第四章-光滑极限量规
- 格式:ppt
- 大小:565.00 KB
- 文档页数:39
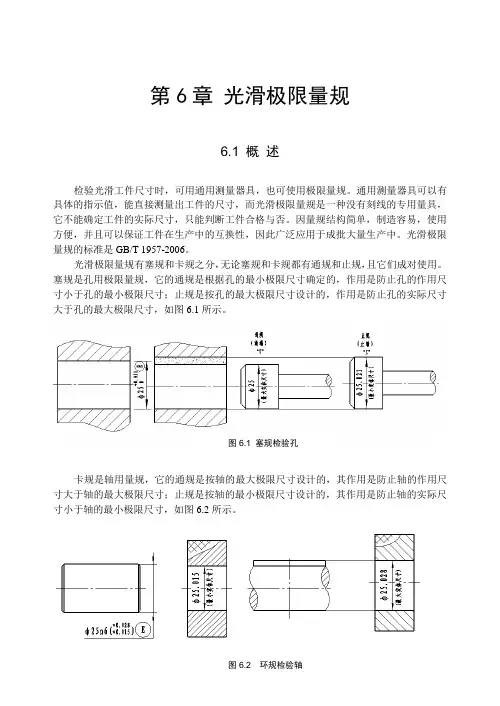
第6章光滑极限量规6.1概述检验光滑工件尺寸时,可用通用测量器具,也可使用极限量规。
通用测量器具可以有具体的指示值,能直接测量出工件的尺寸,而光滑极限量规是一种没有刻线的专用量具,它不能确定工件的实际尺寸,只能判断工件合格与否。
因量规结构简单,制造容易,使用方便,并且可以保证工件在生产中的互换性,因此广泛应用于成批大量生产中。
光滑极限量规的标准是GB/T 1957-2006。
光滑极限量规有塞规和卡规之分,无论塞规和卡规都有通规和止规,且它们成对使用。
塞规是孔用极限量规,它的通规是根据孔的最小极限尺寸确定的,作用是防止孔的作用尺寸小于孔的最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于孔的最大极限尺寸,如图6.1所示。
卡规是轴用量规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于轴的最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于轴的最小极限尺寸,如图6.2所示。
图6.1塞规检验孔图6.2环规检验轴量规按用途可分为以下三类:1)工作量规工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分别用代号“T”和“Z”表示。
2)验收量规验收量规量是检验部门或用户代表验收产品时使用的量规。
3)校对量规校对量规是校对轴用工作量规的量规,以检验其是否符合制造公差和在使用中是否达到磨损极限。
6.2量规设计6.2.1极限尺寸判断原则(泰勒原则)单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不得超越最大实体边界,而实际要素局部实际尺寸不得超越最小实体尺寸,从检验角度出发,在国家标准“极限与配合”中规定了极限尺寸判断原则,它是光滑极限量规设计的重要依据,阐述如下:孔或轴的体外作用尺寸不允许超过最大实体尺寸。
即对于孔,其体外作用尺寸应不小于最小极限尺寸;对于轴,其体外作用尺寸不大于最大极限尺寸。
任何位置上的实际尺寸不允许超过最小实体尺寸。

光滑极限量规测量实验报告光滑极限量规测量实验报告引言:光滑极限量规测量是一项重要的实验,它用于评估物体表面的光滑程度。
在工业制造和科学研究中,精确的光滑度测量对于确保产品质量和研究结果的准确性至关重要。
本实验旨在通过使用光滑极限量规来测量不同材料表面的光滑度,并分析实验结果。
实验步骤:1. 准备工作:收集所需材料,包括光滑极限量规、不同材料的样品、计时器和记录表格。
2. 样品准备:选择不同材料的样品,如金属、塑料和玻璃等,并确保样品表面干净、无明显瑕疵。
3. 实验设置:将光滑极限量规放置在平稳的工作台上,并将样品放置在其上,确保样品与量规接触。
4. 测量过程:使用光滑极限量规的刻度尺测量样品表面的高度差。
通过轻轻滑动量规,观察刻度尺上的读数,记录下最大和最小的读数。
5. 重复测量:对于每个样品,进行多次测量以获得更准确的结果。
取多个读数的平均值作为最终的测量结果。
6. 数据分析:比较不同材料样品的光滑度,计算平均值和标准差,并绘制图表以便于观察和比较。
实验结果:经过多次测量和数据分析,我们得到了以下实验结果:1. 不同材料的光滑度存在显著差异。
金属表面通常具有较高的光滑度,而塑料和玻璃表面则相对较低。
2. 在同一材料的不同样品中,光滑度也有一定的差异。
这可能是由于制造过程中的微小差异或样品的质量问题所致。
3. 通过计算平均值和标准差,我们可以更准确地评估不同样品的光滑度,并进行比较和分析。
讨论和结论:通过本实验,我们得出了以下结论:1. 光滑极限量规是一种有效的工具,用于测量不同材料表面的光滑度。
它可以提供准确的数值结果,帮助我们评估和比较不同样品的光滑程度。
2. 光滑度对于工业制造和科学研究至关重要。
在制造过程中,光滑度的差异可能会导致产品质量问题。
在科学研究中,光滑度的准确评估可以确保实验结果的可靠性和准确性。
3. 在实际应用中,我们可以根据不同需求选择合适的光滑度标准。
例如,在需要高精度的制造过程中,我们可以要求材料表面的光滑度达到更高的标准。
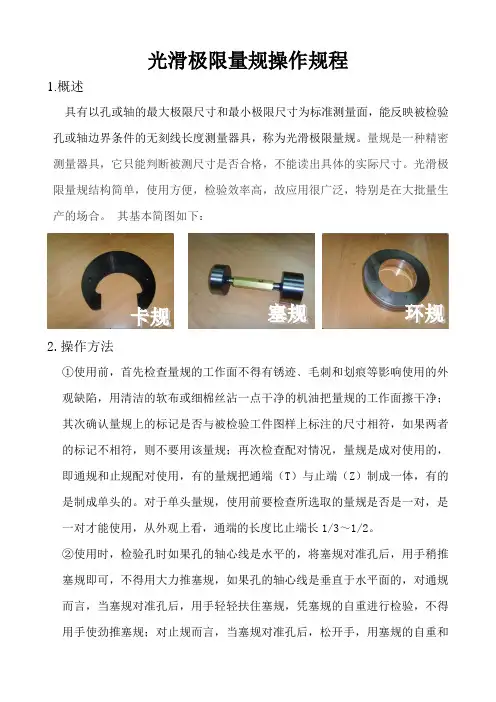
光滑极限量规操作规程1.概述具有以孔或轴的最大极限尺寸和最小极限尺寸为标准测量面,能反映被检验孔或轴边界条件的无刻线长度测量器具,称为光滑极限量规。
量规是一种精密测量器具,它只能判断被测尺寸是否合格,不能读出具体的实际尺寸。
光滑极限量规结构简单,使用方便,检验效率高,故应用很广泛,特别是在大批量生产的场合。
其基本简图如下:2.操作方法①使用前,首先检查量规的工作面不得有锈迹﹑毛刺和划痕等影响使用的外观缺陷,用清洁的软布或细棉丝沾一点干净的机油把量规的工作面擦干净;其次确认量规上的标记是否与被检验工件图样上标注的尺寸相符,如果两者的标记不相符,则不要用该量规;再次检查配对情况,量规是成对使用的,即通规和止规配对使用,有的量规把通端(T)与止端(Z)制成一体,有的是制成单头的。
对于单头量规,使用前要检查所选取的量规是否是一对,是一对才能使用,从外观上看,通端的长度比止端长1/3~1/2。
②使用时,检验孔时如果孔的轴心线是水平的,将塞规对准孔后,用手稍推塞规即可,不得用大力推塞规,如果孔的轴心线是垂直于水平面的,对通规而言,当塞规对准孔后,用手轻轻扶住塞规,凭塞规的自重进行检验,不得用手使劲推塞规;对止规而言,当塞规对准孔后,松开手,用塞规的自重和稍加点力进行检验。
塞规的通端要在孔的整个长度上检验,而且在2个~3个轴向截面内检验;止端要尽可能在孔的两头(对通孔而言)进行检验。
卡规的通端和止端,都要围绕轴心的3个~4个横截面进行检验。
③使用后,必须把量规用软布擦干净,放在其盒内保存,如果天气潮湿,或者放的时间较长,应该在擦干净后再涂上一层薄薄的防锈油再放入盒内保存。
3.注意事项①必须轻拿轻放,不得磕碰工件,更不得在机床运转的时候用量规去检验。
对于细长轴﹑薄板和薄壁套筒等类工件,加工过程中,它们容易变形,所以,应该在松去夹紧力之后,再用量规去检验。
不要把量规放在机床的刀架上等运动的地方,也不要把量规同刀具等工具放在一起,以免碰伤量规。
项目一 尺寸误差检测与精度设计
| 65 |
(5)将销轴放在工作台上进行测量,并在测头下面来回移动(注意:移动要使被测轴的母线与工作台接触,不得有任何跳动和倾斜),记下标尺读数的最大值(即转折点的值),即为读数值。
在图1-47所示轴的3个横截面上,相隔径向位置的3个方向上测取若干个实际偏差值,并由此计算其实际尺寸。
(6)处理数据。
根据销轴的尺寸的验收极限判断是否合格,并将测量结果填入任务书。
立式光学计测量轴径
拓展任务—用量规检验工件尺寸
图1-48所示为一批相互配合的带有孔、轴结构的零件(教师可根据实训情况自行选择相应零件),尺寸公差标注如图所示,试用量规检测其合格性。
一、光滑极限量规
光滑极限量规是一种没有刻度的专用检验工具。
它只能测量工件尺寸是不是处于规定
的极限尺寸范围内,即判断工件的合格性,而不能测量工件的提取要素的局部尺寸。
光滑极限量规使用方便、检验效率高,一般用于成批或大量生产中。
图1-47 轴径测量位置示意图
图1-48 带有孔、轴结构的零件。