金属切削过程之断屑
- 格式:ppt
- 大小:1.14 MB
- 文档页数:21

车削加工中的断屑问题2009-04-12 15:04车削加工中的断屑问题分类:工作技术总结刀具断屑可靠与否,对正常生产与操作者安全都有着重大影响。
在切削加工中,崩碎切屑会飞溅伤人,并易研损机床;而长条带状切屑会缠绕在工件或刀具上,易刮伤工件,引发刀具破损,甚至影响工人安全。
对于数控机床(加工中心)等自动化加工机床,由于其刀具数量较多,刀架与刀具联系密切,断屑问题就显得更为重要,只要其中—把刀断屑不可靠,就可能破坏机床的自动循环,甚至破坏整条自动线正常运转,所以在设计、选用或刃磨刀具时,必须考虑刀具断屑的可靠性。
而对于数控机床(加工中心)等,并应满足下列要求:切屑不得缠绕在刀具、工件及其相邻的工具、装备上;切屑不得飞溅,以保证操作者与观察者的安全;精加工时,切屑不可划伤工件的已加工表面,影响已加工表面的质量;保证刀具预定的耐用度,不能过早磨损并竭力防止其破损;切屑流出时,不妨碍切削液的喷注;切屑不会划伤机床导轨或其他部件等。
在满足上述要求的基础上,不同刀具对切屑长度还有不同要求。
例如一般粗车钢料的最大切屑长度为100mm左右;精车则应稍长。
要避免过于细碎的切屑,因为它容易嵌入机床导轨和刀具装置的一些重要部位(如基准面),这样不仅需要附加防护装置,还给清除切屑带来一定的困难。
对于某些不易断屑的刀具,如成形车刀、切槽车刀和切断车刀等,在数控机床(加工中心)等自动化机床上,应保证其稳定的卷屑。
一、切屑形状的分类根据工件材料、刀具几何参数和切削用量等的具体情况,切屑形状一般有:带状屑、C 形屑、崩碎屑、宝塔状卷屑、发条状卷屑、长紧螺卷屑、螺卷屑等(见图1)。
( l )带状屑(见图1a):高速切削塑性金属材料时,如不采取断屑措施,极易形成带状屑,此形屑连绵不断,常会缠绕在工件或刀具上,易划伤工件表面或打坏刀具的切削刃、甚至伤人,因此应尽量避免形成带状屑。
但有时也希望得到带状屑,以使切屑能顺利排出。
例如在立式镗床上镗盲孔时。
论文金属切削过程中的三个变形区系别专业年级学生姓名学号指导教师年月日金属切削过程中的三个变形区摘要:金属切削过程是指道具与工件相互作用形成切屑的过程,本文主要表示了金属切削加工过程中的三个变形区的形成与相互联系,并分析了与这三个变形区有关的反映金属变形程度的相关参数,同时加以总结。
关键词:金属切削,三个变形区,金属变形程度Abstract: the process of metal cutting refers to tools and the workpiece interact to form a cutting process, this paper mainly describes the process of metal machining three deformation zone was formed and interconnected, and analyzed and the three deformation zone related to reflect the extent of metal distortion of the relevant parameters, at the same time to sum up.Keywords:metal cutting, three deformation zone, extent of metal distortion引言金属切削过程是机械制造过程的一个重要组成局部。
金属切削过程是指将工件上多余的金属层,通过切削加工被刀具切除而形成切屑并获得几何形状、尺寸精度和外表粗糙度都符合要求的零件的过程。
在这一过程中,始终存在着刀具切削工件和工件材料抵抗切削的矛盾,从而产生一系列现象,如切削变形、切削力、切削热与切削温度以与有关刀具的磨损与刀具寿命、卷屑与断屑等。
对这些现象进展研究,揭示其在的机理,探索和掌握金属切削过程的根本规律,从而主动地加以有效的控制,对保证加工精度和外表质量,提高切削效率,降低生产本钱和劳动强度具有十分重大的意义。
第三章金属切削变形过程3.1 必备知识和考试要点3,1。
1 研究金属切削变形过程的意义和方法1.明确研究金属切削变形过程的意义。
2.了解金属切削变形过程的实验方法。
3.1.2 金属切削层的变形1.熟悉金属切削过程中变形区的划分。
2.熟悉各变形区内所发生的变形。
3.掌握相对滑移、变形系数、剪切角的概念。
4.掌握相对滑移与变形系数的关系式。
3.1.3 前刀面的挤压与摩擦及其对切屑变形的影响1.了解切削过程中作用在切屑上的力。
2.明确剪切角φ与前刀面摩擦系数μ的关系。
3.理解内摩擦的概念。
4.熟悉影响前刀面摩擦的主要因素。
3.1.4 积屑瘤的形成及其对切削过程的影响1.掌握积屑瘤的形成条件。
2.掌握积屑瘤对切削过程影响的要点。
3.掌握积屑瘤的生长高度与切削速度的关系。
4.掌握抑制积屑瘤的方法。
3.1,5 影响切屑变形的变化规律1.掌握工件材料、刀具几何角度对切屑变形影响的要点。
2,掌握切削速度对剪切角影响的要点。
3.掌握切削用量三要素切眉变形影响的要点。
4.正确分析切削速度对变形系数影响的规律。
3.1.6 其他1.了解切屑形状的分类方法及产生的条件。
2.了解切屑卷曲和断屑的机理。
3.2 典型范例和答题技巧[例3.1] 画图表示切削塑性工件材料时,金属变形区是如何划分的?各变形区中的变形情况如何?[分析]1.变形区的划分。
根据教科书中的“金属切削过程中的滑移线和流线示意图”大致画出三个区域。
2.变形区的变形。
由于第一变形区区域宽度很窄,故可看成一个面,被称之为剪切滑移面。
显然第一变形区的变形,也就是在切削过程中,金属通过剪切滑移面时发生的剪切滑移变形。
这一变形决定了切削的进行,使被切削工件的切削层转变成切屑。
第二变形区发生在切屑底层,相对于前刀面的位置。
通过第一变形区变形后的金属在转变成切屑沿前刀面流出前发生的进一步变形。
此时发生的变形是前刀面作用于切屑的摩擦、挤压变形。
第三变形区内的变形是受到刀刃的钝圆部分及后刀面的挤压、摩擦变形。
车削加工中的断屑问题(2008-09-01 10:53:12)转载标签:分类:工作技术总结切屑工件进给量前角车刀杂谈刀具断屑可靠与否,对正常生产与操作者安全都有着重大影响。
在切削加工中,崩碎切屑会飞溅伤人,并易研损机床;而长条带状切屑会缠绕在工件或刀具上,易刮伤工件,引发刀具破损,甚至影响工人安全。
对于数控机床(加工中心)等自动化加工机床,由于其刀具数量较多,刀架与刀具联系密切,断屑问题就显得更为重要,只要其中—把刀断屑不可靠,就可能破坏机床的自动循环,甚至破坏整条自动线正常运转,所以在设计、选用或刃磨刀具时,必须考虑刀具断屑的可靠性。
而对于数控机床(加工中心)等,并应满足下列要求:切屑不得缠绕在刀具、工件及其相邻的工具、装备上;切屑不得飞溅,以保证操作者与观察者的安全;精加工时,切屑不可划伤工件的已加工表面,影响已加工表面的质量;保证刀具预定的耐用度,不能过早磨损并竭力防止其破损;切屑流出时,不妨碍切削液的喷注;切屑不会划伤机床导轨或其他部件等。
在满足上述要求的基础上,不同刀具对切屑长度还有不同要求。
例如一般粗车钢料的最大切屑长度为100mm左右;精车则应稍长。
要避免过于细碎的切屑,因为它容易嵌入机床导轨和刀具装置的一些重要部位(如基准面),这样不仅需要附加防护装置,还给清除切屑带来一定的困难。
对于某些不易断屑的刀具,如成形车刀、切槽车刀和切断车刀等,在数控机床(加工中心)等自动化机床上,应保证其稳定的卷屑。
一、切屑形状的分类根据工件材料、刀具几何参数和切削用量等的具体情况,切屑形状一般有:带状屑、C 形屑、崩碎屑、宝塔状卷屑、发条状卷屑、长紧螺卷屑、螺卷屑等(见图1)。
( l )带状屑(见图1a):高速切削塑性金属材料时,如不采取断屑措施,极易形成带状屑,此形屑连绵不断,常会缠绕在工件或刀具上,易划伤工件表面或打坏刀具的切削刃、甚至伤人,因此应尽量避免形成带状屑。
但有时也希望得到带状屑,以使切屑能顺利排出。
车床加工提高断屑的方法在车床加工中,提高断屑的质量和数量,是保证加工质量和效率的关键之一。
断屑是在车削过程中由切削刀具切削工件时剥离出的金属屑,其质量和数量直接影响着工件表面的光洁度、加工精度和加工效率。
因此,合理选择加工参数和采取有效的方法,提高断屑的质量和数量,对于提升车床加工的质量和效率具有重要意义。
1. 优化刀具和切削参数在车床加工中,选择合适的刀具和切削参数是提高断屑质量和数量的关键。
首先要根据工件材料和加工要求选择合适的切削刀具,确保刀具材料和刀具几何形状适合加工材料的特性。
同时,合理选择切削速度、进给速度和切削深度,避免切削过程中出现过大的切削力和温度,从而影响断屑的形成和排出。
2. 控制冷却润滑在车床加工中,冷却润滑是非常重要的一环。
通过适量的切削液冷却工件和刀具,可以有效减少切削温度,降低切削力,提高加工表面质量和断屑的排出。
此外,良好的冷却润滑还能延长刀具的使用寿命,减少刀具磨损,提高加工效率。
3. 加工去毛刺在车床加工中,去除工件表面的毛刺对于提高断屑质量非常重要。
通过采用合适的去毛刺工艺和工具,可以有效地去除工件表面的毛刺,减少毛刺对切削刀具的干扰,提高断屑的排出和加工表面的光洁度。
4. 保持车床整洁保持车床清洁整洁也是提高断屑质量和数量的关键之一。
定期清理车床上的切屑和油污,保持刀具和工件的清洁,可以有效减少切削过程中产生的摩擦和磨损,提高断屑的排出和加工表面的质量。
通过以上几点方法的有效应用,可以提高车床加工中断屑的质量和数量,进而提升加工质量和效率。
只有不断优化加工工艺,注重细节,才能达到更好的加工效果。
第九章金属切削原理知识与刀具本章重点1.切削用量的概念及选择;2.车刀主要几何角度的作用及选择;3.常用刀具材料的性能及用途;4.切削液的作用及选择;5.切削力的概念及其影响因素;6.切削热、切削温度的概念及影响切削热的因素;7.刀具磨损的基本形式、过程及刀具寿命的概念;8.砂轮的选择及刃磨900外圆车刀的基本方法;9.切屑的类型、积屑瘤的成因及其对切削加工的影响;10.断屑的概念及其影响因素;11.减小表面粗糙度值的工艺措施。
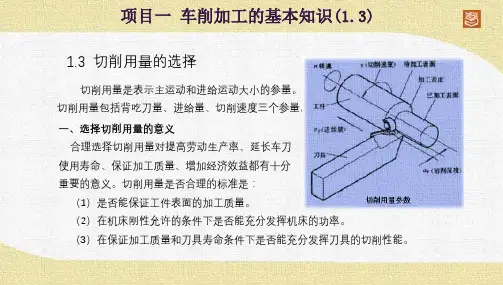
内容提要一、切削用量1.切削用量的概念切削用量(又称切削三要素)是衡量切削运动大小的参量。
它包括切削深度(背吃刀量)、进给量和切削速度。
(1)切削深度(背吃刀量)ap:切削时工件上待加工表面与已加工表面之间的距离。
单位:mm。
①车外圆时:ap =(dw-dm)/2式中dw ——待加工表面的直径(mm);dm——已加工表面的直径(mm);②切断和车槽时的切削深度(背吃刀量)等于车刀主切削刃的宽度。
(2)进给量f:工件每转一圈,刀具沿进给方向移动的距离。
单位: mm/r。
(3)切削速度v:主运动的线速度。
单位:m/min。
v=nπdw/1000式中:v——切削速度(m/min);n——主轴转速(r/min);dw——待加工表面直径(mm)。
2.切削用量的选择(1)粗加工时切削用量的选择①选择原则:以提高劳动生产率为主。
②选择方法:首先选用一个大的切削深度(背吃刀量),其次为缩短进给时间再选一个较大的进给量,最后在保证刀具寿命的前提下,再选择一个相对大而合理的切削速度。
(2)半精加工、精加工时切削用量的选择①选择原则:以保证加工精度为主。
②选择方法:切削余量原则一次进给完成,也可分多次,但最后一次进给的余量不得小于0.1mm;进给量应选小一些;切削速度应根据刀具材料选择,高速钢刀具一般小于5m/min,硬质合金可大于80 m/min。
二、刀具的几何角度1.切削运动——切削时刀具与工件之间的相对运动,包括主运动和进给运动。
车床断屑功能
车床断屑功能是指车床加工过程中产生的金属切屑能够及时断裂、排出,确保车床稳定、高效地进行加工。
车床断屑功能的作用主要有以下几个方面:
1. 确保加工质量:车床断屑功能能够使切削液和切削屑分离,避免切削屑堆积在加工部件上,影响加工质量。
2. 提高加工效率:断屑功能能够及时清除切屑,减少对加工过程的干扰和停机时间,提高加工效率。
3. 保护机床:切屑堆积在机床内部会影响机床的正常运转和润滑,甚至引起机床故障。
断屑功能能够减少切屑对机床的损害,延长机床的使用寿命。
4. 操作方便:断屑功能能够自动排出切屑,减轻操作人员的劳动强度,提高工作效率。
常见的车床断屑功能有切屑槽和断屑板。
切屑槽一般位于车床主床上,通过车刀切削产生的切屑会从切屑槽中排出。
断屑板一般安装在车床床身上,用于收集切屑并导出。
总之,车床断屑功能是车床加工过程中必不可少的功能,能够确保加工质量、提高加工效率、保护机床、方便操作。