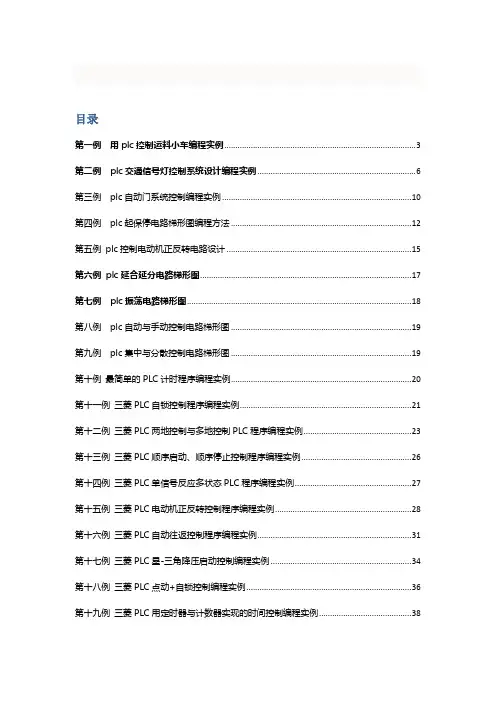
目录第一例用plc控制运料小车编程实例 (2)第二例plc交通信号灯控制系统设计编程实例 (4)第三例plc自动门系统控制编程实例 (8)第四例plc起保停电路梯形图编程方法 (11)第五例plc控制电动机正反转电路设计 (14)第六例plc延合延分电路梯形图 (16)第七例plc振荡电路梯形图 (17)第八例plc自动与手动控制电路梯形图 (18)第九例plc集中与分散控制电路梯形图 (19)第十例最简单的PLC计时程序编程实例 (20)第十一例三菱PLC自锁控制程序编程实例 (20)第十二例三菱PLC两地控制与多地控制PLC程序编程实例 (23)第十三例三菱PLC顺序启动、顺序停止控制程序编程实例 (26)第十四例三菱PLC单信号反应多状态PLC程序编程实例 (27)第十五例三菱PLC电动机正反转控制程序编程实例 (28)第十六例三菱PLC自动往返控制程序编程实例 (31)第十七例三菱PLC星—三角降压启动控制编程实例 (35)第十八例三菱PLC点动+自锁控制编程实例 (37)第十九例三菱PLC用定时器与计数器实现的时间控制编程实例 (39)第二十例三菱PLC控制步进电机实例 (44)第一例用plc控制运料小车编程实例一、控制要求某车间有6 个工作台,送料车往返于工作台之间送料,每个工作台设有一个到位开关(SQ )和一个呼吸按扭(SB )。
具体控制要求如下:(1 )送料车开始应能停留在6 个工作台中任意一个到位开关的位置上.(2 )设送料车现暂停于m 号工作台(SQ m 为ON )处,这时n 号工作台呼叫(SQ n 为ON ),若:(a)m>n ,送料车左行,直至SQ n 动作,到位停车.即送料车所停位置SQ 的编号大于呼叫按扭SB 的编号时,送料车往左行运行至呼叫位置后停止。
(b)m〈n ,送料车右行,直至SQ n 动作,到位停车.即送料车所停位置SQ 的编号小于呼叫按扭SB 的编号时,送料车往右运行至呼叫位置后停止。
三菱plc编程案例案例:自动化控制系统中的三菱PLC编程背景:某食品加工厂生产线上的一个工序需要进行自动化控制,以提高生产效率和质量。
该工序主要涉及对原材料进行清洗、消毒、输送和包装等操作。
为了实现自动化控制,采用了三菱PLC作为控制器,并进行相应的编程。
主要任务:对该食品加工生产线的清洗、消毒、输送和包装过程进行编程控制。
实施步骤:1. 根据加工生产线的工艺流程和要求进行流程分析,确定需要进行的控制动作和条件;2. 根据流程分析的结果,开始进行PLC编程,确定需要使用的输入端子、输出端子和中间变量等;3. 设置各个控制动作的逻辑程序,采用Ladder Diagram(梯形图)编程方式;4. 设置输入端子,例如传感器的信号,用于检测生产线上的物料状态;5. 配置输出端子,确定需要控制的执行部件,例如启动、停止、电机控制等;6. 设置程序中的中间变量,用于存储中间计算结果和判断条件;7. 编写梯形图程序,将各个控制动作按照预定的顺序和条件进行连接;8. 进行调试和测试,检查控制逻辑的正确性和稳定性;9. 如有需要,对程序进行修改和优化,以提高生产线的运行效率和质量;10. 完成PLC编程后,将程序下载到PLC控制器中,并与其他设备进行连接和配合。
结果和效果:经过以上的PLC编程工作,该食品加工生产线成功实现了自动化控制。
自动化控制系统可以根据预定的程序进行运行,对原材料进行清洗、消毒、输送和包装等操作,大大提高了生产线的工作效率,减少了人力投入,更好地管理了生产过程,保证了产品的质量和安全。
结论:通过三菱PLC的编程,食品加工厂成功实现了生产线的自动化控制,实现了工作的效率和质量的提升。
这个案例表明,PLC编程技术在工业自动化领域中起着非常重要的作用,可以帮助企业实现生产过程的自动化和智能化,提高产品的生产效率和品质。