第六章 光滑工件尺寸的检测
- 格式:ppt
- 大小:1.28 MB
- 文档页数:48

第六章光滑工件尺寸的检测检测光滑工件尺寸时,可使用通用测量器具,也可使用极限量规。
通用测量器具能测出工件实际尺寸的具体数值,能够料产品质量情况,有利于对生产过程进行分析。
用量规检验的特点是无法测出工件的实际尺寸确切的数值,但能判断工件是否合格。
用这种方法检验,迅速方便,并且能保持工件在生产中的互换性,因而在生产中特别是大批量生产中,量规的应用非常广泛。
无论采用通用测量工具,还是使用极限量规对工件进行检测,都有测量误差存在,其影响如图6-1所示。
由于测量误差对测量结果有影响,当真实尺寸位于极限尺寸附近时,按测的尺寸验收工件就有可能把实际尺寸超过极限尺寸范围的工件误认为合格而被接受(误收);也有可能把实际尺寸在极限尺寸范围内的工件误认为不合格而被废除(误废)。
可见,测量误差的存在将在实际上改变工件规定的公差带,是指缩小或被扩大。
考虑到测量误差的影响,合格工件可能的最小公差叫生产公差,而合格工件可能的最大公差叫保证公差。
生产公差应能满足加工的经济要求,而保证公差应能满足设计规定的使用要求。
显然,单从各自观点来说,生产公差越大越好,而保证公差越小越好,二者存有矛盾。
为了解决这一矛盾,必须规定验收极限和允许的测量的误差(包括量规的极限偏差)。
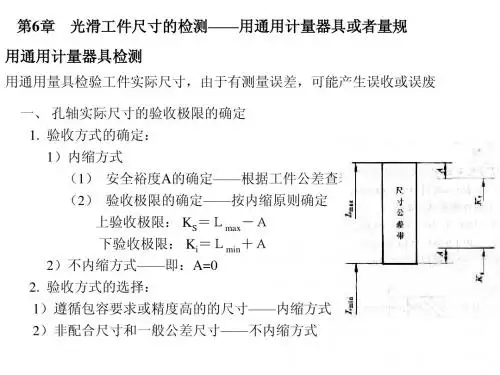
第一节用通用两期器具测量一、验收极限验收极限是检验工件尺寸时判断和各与否的尺寸界限。
确定工件尺寸的验收极限,有以下两种方案。
1)验收极限是从工件规定的最大实体极限(MML)和最小实体极限(LML)分别向工件公差带内移动一个安全裕度A来确定,简称内缩方案,如图6-2所示。
孔尺寸的验收极限:上验收极限=最小实体极限(LML)—安全裕度(A)下验收极限=最大实体极限(MML)+安全裕度(A)轴尺寸的验收极限:上验收极限=最大实体极限(MML)—安全裕度(A)下验收极限=最小实体极限(LML)+安全裕度(A)2)验收极限分别等于规定的最大实体极限()和最小实体极限(),即()值等于零。