第六章 量规
- 格式:ppt
- 大小:1.25 MB
- 文档页数:32
第六章光滑极限量规一.判断题:(正确的打错误的打X)1.光滑量规止规的基本尺寸等于工件的最大极限尺寸。
()2.通规公差由制造公差和磨损公差两部分纟fl成。
()3.检验孔的尺寸是否合格的量规是通规,检验轴的尺寸是否合格的量规是止规。
()4.光滑极限量规是一种没有刻线的专用量具,但不能确定工件的实际尺寸。
()5.光滑极限量规不能确定工件的实际尺寸。
()6.当通规和止规都能通过被测零件,该零件即是合格品。
()7.止规和通规都需规定磨损公差。
()8.通规、止规都制造成全形塞规,容易判断零件的合格性。
()二.单项选择题1.光滑极限量规是检验孔、轴的尺寸公差和形状公差之间的关系采用_____的零件。
A、独立原则B、相关原则C、最大实体原则D、包容原则2.光滑极限量规通规的设计尺寸应为工件的_____ oA、最大极限尺寸B、最小极限尺寸C、最大实体尺寸D、最小实体尺寸3.光滑极限量规止规的设计尺寸应为工件的_____ oA、最人极限尺寸B、最小极限尺寸C、最人实体尺寸D、最小实体尺寸4.为了延长量规的使用寿命,国标除规定量规的制造公差外,对_____ 还规定了磨损公差。
A、工作量规B、验收量量规C、校对量规D、止规E、通规5.极限量规的通规是用來控制工件的 ____ 。
A、最大极限尺寸E、最小极限尺寸C、最大实体尺寸D、最小实体尺寸E、作用尺寸F、实效尺寸G、实际尺寸6.极限量规的止规是用來控制工件的 ____ 。
A、蝕大极限尺寸B、最小极限尺寸C、实际尺寸D、作用尺寸E、最大实体尺寸F、最小实体尺寸G、实效尺寸7.用符合光滑极限量规标准的量规检验工件时,如有争议,使用的通规尺寸应更接近 ____ 。
A、工件蝕大极限尺寸B、工件的最小极限尺寸C、工件的最小实体尺寸D、工件的最大实体尺寸8.用符合光滑极限量规标准的量规检验工件时,如有争议,使用的止规尺寸应接近 ____ OA、工件的最小极限尺寸B、工件的最人极限尺寸C、工件的最人实体尺寸D、工件的最小实体尺寸9.符合极限尺寸判断原则的通规的测量面应设计成_____ 。




第六章光滑工件尺寸的检测检测光滑工件尺寸时,可使用通用测量器具,也可使用极限量规。
通用测量器具能测出工件实际尺寸的具体数值,能够料产品质量情况,有利于对生产过程进行分析。
用量规检验的特点是无法测出工件的实际尺寸确切的数值,但能判断工件是否合格。
用这种方法检验,迅速方便,并且能保持工件在生产中的互换性,因而在生产中特别是大批量生产中,量规的应用非常广泛。
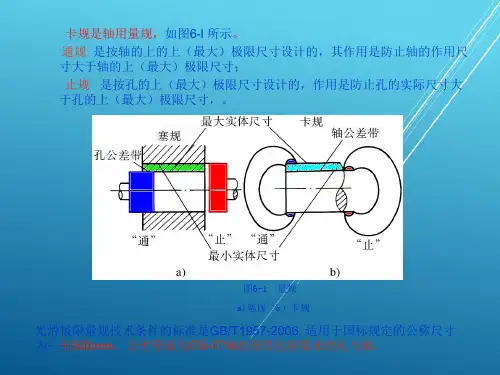
无论采用通用测量工具,还是使用极限量规对工件进行检测,都有测量误差存在,其影响如图6-1所示。
由于测量误差对测量结果有影响,当真实尺寸位于极限尺寸附近时,按测的尺寸验收工件就有可能把实际尺寸超过极限尺寸范围的工件误认为合格而被接受(误收);也有可能把实际尺寸在极限尺寸范围内的工件误认为不合格而被废除(误废)。
可见,测量误差的存在将在实际上改变工件规定的公差带,是指缩小或被扩大。
考虑到测量误差的影响,合格工件可能的最小公差叫生产公差,而合格工件可能的最大公差叫保证公差。
生产公差应能满足加工的经济要求,而保证公差应能满足设计规定的使用要求。
显然,单从各自观点来说,生产公差越大越好,而保证公差越小越好,二者存有矛盾。
为了解决这一矛盾,必须规定验收极限和允许的测量的误差(包括量规的极限偏差)。
第一节用通用两期器具测量一、验收极限验收极限是检验工件尺寸时判断和各与否的尺寸界限。
确定工件尺寸的验收极限,有以下两种方案。
1)验收极限是从工件规定的最大实体极限(MML)和最小实体极限(LML)分别向工件公差带内移动一个安全裕度A来确定,简称内缩方案,如图6-2所示。
孔尺寸的验收极限:上验收极限=最小实体极限(LML)—安全裕度(A)下验收极限=最大实体极限(MML)+安全裕度(A)轴尺寸的验收极限:上验收极限=最大实体极限(MML)—安全裕度(A)下验收极限=最小实体极限(LML)+安全裕度(A)2)验收极限分别等于规定的最大实体极限()和最小实体极限(),即()值等于零。