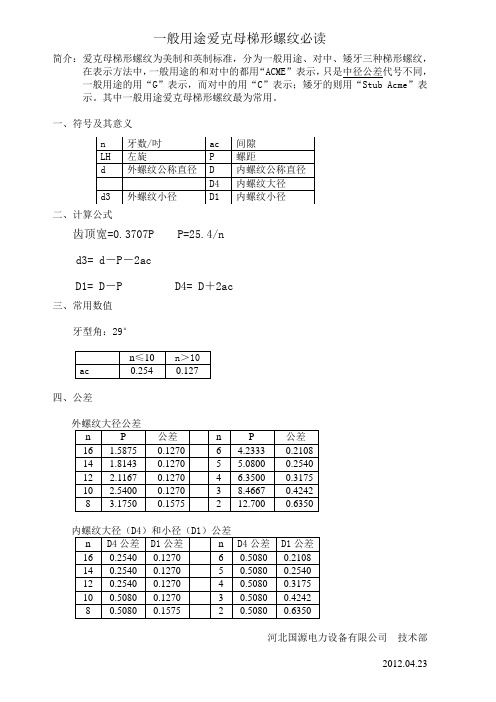
梯形螺纹各部分名称、代号及计算公式
- 格式:xls
- 大小:51.00 KB
- 文档页数:1

数控车床上加工梯形螺纹内容摘要:在数控车床上加工梯形螺纹是一个全新的课题,本文通过对梯形螺纹加工的工艺分析和加工方法的研讨,探索出一套可以在数控车床上加工出合格梯形螺纹的方法在普通车床的生产实习过程中,加工梯形螺纹课题是最基本的实习课题,但在数控车床实习过程中,常常由于加工工艺方面的原因,却很少进行梯形螺纹的加工练习,甚至有人提出在数控车床上不能加工梯形螺纹,显然这种提法是错误的.其实,只要工艺分析合理,使用的加工指令得当,完全可以在数控车床上加工出合格的梯形螺纹.一、梯形螺纹加工的工艺分析1.梯形螺纹的尺寸计算梯形螺纹的代号梯形螺纹的代号用字母“Tr”及公称直径×螺距表示,单位均为mm。
左旋螺纹需在尺寸规格之后加注“LH”,右旋则不用标注。
例如Tr36×6,Tr44×8LH等.国标规定,公制梯形螺纹的牙型角为30°.梯形螺纹的牙型如图(1),各基本尺寸计算公式如表1—1。
图1 梯形螺纹的牙型2。
梯形螺纹在数控车床上的加工方法直进法螺纹车刀X向间歇进给至牙深处(如图2a)。
采用此种方法加工梯形螺纹时,螺纹车刀的三面都参加切削,导致加工排屑困难,切削力和切削热增加,刀尖磨损严重.当进刀量过大时,还可能产生“扎刀”和“爆刀”现象。
这种方法数控车床可采用指令G92来实现,但是很显然,这种方法是不可取的。
斜进法螺纹车刀沿牙型角方向斜向间歇进给至牙深处(如图2b)。
采用此种方法加工梯形螺纹时,螺纹车刀始终只有一个侧刃参加切削,从而使排屑比较顺利,刀尖的受力和受热情况有所改善,在车削中不易引起“扎刀”现象。
该方法在数控车床上可采用G76指令来实现。
交错切削法螺纹车刀沿牙型角方向交错间隙进给至牙深(如图2c)。
该方法类同于斜进法,也可在数控车床上采用G76指令来实现。
切槽刀粗切槽法该方法先用切槽刀粗切出螺纹槽((如图2d),再用梯形螺纹车刀加工螺纹两侧面。
这种方法的编程与加工在数控车床上较难实现.表1—1 梯形螺纹各部分名称、代号及计算公式名称代号计算公式P 1.5~5 6~12 14~44 牙项间隙a ca c0.25 0.5 1大径d、D4d=公称直径,D4=d+a c中径d2、D2d2=d—0。

浅谈梯形螺纹在数控车床上的加工与编程江苏工贸技师学院摘要:在数控车床上加工梯形螺纹有一定的技术难度,特别是在高速切削时难度更大,安全可靠性差,加工的时候不容易观察和控制,这样就会更加的严格要求我们对梯形螺纹的加工方法进行不断和更多的探索。
关键词:梯形螺纹数控车削高速车削加工方法梯形螺纹与三角螺纹相比,螺距和牙型都大,而且要求精度高,牙型两端侧面表面粗糙度较形螺纹在数控车床高速切削中加工的难度较大,在多年的数控车小,这样导致了梯形螺纹高速车削时吃刀深、走刀快、切削余量大、切削抗力大。
这样就导致了梯床实习中,通过不断的摸索与总结,对梯形螺纹的加工业有了一定的认识,下面就来研究下梯形螺纹的车削方法。
一、梯形螺纹在数控车床上加工的基本方法与工艺分析1. 梯形螺纹的尺寸计算梯形螺纹的代号梯形螺纹的代号用字母“Tr”表示,及公称直径×螺距表示,单位为mm。
左旋螺纹则需要在尺寸规格后加注“LH”,右旋则不需要。
例:Tr40×4,Tr36×6LH,梯形螺纹的标记由螺纹公差代号和螺纹旋合长度代号组成,如:Tr50×7LH—7e—L(Tr50×7LH为梯形螺纹代号、7e为公差代号、L为旋合长度代号)。
国标规定,公制梯形螺纹的牙型角为30°。
各基本计算公式如表1-1图1-1梯形螺纹各部分名称、代号及计算公式2.梯形螺纹加工的基本方法(1)直进法。
螺纹车刀X向间歇进给到牙深处。
采用这种方法加工梯形螺纹时,螺纹车刀的三面都参加了切削,这样会导致加工是排削困难,切削力和切削热增加,刀尖磨损严重。
如果进刀量大时,有可能会出现“扎刀”现象。
这种方法在数控车床里用指令G92和G32来实现。
例:G32/G92单段螺纹切削指令G32/G92X(U)Z(W) FX(U)Z(W)为螺纹种点的坐标,F为导程。
G32/G92属于直进式切削方法,加工程序编写繁琐,工作量大。
(2)斜进法。

数控车床上加工梯形螺纹内容摘要:在数控车床上加工梯形螺纹是一个全新的课题,本文通过对梯形螺纹加工的工艺分析和加工方法的研讨,探索出一套可以在数控车床上加工出合格梯形螺纹的方法在普通车床的生产实习过程中,加工梯形螺纹课题是最基本的实习课题,但在数控车床实习过程中,常常由于加工工艺方面的原因,却很少进行梯形螺纹的加工练习,甚至有人提出在数控车床上不能加工梯形螺纹,显然这种提法是错误的.其实,只要工艺分析合理,使用的加工指令得当,完全可以在数控车床上加工出合格的梯形螺纹。
一、梯形螺纹加工的工艺分析1。
梯形螺纹的尺寸计算梯形螺纹的代号梯形螺纹的代号用字母“Tr”及公称直径×螺距表示,单位均为mm。
左旋螺纹需在尺寸规格之后加注“LH”,右旋则不用标注。
例如Tr36×6,Tr44×8LH等.国标规定,公制梯形螺纹的牙型角为30°。
梯形螺纹的牙型如图(1),各基本尺寸计算公式如表1—1。
图1 梯形螺纹的牙型2。
梯形螺纹在数控车床上的加工方法直进法螺纹车刀X向间歇进给至牙深处(如图2a)。
采用此种方法加工梯形螺纹时,螺纹车刀的三面都参加切削,导致加工排屑困难,切削力和切削热增加,刀尖磨损严重。
当进刀量过大时,还可能产生“扎刀”和“爆刀”现象。
这种方法数控车床可采用指令G92来实现,但是很显然,这种方法是不可取的。
斜进法螺纹车刀沿牙型角方向斜向间歇进给至牙深处(如图2b)。
采用此种方法加工梯形螺纹时,螺纹车刀始终只有一个侧刃参加切削,从而使排屑比较顺利,刀尖的受力和受热情况有所改善,在车削中不易引起“扎刀"现象。
该方法在数控车床上可采用G76指令来实现。
交错切削法螺纹车刀沿牙型角方向交错间隙进给至牙深(如图2c)。
该方法类同于斜进法,也可在数控车床上采用G76指令来实现.切槽刀粗切槽法该方法先用切槽刀粗切出螺纹槽((如图2d),再用梯形螺纹车刀加工螺纹两侧面。
这种方法的编程与加工在数控车床上较难实现。

梯形螺纹三针计算公式梯形螺纹是一种常见的机械连接元件,常用于螺纹连接和传递力矩。
计算梯形螺纹三针的公式可以帮助我们确定适当的尺寸和参数,以确保其安全运行和性能。
首先,我们需要了解梯形螺纹的基本几何特征。
梯形螺纹由一个螺纹轮廓和一条螺纹直径较小的轴向直槽(即三针)组成。
梯形螺纹的关键参数包括螺纹高度h、螺纹角度α、螺纹外径D、螺距P等。
计算梯形螺纹三针的公式可以分为两个方面:扭矩计算和切断计算。
以下是相关参考内容:扭矩计算:1. 安全扭矩计算公式:T = 0.2 * (P * D * h)* μf其中,T表示扭矩,P表示螺距,D表示螺纹外径,h表示螺纹高度,μf表示摩擦系数。
2. 摩擦系数μf的确定:μf = f / (h * P)其中,f表示螺纹公称径向力。
切断计算:1. 切螺纹扭矩的计算公式:Tc = F * D / 2 * sin (α / 2)其中,Tc表示切螺纹扭矩,F表示螺纹公称径向力,D表示螺纹外径,α表示螺纹角度。
2. 轴向力的计算公式:Fa = F * tan (α / 2)其中,Fa表示轴向力,F表示螺纹公称径向力,α表示螺纹角度。
需要注意的是,以上公式仅适用于标准的梯形螺纹,实际应用中还需根据具体情况进行修正。
另外,公式中的参数也需要根据具体设计要求和使用条件进行选择和确定。
除了公式计算,还有一些其他的内容需要注意:1. 材料强度:梯形螺纹的选择还需要考虑材料的强度和耐磨性。
通常情况下,选取材料强度适中且耐磨性好的材料。
2. 表面质量:梯形螺纹表面质量直接影响其摩擦系数和扭矩传递性能。
表面粗糙度要求较高,可以选择研磨或经过特殊的表面处理。
3. 安装和拆卸力矩:在实际使用过程中,还需要考虑拧紧和拆卸时所需的力矩。
根据实际经验,可以合理选择扭矩系数。
综上所述,梯形螺纹三针的计算公式可以帮助我们确定适当的尺寸和参数,但在实际应用中需要综合考虑材料强度、表面质量以及安装和拆卸力矩等因素,确保其安全运行和性能。
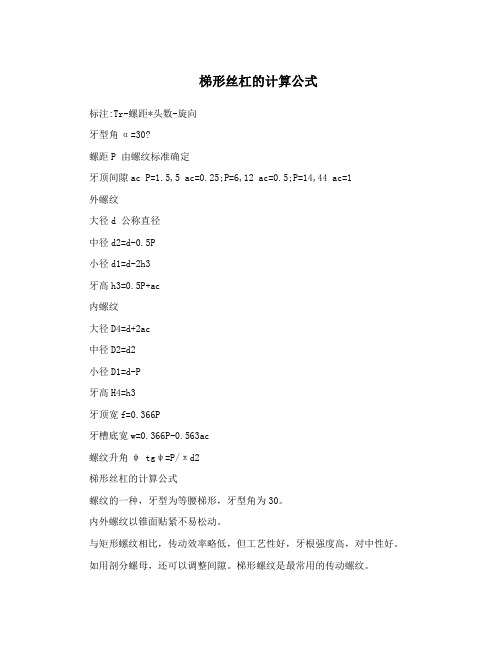
梯形丝杠的计算公式标注:Tr-螺距*头数-旋向牙型角α=30?螺距P 由螺纹标准确定牙顶间隙ac P=1.5,5 ac=0.25;P=6,12 ac=0.5;P=14,44 ac=1外螺纹大径d 公称直径中径d2=d-0.5P小径d1=d-2h3牙高h3=0.5P+ac内螺纹大径D4=d+2ac中径D2=d2小径D1=d-P牙高H4=h3牙顶宽f=0.366P牙槽底宽w=0.366P-0.563ac螺纹升角ψ tgψ=P/πd2梯形丝杠的计算公式螺纹的一种,牙型为等腰梯形,牙型角为30。
内外螺纹以锥面贴紧不易松动。
与矩形螺纹相比,传动效率略低,但工艺性好,牙根强度高,对中性好。
如用剖分螺母,还可以调整间隙。
梯形螺纹是最常用的传动螺纹。
我国标准规定30?梯形螺纹代号用“Tr”及公称直径×螺距表示,左旋螺纹需在尺寸规格之后加注“LH”,右旋则不注出。
例如Tr36×6;Tr44×8LH等。
各基本尺寸名称,代号及计算公式如下:牙型角α,30?螺距P 由螺纹标准确定牙顶间隙ac P=1.5,5 ac=0.25;P=6,12 ac=0.5;P=14,44 ac=1外螺纹:大径d 公称直径中径d2=d-0.5P小径d1=d-2h3牙高h3=0.5P+ac内螺纹:大径D4=d+2ac中径D2=d2小径D1=d-P牙高H4=h3牙顶宽f=0.366P牙槽底宽w=0.366P-0.563ac螺纹升角ψ tgψ=P/π非精确等速传动场合可以套用以下公式计算:T1=(Ta+Tpmax+Tu)其中 T1:等速时的驱动扭矩; Ta=(Fa*I)/(2*3.14*n1); Fa:轴向负载N;Fa=F+μmg F:丝杠的轴向切削力等N; μ:导向面摩擦系数; m:移动物体重量(工作台+工件)kg; g:9.8 Tpmax:丝杠的动态摩擦扭矩上限N.cm; Tu:支撑轴承等的摩擦扭矩N.cm如果有减速机丝杠,电机扭矩=T1/减速比/减速机传动效率考虑到加速负载,惯性及扭矩裕量,请考虑乘以安全系数. 详细计算公式见:机械设计手册螺旋传动。
梯形螺纹的基础知识1.梯形螺纹的作用及种类梯形螺纹是常用的传动螺纹,精度要求比较高。
如车床的丝杠和中、小滑板的丝杆等。
梯形螺纹有两种,国家标准规定梯形螺纹牙型角为30º。
英制梯形螺纹的牙型角为29º,在我国较少采用。
2.梯形螺纹的标记梯形螺纹的标记由螺纹代号、公差带代号及旋合长度代号组成。
梯形螺纹代号用字母Tr及公称直径×螺距与旋向表示,左旋螺纹旋向为LH,右旋不标。
梯形螺纹公差带代号仅标注中径公差带,如7H、7e,大写为内螺纹,小写为外螺纹。
梯形螺纹的旋合长度代号分N、L两组,N表示中等旋合长度,L表示长旋合长度。
标记示例: Tr22×5—7H表示梯形螺纹,公称直径为22mm,螺距为5mm,中径公差带代号为7H。
3.梯形螺纹的牙型4.梯形螺纹各部分名称、代号、计算公式及基本尺寸确定5、梯形螺纹的车削方法a)左右切削法 b)车直槽法 c)车阶梯槽法1.梯形外螺纹的车削(1)螺距小于4mm和精度要求不高的工件,可用一把梯形螺纹车刀,并用少量的左右切削法车削。
(2)螺距大于4mm和精度要求高的梯形螺纹,一般采用车直槽法,分刀车削,先用车槽刀车出螺旋槽,再用梯形螺纹车刀进行车削。
具体做法如下:a)车梯形螺纹时,螺纹顶径留0.3mm左右余量,且倒角与端面成15°。
b)选用刀头宽度稍小于槽底宽的车槽刀,粗车螺纹(每边留0.25~0.35mm左右的余量)。
c)用梯形螺纹车刀采用左右切削法车削梯形螺纹牙型两侧面,每边留01~0.2mm的精车余量,并车准螺纹小径尺寸。
d)精车大径至图样要求。
e)选用梯形螺纹精车刀,采用左右切削法完成螺纹加工。
2.梯形内螺纹的车削梯形内螺纹的车削与车削三角形内螺纹基本相同。
车削梯形内螺纹时,进刀深度不易掌握,可先车准螺纹孔径尺寸,然后粗车。
精车时应不进刀车削2~3次,以消除刀杆的弹性变形,保证螺纹的精度要求。
-----精心整理,希望对您有所帮助!。
梯形螺纹尺寸计算公式
梯形螺纹作为一种常见的机械连接件,其尺寸的计算对于设计师和机械工程师来说都非常重要。
下面,我们将为大家介绍梯形螺纹尺寸计算的公式和注意事项。
梯形螺纹一般由一个螺旋体和一个平面组成,其形状类似于一个梯形。
它的尺寸包括螺纹直径、螺纹高度、螺距和齿厚等。
其中,螺距是螺纹在同一方向上重复的间距,齿厚则是梯形螺纹的一条齿的宽度。
梯形螺纹尺寸计算的公式如下:
螺纹高度 H = (D2 - D1)/ 2tanP
螺距P = π cosα /(2H + D1 + D2)
齿厚 t = (D2 - D1)cosα /(2(H + cosα / 2 tanα))其中,D1和D2分别为螺纹外径和内径的直径,α为螺纹斜角,π为圆周率。
计算时需要注意以下几点:
1.在计算时一定要按照标准的公式进行,如果有特殊要求,需要根据实际情况进行计算。
2.在选择螺纹时需要根据实际情况进行选择,以保证产品的安全性和可靠性,不可随意更改。
3.由于梯形螺纹的尺寸较为复杂,建议在计算之前要仔细阅读相关的技术规范和标准,以免发生错误。
4.在进行螺纹加工时一定要严格按照计算结果进行加工,以确保产品符合设计要求。
综上所述,梯形螺纹尺寸计算是机械设计与加工中非常重要的一环,需要严格按照标准规范进行计算和加工,以确保产品的质量和可靠性。
梯形螺纹计算公式梯形螺纹是一种常见的螺纹形状,常用于机械零件的连接和固定。
它的特点是两侧螺纹高度不一致,使得其更容易装拆,且具有良好的抗震性能。
对于梯形螺纹的计算公式,主要包括螺距、螺纹高度、承载力等方面。
首先,梯形螺纹的螺距计算公式如下:S=π*d/P其中,S表示螺距,d表示螺纹直径,P表示螺纹的导程。
螺纹高度的计算公式如下:h=D-d其中,h表示螺纹高度,D表示螺纹大径,d表示螺纹小径。
需要注意的是,梯形螺纹的两侧高度不一致,一侧的高度为h,另一侧的高度为H。
因此,在实际计算时,需要区分两侧的高度。
承载力是一个重要的指标,表示螺纹连接的强度和可靠性。
梯形螺纹的承载力计算公式如下:F=Fr+Fa其中,F表示承载力,Fr表示本体强度,Fa表示接触强度。
本体强度(Fr)的计算公式如下:Fr=As*σs*ηp其中,As表示螺纹轴向截面面积,σs表示材料的抗拉强度,ηp表示载荷系数。
接触强度(Fa)的计算公式如下:Fa=Ac*σr*ηc其中,Ac表示螺纹径向接触面积,σr表示材料的抗剪强度,ηc表示接触系数。
需要注意的是,载荷系数和接触系数会根据实际应用情况进行调整。
载荷系数主要与使用环境和载荷方向有关,接触系数主要与摩擦系数、嵌入系数等因素有关。
此外,还需要根据具体螺纹参数和材料性能来选择合适的材料进行计算。
常用的材料包括碳素钢、合金钢等。
在实际计算中,需要根据材料的力学性能参数来确定材料的抗拉强度、抗剪强度等参数。
总之,梯形螺纹的计算涉及到螺距、螺纹高度、承载力等多个方面。
在实际应用中,需要根据具体情况选择合适的计算公式,并结合材料性能参数进行计算。
这些计算公式可以帮助工程师进行梯形螺纹的设计和评估,以保证其连接和固定的强度和可靠性。
圆锥计算公式:C=D−dLtan(a/2)=D−d2L三角螺纹尺寸计算:中径:d2=D2=d-0.6495P牙型高度:h1=0.5413P螺纹小径:d1=D1=d-1.0825P量针测量距计算公式:M=d2+d D[1+1/sin(a/2)]-P/2×cot(a/2) 量针直径计算:d D=P/[2cos(a/2)]三针修正(大于3º30′)M=d2+4.864d D-1.866P+ΔφΔφ=1.8204d D tan2φ三针测量螺纹计算公式:量针测量距及量针直径计算公式:基准位移误差的计算:X min =(D+EI)-(d+es)=EI-esX man =(D+ES)-(d+ei)=(ES-EI)+(es-ei)+(EI-es)=Th+Ts+X min工件进行回转加工:∆W=X max2=Th+Ts+X min2其中:X min=EI-es 或∆W=ES−ei2非回转加工:∆W=2×Th+Ts+X min2=Th+Ts+X min=ES−ei 轴在V形块上定位:∆W=Ts2sin a2工艺尺寸链的计算:A0max=∑A⃗imaxmi=1−∑A⃖⃗⃗iminni=1A0min=∑A⃗iminmi=1−∑A⃖⃗⃗imaxni=1A0max——封闭环的最大极限尺寸A0min——封闭环的最小极限尺寸A⃗imax——各增环的最大极限尺寸A ⃗ imin ——各增环的最小极限尺寸 A ⃖⃗imax ——各减环的最大极限尺寸 A⃖⃗imin ——各减环的最小极限尺寸 切断刀主切削刃宽度和长度计算:a≈(0.5-0.6)√d L=h+(2~3)mm 尾座偏移量计算:s≈L 0 tan(a/2)=D−d 2LL 0 或s=C2L 0 L 0---工件全长车螺纹时交换齿轮计算:i = n 丝n 工=nP 工P 丝=Z1Z 2×Z3Z 4车蜗杆时交换齿轮计算:i =n 丝n 工=Pz P 丝=Z1Z 2×Z3Z 4交换齿轮啮合规则:Z 1+Z 2>Z 3+15 Z 3+Z 4>Z 2+15 单针测量公式: A=M +d 02主切削力近似公式:铸铁Fz≈1000a p *f(N) 钢Fz≈2000a p *f(N) 切削功率的计算: Pm=F z v c 60×1000机床电机功率: Pm ≤P E ∙η 机床传动效率,一般取η=0.75~0.85 三爪车偏心垫片厚度计算公式: x=(3e+√d 2−3e 2-d)/2x=1.5e+k k≈1.5Δe Δe=e-e 测曲轴的测量方法:工件热变形伸长量:ΔL=aL Δt a —材料膨胀系数 L ——工件总长 Δt ——工件升高的温度主轴转速计算:n 主轴=n 电机∙d 1d 2∙ε∙i n 电机——主电动机转速r/min i ——总传动比ε——滑动系数(0.98)d 1——主动带轮直径 mm d 2——从动带轮直径mm车米制螺纹传动链方程式:np 工=1(主轴)∙i 总∙P 丝。