三菱PLC编程实例
- 格式:pdf
- 大小:2.56 MB
- 文档页数:38
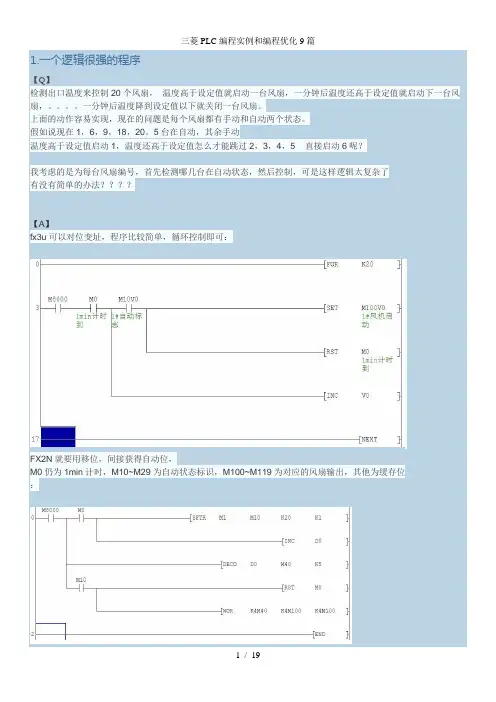
1.一个逻辑很强的程序【Q】检测出口温度来控制20个风扇,温度高于设定值就启动一台风扇,一分钟后温度还高于设定值就启动下一台风扇,。
一分钟后温度降到设定值以下就关闭一台风扇。
上面的动作容易实现,现在的问题是每个风扇都有手动和自动两个状态。
假如说现在1,6,9,18,20。
5台在自动,其余手动温度高于设定值启动1,温度还高于设定值怎么才能跳过2,3,4,5 直接启动6呢?我考虑的是为每台风扇编号,首先检测哪几台在自动状态,然后控制,可是这样逻辑太复杂了有没有简单的办法????【A】fx3u可以对位变址,程序比较简单,循环控制即可:FX2N就要用移位,间接获得自动位,M0仍为1min计时,M10~M29为自动状态标识,M100~M119为对应的风扇输出,其他为缓存位:2.三菱PLC程序动作分析【Q】这是其中的一部分为什么C1线圈已得电,可下面的RST M100却没有得电这里的动作为什么是M19得电一次,M100置位一次,M19再得电一次,变复位一次。
如此循环。
我用的是在线模拟,有关系吗?【A】考虑一个扫描周期内的状态:首先M100是OFF的,C1被M100的常闭触点一直复位中;M19置ON后第一个扫描周期第一句指令:当M19第一次为ON时,C0计数到1,线圈变为ON;第二句指令:C0将M100置位为ON;(注意此时程序还没有扫描到后面,C1仍然是在被复位的状态。
而内存中的M100状态已经由OFF变为ON了)第三句指令:M100将C0复位;第四句指令:虽然M19和M100同时为ON,但是因为C1仍在被复位的状态,所以此时没有计数。
虽然输出线圈显示为ON了,但计数值仍为0;第五句指令:C1计数值为0,未达到设定值1,触点保持为OFF,未能复位M100;第六句指令:M100保持为ON,未能继续复位C1;第二个扫描周期:第一句指令:当M19仍为ON时,但M100也为ON了,所以C0不计数,保持上一次被复位的状态OFF;第二句指令:C0状态为OFF,对M100线圈无影响,M100仍为ON;第三句指令:M100继续将C0复位;第四句指令:虽然M19和M100同时为ON,但C1仍没有计数。
三菱PLC编程实例介绍本文将介绍三菱PLC编程的实例。
我们将使用GX Works3软件进行PLC程序的编写和调试。
在本文中,我将分享三个不同的实例,每个实例都有不同的功能和目的。
通过这些实例,您将能够了解三菱PLC编程的基本原理和实践技巧。
实例一:交通信号灯控制系统问题描述:设计一个交通信号灯控制系统,使其能够按照指定的时间间隔控制交通信号灯的状态。
设备和组件:•三菱PLC(例如:FX3U系列)•交通信号灯模拟器•交通信号灯灯泡•输入开关按钮程序设计:1.首先,创建一个新的GX Works3项目并添加PLC型号为FX3U的PLC模块。
2.在程序编辑器中,创建一个主程序,并在主程序中添加以下步骤:–设置输入和输出点的引脚号码,并将其命名。
–创建一个计时器,用于控制信号灯的时间间隔。
–使用逻辑和计时器指令,编写逻辑来控制交通信号灯的状态。
–添加适当的条件来处理不同的信号灯模式,例如红灯-黄灯-绿灯的循环。
3.在主程序中添加一个循环,使程序能够持续运行。
4.在系统参数设置中,将PLC模式设置为“RUN”模式,并将程序下载到PLC模块中。
5.连接交通信号灯模拟器和输入开关按钮到PLC的输入和输出点上。
6.按下输入开关按钮,观察交通信号灯的状态是否按照预期进行切换。
在这个实例中,您将学会如何创建一个基本的交通信号灯控制程序,并使用逻辑和计时器指令来控制PLC的输出。
实例二:自动灌溉系统问题描述:设计一个自动灌溉系统,使其能够根据土壤湿度和时间设置来自动控制水泵的启停。
设备和组件:•三菱PLC(例如:Q系列)•湿度传感器•水泵•电磁阀•输入开关按钮程序设计:1.创建一个新的GX Works3项目并添加PLC型号为Q 的PLC模块。
2.在程序编辑器中,创建一个主程序,并在主程序中添加以下步骤:–设置输入和输出点的引脚号码,并将其命名。
–创建一个定时器,用于控制自动灌溉系统的时间设置。
–使用逻辑和计时器指令,编写逻辑来判断土壤湿度是否超过设定值。
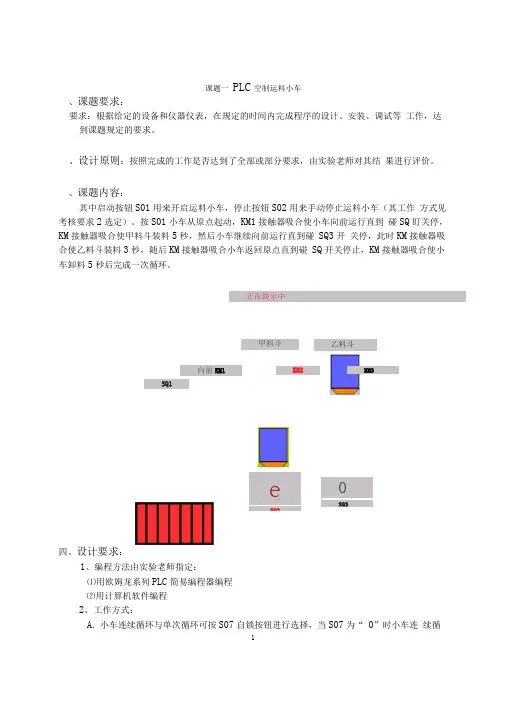
1课题一 PLC 空制运料小车、课题要求:要求:根据给定的设备和仪器仪表,在规定的时间内完成程序的设计、安装、调试等 工作,达到课题规定的要求。
、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结 果进行评价。
、课题内容:其中启动按钮S01用来开启运料小车,停止按钮S02用来手动停止运料小车(其工作 方式见考核要求2选定)。
按S01小车从原点起动,KM1接触器吸合使小车向前运行直到 碰SQ 盯关停,KM 接触器吸合使甲料斗装料5秒,然后小车继续向前运行直到碰 SQ3开 关停,此时KM 接触器吸合使乙料斗装料3秒,随后KM 接触器吸合小车返回原点直到碰 SQ 开关停止,KM 接触器吸合使小车卸料5秒后完成一次循环。
正在演示中四、设计要求:1、编程方法由实验老师指定:⑴用欧姆龙系列PLC 简易编程器编程 ⑵用计算机软件编程2、 工作方式:A. 小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“ 0”时小车连 续循SQ1向前KM1甲料斗eSQ2KM2OSQ3乙料斗KM3环,当S07为“1 ”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02则小车完成一次循环后才能停止;3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序;5、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。
五、输入输出端口配置:六、问题:小车工作方式设定:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“ 0”时小车连续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ 开关立即停止;当再按启动按钮S01小车重新运行;C连续作3次循环后自动停止,中途按停止按钮S02小车完成一次循环后才能停止。
目录第一例用plc控制运料小车编程实例 (2)第二例plc交通信号灯控制系统设计编程实例 (4)第三例plc自动门系统控制编程实例 (8)第四例plc起保停电路梯形图编程方法 (11)第五例plc控制电动机正反转电路设计 (14)第六例plc延合延分电路梯形图 (16)第七例plc振荡电路梯形图 (17)第八例plc自动与手动控制电路梯形图 (18)第九例plc集中与分散控制电路梯形图 (19)第十例最简单的PLC计时程序编程实例 (20)第十一例三菱PLC自锁控制程序编程实例 (20)第十二例三菱PLC两地控制与多地控制PLC程序编程实例 (23)第十三例三菱PLC顺序启动、顺序停止控制程序编程实例 (26)第十四例三菱PLC单信号反应多状态PLC程序编程实例 (27)第十五例三菱PLC电动机正反转控制程序编程实例 (28)第十六例三菱PLC自动往返控制程序编程实例 (31)第十七例三菱PLC星—三角降压启动控制编程实例 (35)第十八例三菱PLC点动+自锁控制编程实例 (37)第十九例三菱PLC用定时器与计数器实现的时间控制编程实例 (39)第二十例三菱PLC控制步进电机实例 (44)第一例用plc控制运料小车编程实例一、控制要求某车间有6 个工作台,送料车往返于工作台之间送料,每个工作台设有一个到位开关(SQ )和一个呼吸按扭(SB )。
具体控制要求如下:(1 )送料车开始应能停留在6 个工作台中任意一个到位开关的位置上.(2 )设送料车现暂停于m 号工作台(SQ m 为ON )处,这时n 号工作台呼叫(SQ n 为ON ),若:(a)m>n ,送料车左行,直至SQ n 动作,到位停车.即送料车所停位置SQ 的编号大于呼叫按扭SB 的编号时,送料车往左行运行至呼叫位置后停止。
(b)m〈n ,送料车右行,直至SQ n 动作,到位停车.即送料车所停位置SQ 的编号小于呼叫按扭SB 的编号时,送料车往右运行至呼叫位置后停止。
目录第一例用plc控制运料小车编程实例 (3)第二例plc交通信号灯控制系统设计编程实例 (6)第三例plc自动门系统控制编程实例 (10)第四例plc起保停电路梯形图编程方法 (12)第五例plc控制电动机正反转电路设计 (15)第六例plc延合延分电路梯形图 (17)第七例plc振荡电路梯形图 (18)第八例plc自动与手动控制电路梯形图 (19)第九例plc集中与分散控制电路梯形图 (19)第十例最简单的PLC计时程序编程实例 (20)第十一例三菱PLC自锁控制程序编程实例 (21)第十二例三菱PLC两地控制与多地控制PLC程序编程实例 (23)第十三例三菱PLC顺序启动、顺序停止控制程序编程实例 (26)第十四例三菱PLC单信号反应多状态PLC程序编程实例 (27)第十五例三菱PLC电动机正反转控制程序编程实例 (28)第十六例三菱PLC自动往返控制程序编程实例 (31)第十七例三菱PLC星-三角降压启动控制编程实例 (34)第十八例三菱PLC点动+自锁控制编程实例 (36)第十九例三菱PLC用定时器与计数器实现的时间控制编程实例 (38)第二十例三菱PLC控制步进电机实例 (42)第一例用plc控制运料小车编程实例一、控制要求某车间有6 个工作台,送料车往返于工作台之间送料,每个工作台设有一个到位开关(SQ )和一个呼吸按扭(SB )。
具体控制要求如下:(1 )送料车开始应能停留在6 个工作台中任意一个到位开关的位置上。
(2 )设送料车现暂停于m 号工作台(SQ m 为ON )处,这时n 号工作台呼叫(SQ n 为ON ),若:(a)m>n ,送料车左行,直至SQ n 动作,到位停车。
即送料车所停位置SQ 的编号大于呼叫按扭SB 的编号时,送料车往左行运行至呼叫位置后停止。
(b)m<n ,送料车右行,直至SQ n 动作,到位停车。
即送料车所停位置SQ 的编号小于呼叫按扭SB 的编号时,送料车往右运行至呼叫位置后停止。
三菱PLC顺序启动、顺序停止控制程序编程
实例
下面介绍的是一个传送带挨次启动与停止的梯形图说明:该程序使用定时器(T)来做为延时启动与停止的掌握元件。
程序如下:元件介绍:X0为急停按钮X1、X2、X3为三个电机的热继电器X4为启动按钮X5为停止按钮Y1、Y2、Y3为电动机接触器程序说明:1、当急停及热继电器处于接通状态,M0帮助继电器得电。
2、按下启动按钮X4信号接通,Y1继电器得电。
同时T1、T2接通。
3、当T1的延时时间到后,Y2继电器得电。
4、当T2的延时时间到后,Y3继电器得电。
至此三台电动机挨次启动完成。
5、当按下停止按钮X5信号接通,M1帮助继电器得电掌握Y3继电器断开,同时接通T3、T4定时器。
6、当T3的延时时间到后,Y2继电器断开。
7、当T4的延时时间到后,Y1继电器断开。
至此三台电动机挨次停止完成。
8、当按下急停按钮或热继电器断开,三台电机同时断电。
注:程序中有处不合理之处,请各位看官留意,并试找出不合理之处。
1。

三菱FX2N系列PLC编程实例――电梯控制实例第一节 PLC简述一、PLC的特点:1、高可靠性2、编程简单,使用方便可采用梯形图编程方式,与实际继电器控制电路非常接近,一般电气工作者很容易接受。
3、环境要求低适用于恶劣的工业环境。
4、体积小,重量轻5、扩充方便,组合灵活二、PLC的硬件结构:1、硬件框图2、输入接口电路为了保证能在恶劣的工业环境中使用,PLC输入接口都采用了隔离措施。
如下图,采用光电耦合器为电流输入型,能有效地避免输入端引线可能引入的电磁场干扰和辐射干扰。
在光敏输出端设置RC滤波器,是为了防止用开关类触点输入时触点振颤及抖动等引起的误动作,因此使得PLC内部约有10ms的响应滞后。
当各种传感器(如接近开关、光电开关、霍尔开关等)作为输入点时,可以用PLC机内提供的电源或外部独立电源供电,且规定了具体的接线方法,使用时应加注意。
3、输出接口电路PLC一般都有三种输出形式可供用户选择,即继电器输出,晶体管输出和晶闸管输出。
在线路结构上都采用了隔离措施。
特点:继电器输出:开关速度低,负载能力大,适用于低频场合。
晶体管输出:开关速度高,负载能力小,适用于高频场合。
晶闸管输出:开关速度高,负载能力小,适用于高频场合。
注意事项:(1)PLC输出接口是成组的,每一组有一个COM口,只能使用同一种电源电压。
(2)PLC输出负载能力有限,具体参数请阅读相关资料。
(3)对于电感性负载应加阻容保护。
(4)负载采用直流电源小于30V时,为了缩短响应时间,可用并接续流二极管的方法改善响应时间。
三、三菱FX2 PLC实物图及面板上的LED指示说明第二节 PLC的工作过程PLC 大多采用成批输入/输出的周期扫描方式工作,按用户程序的先后次序逐条运行。
一个完整的周期可分为三个阶段: (一)输入刷新阶段 程序开始时,监控程序使机器以扫描方式逐个输入所有输入端口上的信号,并依次存入对应的输入映象寄存器。
(二)程序处理阶段所有的输入端口采样结束后,即开始进行逻辑运算处理,根据用户输入的控制程序,从第一条开始,逐条加以执行,并将相应的逻辑运行结果,存入对应的中间元件和输出元件映象寄存器,当最后一条控制程序执行完毕后,即转入输出刷新处理。
三菱FX系列PLC教学课程---一个从基础讲起的电梯控制实例第一节 PLC简述一、PLC的特点:1、高可靠性2、编程简单,使用方便可采用梯形图编程方式,与实际继电器控制电路非常接近,一般电气工作者很容易接受。
3、环境要求低适用于恶劣的工业环境。
4、体积小,重量轻5、扩充方便,组合灵活二、PLC的硬件结构:1、硬件框图2、输入接口电路为了保证能在恶劣的工业环境中使用,PLC输入接口都采用了隔离措施。
如下图,采用光电耦合器为电流输入型,能有效地避免输入端引线可能引入的电磁场干扰和辐射干扰。
在光敏输出端设置RC滤波器,是为了防止用开关类触点输入时触点振颤及抖动等引起的误动作,因此使得PLC内部约有10ms的响应滞后。
当各种传感器(如接近开关、光电开关、霍尔开关等)作为输入点时,可以用PLC机内提供的电源或外部独立电源供电,且规定了具体的接线方法,使用时应加注意。
3、输出接口电路PLC一般都有三种输出形式可供用户选择,即继电器输出,晶体管输出和晶闸管输出。
在线路结构上都采用了隔离措施。
特点:继电器输出:开关速度低,负载能力大,适用于低频场合。
晶体管输出:开关速度高,负载能力小,适用于高频场合。
晶闸管输出:开关速度高,负载能力小,适用于高频场合。
注意事项:(1)PLC输出接口是成组的,每一组有一个COM口,只能使用同一种电源电压。
(2)PLC输出负载能力有限,具体参数请阅读相关资料。
(3)对于电感性负载应加阻容保护。
(4)负载采用直流电源小于30V时,为了缩短响应时间,可用并接续流二极管的方法改善响应时间。
第二节 PLC的工作过程PLC大多采用成批输入/输出的周期扫描方式工作,按用户程序的先后次序逐条运行。
一个完整的周期可分为三个阶段:(一)输入刷新阶段程序开始时,监控程序使机器以扫描方式逐个输入所有输入端口上的信号,并依次存入对应的输入映象寄存器。
(二)程序处理阶段所有的输入端口采样结束后,即开始进行逻辑运算处理,根据用户输入的控制程序,从第一条开始,逐条加以执行,并将相应的逻辑运行结果,存入对应的中间元件和输出元件映象寄存器,当最后一条控制程序执行完毕后,即转入输出刷新处理。
(三)输出刷新阶段将输出元件映象寄存器的内容,从第一个输出端口开始,到最后一个结束,依次读入对应的输出锁存器,从而驱动输出器件形成可编程的实际输出。
一般地,PLC的一个扫描周期约10ms,另外,可编程序控制器的输入/输出还有响应滞后(输入滤波约10ms),继电器机械滞后约10ms,所以,一个信号从输入到实际输出,大约有20--30ms的滞后。
输入信号的有效宽度应大于1个周期+10ms。
第三节 三菱FX PLC中各种元件介绍(以FX2-64MR为例)一、输入继电器 XX0--X7X10-X17X20-X27X30-X37(共32点)二、输出继电器 YY0--Y7Y10--Y17 Y20--Y27 Y30--Y37 (共32点)X、Y还有无数个常开、常闭触点供编程使用。
Y外部分仅有一个常开触点供带动负载使用。
可以看出每组都是8个输入输出点数根据实际工程需要来确定。
可采用主机+扩展的方式来使用,扩展的编号依次编下去。
三、辅助继电器 M(1)通用辅助继电器M0--M499(共500个),关闭电源后重新启动后,通用继电器不能保护断电前的状态。
(2)掉电保持辅助继电器M500--M1023(共524个),PLC断电后再运行时,能保持断电前的工作状态,采用锂电池作为PLC掉电保持的后备电源。
(3)特殊辅助继电器M8000--M8255(共156点),有特殊用途,将在其它章节中另作介绍。
辅助继电器都有无数个常开、常闭触点供编程使用,只能作为中间继电器使用,不能作为外部输出负载使用。
四、状态继电器 S(1)通用状态继电器 S0--S499(2)掉电保持型状态继电器 S499-S899(3)供信号报警用:S900-S999状态继电器S是对工作步进控制进行简易编程的重要元件,这里不作进一步的介绍。
五、定时器 T(1)定时器T0--T199 (200只):时钟脉冲为100ms的定时器,即当设定值K=1时,延时100ms。
设定范围为0.1--3276.7秒。
T200--T245(46只):时钟脉冲为10ms的定时器,即当设定值K=1时,延时10mS。
设定范围为0.01--327.67秒。
(2)积算定时器T246--T249(4只) :时钟脉冲为1ms的积算定时器。
设定范围:0.001--32.767秒。
T250--T255 (6只) :时钟脉冲为100ms的积算定时器。
设定范围:0.1--3267.7秒。
积算定时器的意义:当控制积算定时器的回路接通时,定时器开始计算延时时间,当设定时间到时定时器动作,如果在定时器未动作之前控制回路断开或掉电,积算定时器能保持已经计算的时间,待控制回路重新接通时,积算定时器从已积算的值开始计算。
积算定时器可以用RST命令复位。
五、计数器 C(1)16bit加计数器C0--C99(100点):通用型C100-C199(100点):掉电保持型设定值范围:K1--K32767(2)32bit可逆计数器C200--C219(20点):通用型C220--C234(15点):掉电保持型。
设定值范围:-2147483648到+2147483647可逆计数器的计数方向(加计数或减计数)由特殊辅助继电器M8200--M8234设定。
即M8△△△接通时作减计数,当M8△△△断开时作加计数。
(3)高速计数器:C235--C255(后面章节实例中作介绍)六、数据寄存器 DD0--D199(200只):通用型数据寄存器,即掉电时全部数据均清零。
D200--D511(312只):掉电保护型数据寄存器。
七、变址寄存器(在实例中作介绍)第四节 FX2 PLC基本指令2-2-1 触点取用与线圈输出指令 LD、LDI、OUT2-2-2 单个触点串联指令 AND、ANI2-2-3 单个触点并联指令 OR、ORI2-2-4 串联电路块的并联 OR2-2-5 并联电路块的串联 ANB2-2-6 LDP、LDF、ANDP、ANDF、ORP、ORF(FX2n型有)2-2-7 多重输出电路 MPS、MRD、MPP2-2-8 主控及主控复位指令 MCMCR2-2-9 脉冲输出 PLS、PLF2-2-10 自保持与解除 SET、RST2-2-11 计数器、定时器线圈输出和复位指令 OUT、RST2-2-12 空操作指令 NOP2-2-12 程序结束指令 END2-2-13 梯形图设计的规则和技巧2-2-14 双重输出动作及其对策LD,LDI,OUT指令指令助记符与功能:符号、名称 功能 可用元件 程序步 LD 取 a触点逻辑运算开始 X,Y,M,S,T,C 1LDI 取反 b触点逻辑运算开始 X,Y,M,S,T,C 1OUT 输出 线圈驱动 Y,M,S,T,C Y,M:1S,特,M:2 T:3C:3-5注:当使用M1536-M3071时,程序步加1。
指令说明:LD,LDI指令用于将触点接到母线上。
另外,与后面讲到的ANB指令组合,在分支起点处也可使用。
OUT指令是对输出继电器、辅助继电器、状态、定时器、计数器的线圈驱动指令,对输入继电器不能使用。
OUT指令可作多次并联使用。
(在下图中,在OUT M100之后,接OUT T0)编程:0 LD X000 1 OUT Y000 2 LDI X001 3 OUT M1004 OUT T0 K19 ——程序步自动管理空2步 7 LD T0 8 OUT Y001定时器、计数器的程序:对于定时器的计时线圈或计数器的计数线圈,使用OUT 指令以后,必须设定常数K。
此外,也可指定数据寄存器的地址号。
常数K 的设定范围、实际的定时器常数、相对于OUT 指令的程序步数(包括设定值)如下表所示。
定时器、计数器 K 的设定范围 实际的设定值 步数 1ms 定时器 1-32,767 0.001-32.767秒 3 10ms 定时器 0.01-327.67秒100ms 定时器 1-32,767 0.1-3,276.7秒 316位计数器 1-32,767 同左 3 32位计数器 -2,147,483,648 - +2,147,483,647 同左 3AND,ANI 指令助记符与功能:符号、名称 功能 可用软元件 程序步 AND 与 a 触点串联连接 X,Y,M,S,T,C 1 ANI 与非b 触点串联连接X,Y,M,S,T,C1当使用M1536-M3071时,程序步加1。
指令说明:用AND,ANI 指令可进行1个触点的串联连接。
串联触点的数量不受限制,该指令可多次使用。
OUT 指令后,通过触点对其他线圈使用OUT 指令,称之为纵接输出,(下图的OUT M101与OUT Y004)这种纵接输出,如果顺序不错,可多次重复。
串联触点数和纵接输出次数不受限制,但使用图形编程设备和打印机则有限制。
建议尽量做到1行不超过10个触点和1个级圈,总共不要超过24行。
编程:0 LD X002 1 AND X000 2 OUT Y003 3 LD Y003 4 ANI X003 5 OUT M101 6 AND T1 7 OUT Y004如上图所示,紧接着OUT M101以后通过触点T1可以驱动OUT Y004,但如是驱动顺序相反(如左图所示)时,则必须使用后面讲到的MPS 和MPP 命令。
OR,ORI 指令指令助记符与功能:指令助记符、名称功能 可用软元件 程序步 OR 或 a 触点并联连接X,Y,M,S,T,C 1 ORI 或非b 触点并联连接X,Y,M,S,T,C1当使用M1536-M3071时,程序步加1指令说明:OR、ORI 用作1个触点的并联连接指令。
串联连接2个以上触点时,并将这种串联电路块与其他电路并联连接时,采用后面讲到的ORB 指令。
OR,ORI 是从该指令的步开始,与前面的LD,LDI 指令步,进行并联连接。
并联连接的次数不受限制,但使用图形编程设备和打印机时受限制(24行以下)编程:0 LD X0041 OR X0062 ORI M1023 OUT Y0054 LDI Y0055 AND X0076 OR M1037 ANI X0108 OR M1109 OUT M103ORB 指令指令助记符与功能指令助记符、名称 功能 程序步 ORB 电路块或 串联电路块的并联连接 1指令说明2个以上的触点串联连接的电路称为串联电路块。
将串联电路并联连接时,分支开始用LD、LDI指令,分支结束用ORB指令。
ORB 指令与后面讲的ANB指令等一样,是不带软元件地址号的独立指令。
有多个并联电路时,若对每个电路块使用ORB指令,则并联电路没有限制。